X62W铣床数控化改造——滚珠丝杠的选择
2013-03-30侯永亮
赵 洁,侯永亮
(1.包头轻工职业技术学院,内蒙古 包头 014034;2.中国兵器工业第五二研究所,内蒙古 包头 014034)
0 引言
将X62W普通铣床改造成数控铣床,可以提高劳动生产率,减轻操作人员的劳动强度,有利于提高设备的利用率,扩大机床的使用范围,完成普通铣床难以加工或者根本不能加工的复杂型面的零件加工。改造后的简易数控铣床由底座、工作台、床身、回转台、数控系统及装置、升降台等主要部分所组成,数控化改造的主要任务为增设数控系统和改造机械部分,主要进行改造的是机械部分。机械部分改造主要对滚珠丝杠的选用进行分析,使其提高机床的定位的精度和重复定位精度,使之达到定位精度±0.01mm,重复定位精度达到±0.001mm进给速度达到1~4000mm/min,快移速度达到Vmax=10m/min。
1 滚珠丝杠的结构与原理
滚珠丝杠螺母的结构有内循环和外循环两种方式。图1(a)所示为外循环方式的滚珠丝杠螺母结构,由丝杠1、滚珠2、回珠管3和螺母4组成。在丝杠1和螺母4上各加工有圆弧形螺旋槽,将它们套装起来便形成了螺旋形滚道,在滚道内装满滚珠2:当丝杠相对螺母旋转时,丝杠的旋转面经滚珠推动螺母轴向移动,同时滚珠沿螺旋形滚道滚动,使丝杠和螺母之间的滑动摩擦转变为滚珠与丝杠、螺母之间的滚动摩擦。螺母螺旋槽的两端用回珠管3连接起来,使滚珠能够从一端重新回到另一端,构成一个闭合的循环回路。
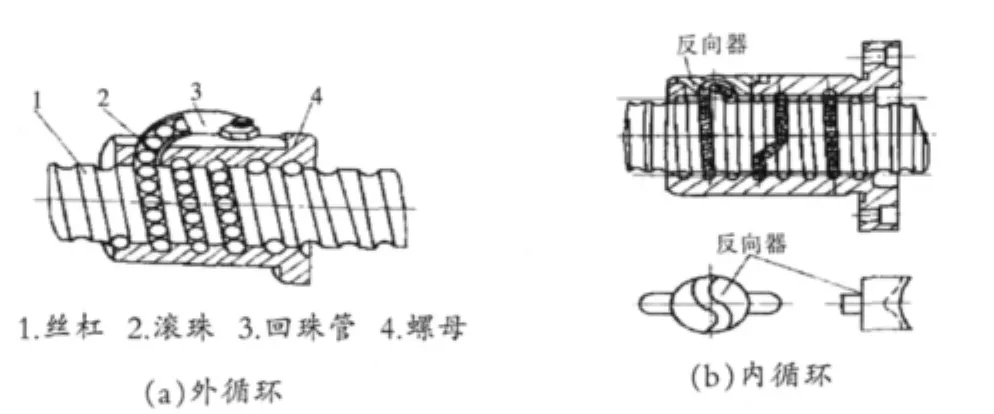
图1 滚珠丝杠的结构形式Fig.1 The structure form of a ball screw
图1(b)所示为内循环方式的滚珠丝杠螺母结构。在螺母的侧孔中装有圆柱凸轮式反向向器,反向器上铣有S形回珠槽,将相邻两螺纹滚道联接起来。滚珠从螺纹滚道进入反向器,借助反向器迫使滚珠越过丝打牙顶进入相邻滚道,实现循环。
2 滚珠丝杠螺母副的设计方案
在数控机床上将回转运动转换为直线运动,一般采用滚珠丝杠螺母结构。滚珠丝杠螺母结构的特点是:传功效率高,一般为η=0.92~0.96;传动灵敏,不易产生爬行;使用寿命长,小易磨损;具有可逆性,不仅可以将旋转运动转变为直线起动,也可将直线运动变成旋转运功;施加加紧力后,可消除轴向间隙。反向时无空行程;成本高,价格昂贵;不能自锁,垂直安装时需有平衡装置。
3 滚珠丝杠的选用
已知参数:工作台重量500kg;工件最大重量1500kg;机床定位精度±0.01mm;机床重复定位精度±0.001mm;工作台进给速度控23.5~1180mm/min;工作太快移速度Vmax=2300mm/m;X轴行程680mm;Y轴行程240mm;Z轴行程300mm;工作台为320×1250mm。
3.1 横向进给丝杠的选择
动载荷的计算:由工作循环周期求加速时间ta和加工时间tw:

式中:uv—工进速度;amax—最大加速度。
求丝杠副的当量转速:

式中:mT—被加工工件最大重量;FW—最大切削力;FR—磨擦力。
计算滚珠丝杠动载荷Ca':

式中:vfast—最快进给速度;s—导程。所选择的丝杠为外循环插管式垫片预紧导珠管埋入型(CDM型)滚珠丝杠副型号为CDM5008-5公称直径为50mm,基本导程为8mm,负载钢球圈数为5圈,定位滚珠丝杠副,螺纹旋向为右旋。
3.2 纵向进给丝杠的选择和校核
动载荷的计算:由工作循环周期求加速时间ta和加工时间tw:

式中:uv—工进速度;amax—最大加速度。
求丝杠副的当量转速:

式中:mT—被加工工件最大重量;FW—最大切削力;FR—磨擦力。
计算滚珠丝杠动载荷Ca':

式中:vfast—最快进给速度;s—导程。所选择的丝杠为外循环插管式垫片预紧导珠管埋入型(CDM型)滚珠丝杠副型号为CDM5008-7.5公称直径为50mm,基本导程为8mm,负载钢球圈数为7.5圈,定位滚珠丝杠副,螺纹旋向为右旋。
3.3 垂直方向进给丝杠的选择和校核
动载荷的计算:由工作循环周期求加速时间ta和加工时间tw:

式中:uv—工进速度;amax—最大加速度。
求丝杠副的当量转速:

式中:mT—被加工工件最大重量;FW—最大切削力;FR—磨擦力。
计算滚珠丝杠动载荷Ca':

式中:vfast—最快进给速度;s—导程。所选择的丝杠为外循环插管式垫片预紧导珠管埋入型 (CDM型)滚珠丝杠副型号为CDM5010-5公称直径为50mm,基本导程为10mm,负载钢球圈数为5圈,定位滚珠丝杠副,螺纹旋向为右旋。
4 结束语
该铣床数控化改造后投入生产,应用在某机油泵壳体的平面和也的加工以及某液压元件厂阀体油槽的铣削加工。使用结果表明,用改造后的铣床加工零件可提高加工精度,扩大铣床使用范围,并使生产效率大大提高,取得良好的经济效益。实践证明,普通铣床的数控化改造对中上企业有借鉴和推广意义。
[1]李洪.实用机床设计手册[M].沈阳:辽宁科学技术出版社,1999.
[2]吴祖育,等.数控机床[M].上海:上海科学技术出版社,1990.
[3]林其骏.机床数控系统[M].北京:中国科学技术出版社,1991.
[4]文怀兴.数控铣床设计[M].北京:机械工业出版社,2005.
