汽封修磨机在电厂检修及改造过程中的应用
2013-04-10徐红生马春滨
徐红生, 马春滨
(哈尔滨汽轮机厂物流有限责任公司,哈尔滨 150046)
汽封修磨机在电厂检修及改造过程中的应用
徐红生, 马春滨
(哈尔滨汽轮机厂物流有限责任公司,哈尔滨 150046)
在调试汽轮机通流过程中,通过对汽封弧段的加工,保证了转子与静子之间的汽封通流间隙,文中介绍了汽封修磨机床和刀具性能。
通流;汽封弧段;回转半径
1 引言
在汽轮机的安装、调试及大修过程中,汽轮机汽封的修正是必不可少的步骤。因为汽轮机转子找中后,转子与静子之间的汽封通流间隙很难保证设计要求的尺寸,这样在安装、调试及大修时就要实测汽封通流与设计给定的实际偏差值,把这种实际偏差值去除掉。现修正的方法有很多,但由于机组通常在现场处理,无法在数控机床进行,往往是通过机组安装人员用手工的方法来消除偏差值。劳动强度很大,给装配带来一定的困难,针对这种情况,我们研究了最佳方案,解决了现场修正汽封的难题。
2 汽封修磨机概述
为了增大汽轮机组的输出功率,减小能源的消耗,汽轮机的通流尺寸要求越来越严格,汽封圈在安装与调试过程中的修整就显得格外重要,这台汽封修磨机结构简单、使用方便,是适用于各发电厂及汽轮机制造厂的高科技含量的先进设备。
本机床功能强大,它可以加工5~60万千瓦汽轮机机组的绝大部分汽封圈,也包括解镶齿的汽封弧段,机床配有变频器、电主轴,真正实现了机床的无级调速,此外,机床还配有感应数显尺、数显表,使数字模块与机械机床对接,真正实现了机电一体化,使机床的定位精度及加工精度大提高,机床的重复定位精度可达0.02mm。
机床的主要规格与参数如下:机床的外形尺寸(长×宽×高)为 1785mm×600mm×860mm;工作台的面积(长×宽)为 500mm×320mm;变频器型号为 VFD015M43B,功率1.5kW,范围0~10000r/min;电主轴型号为80XD,功率1.5kW,转速10000r/min;水泵型号为YDB-12/40W;机床重量416kg。
3 机床的机械传动系统
3.1 汽封修磨机传动原理
机床机械传动部分传动简捷,大部分采用丝杠传动,为减小主轴头减速箱的体积,本设备还采用变频器无级调速装置,这样就大大简化了机械传动的结构。机床的传动系统如图1所示。
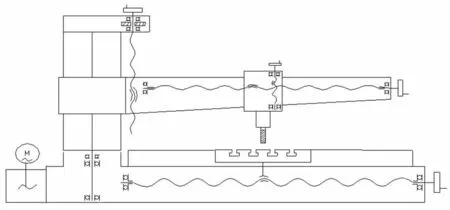
图1 传动系统图
3.2 机床的轴承系列
汽封修磨机轴承参数如表1所示。
4 机床电器系统部分
4.1 机床电器原理
本电路由电主轴及水泵两部分控制电路组成,由二套控制电路利用2个交流接触器控制,本电路的特点是一旦电网中断供电一段时间,又突然重新来电,而这时的电主轴不会重新起动,这样即使操作者在机床附近,刀具也不会伤及操作者,保证了工人的人身安全。机床的电器传动控制原理如图2所示。
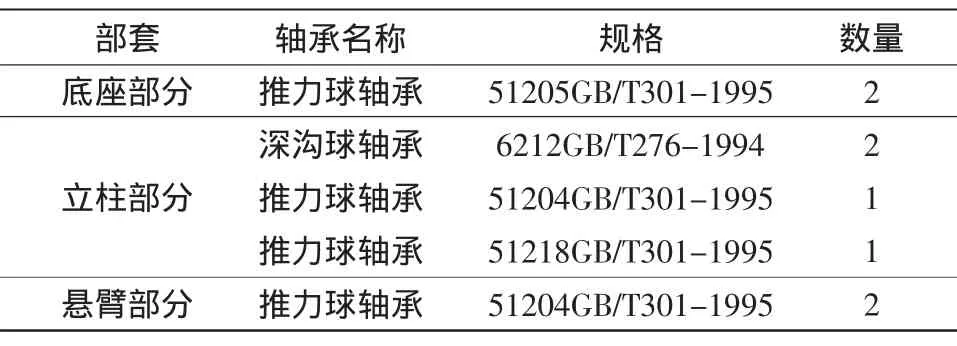
表1
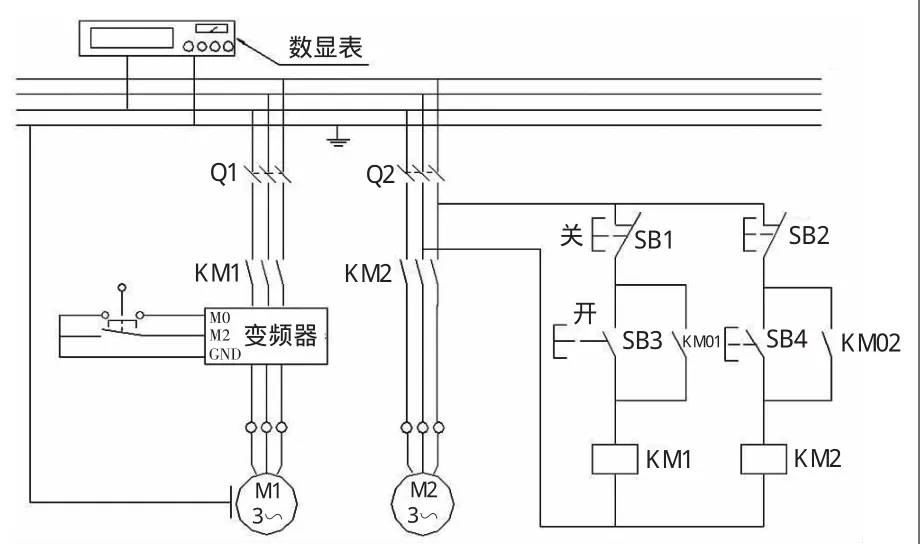
图2 机床电器传动控制原理
4.2 机床所用电器元件的参数
机床的电器元件参数见表2。
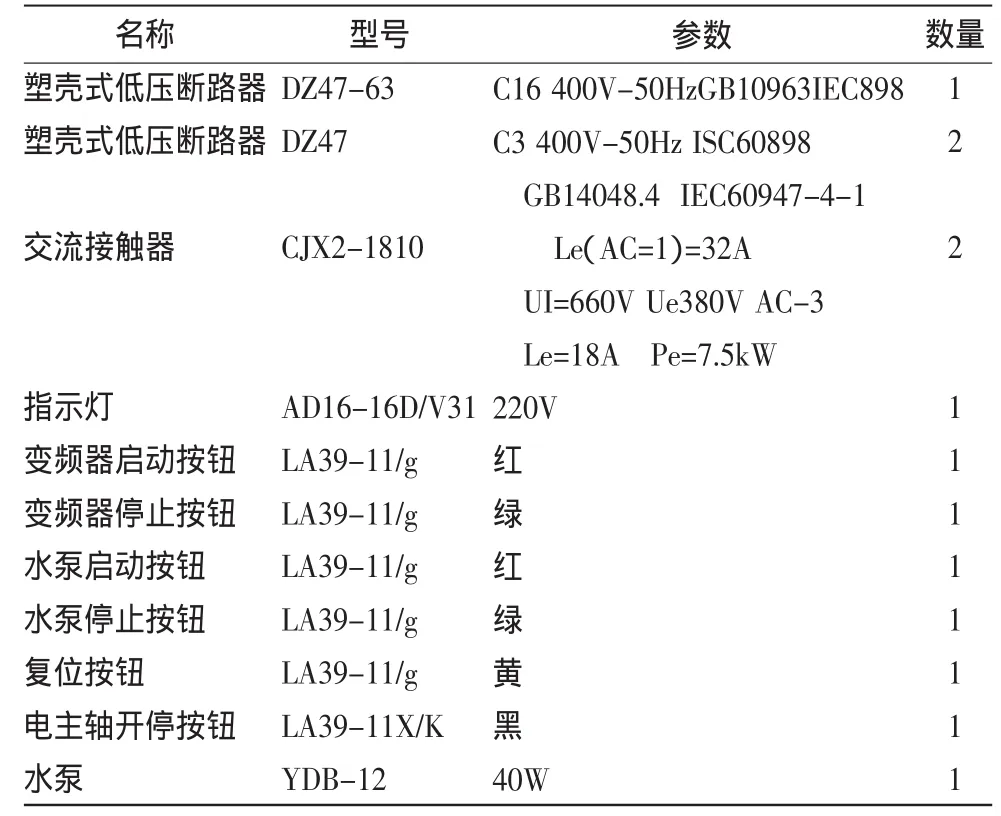
表2
4.3 机床电器使用过程中应注意的事项
(1)机床在使用过程中应先开启水泵,然后再开启电主轴。以保证电主轴内部先得到充分的冷却,然后再进行加工。(2)水泵插头与数显表并排安装,在转接时按标识牌插入,避免方向错误。(3)机床在加工过程中,机床地线应有可靠的接地,以保人身安全。
5 机床在加工汽封时的具体步骤
5.1 零点的设置
(1)机床归零。所谓的机床零点,即机床尺寸的起始点,它是指机床的回转中心的起始精确值,本机床设置为210mm,此装置设在机床立柱与主轴头上,每次使用机床前应归零,即移动主轴头把机床零点块规对准,然后把210mm输入数显表内,完成机床的归零任务。
(2)刀具半径的增减。本机床所采用的刀具为φ4、φ6、φ20三种规格,在加工汽封圈时,根据加工汽封的内外弧实际情况,对刀具半径应当增减。
5.2 根据汽封圈加工图纸所标出的半径找正工件
(1)计算机床的加工回转半径。不同规格的汽封圈,其尺寸都是不一样的,所以在加工前,应设定机床的回转半径,如加工汽封弧段的内弧尺寸为R280mm,所用的刀具直径为φ6,这样机床的回转半径为R=280-3=277mm,然后将动力头调到此尺寸,再将固定在工作台上的汽封弧段摇到此位置,即可进刀加工。
(2)用数显表显示半径。
(a)当计算完刀具回转直径后,使刀具移动到数显表所显示的277mm位置,并保证悬臂上的主轴头不再沿悬臂移动。
(b)汽封圈的找正。第一步:如图 3,先把汽封放置在工作台上,使汽封圈的外弧靠在平台的两定位销上,然后用压板2将汽封圈压紧。第二步:移动工作台,使刀具的周齿与汽封圈的内齿相切,至此完成汽封圈的找正步骤。
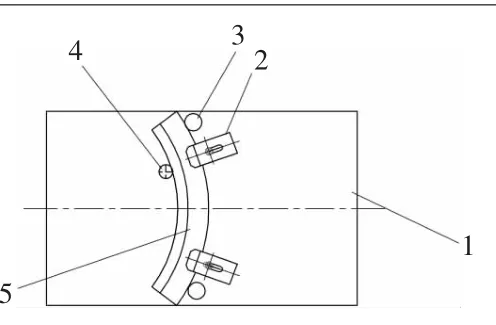
图3
6 汽封圈的切削用量
在完成上述准备工作后,即可实施对汽封圈的加工修磨工作,即摇动悬臂,带动刀具,做往复圆弧运动,每次进刀应在0.02~0.10mm之间。
我们设计的刀具共三种规格,加工时所用的切削参数列表如表3所示。
7 结语
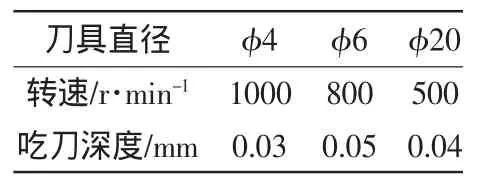
表3
近几年我国的电力工业有了很大的发展,各地区已普遍进入大机组、大电网、高参数、超高参数、高电压、超高电压和高度自动化的发展阶段,对电站汽轮机的调试及维修人员怎样用高性能的小型设备来完成复杂而劳动量大的工作提出了更高的要求。
本设备就是针对现今电力行业发展的需要,专为电站新机组安装、大修时而设计出来的汽封齿修磨机。该台小型汽封齿修磨机所加工的机组范围广,它涵盖了5~60万千瓦机组的汽封齿规格,通过该产品的开发及投入使用,大大提高了生产效率,受到了各发电厂的普遍赞誉。
(编辑 黄 荻)
TK26
B
1002-2333(2013)08-0258-02
徐红生(1963-),男,工程师,主要从事电站气轮机零部件的机械加工和相关发电、环保设备的研发设计工作。
2013-04-18