自动混胶设备的结构分析
2013-03-30张伟
张伟
(辽宁陆平机器股份有限公司 工艺部,辽宁 铁岭 112001)
0 引言
自动混胶技术来自发达的国家,其中美国、德国的混胶技术相当成熟,已有几百年的历史,近年我国也出现自动混胶设备的生产企业。混胶设备的结构要依据胶水的性能定制,设备要适合于胶水,满足胶水的性能要求。混胶设备的结构主要分为送料、配比、混合三部分,根据使用环境变化附有温控功能,还有加料、抽真空、搅拌、清洗的功能。它的基本原理是电动控制气动泵,再由气动泵压力控制胶液按比例混合,达到混胶功能。每次加料要需一定时间的等待,生产线需要设备在出胶的同时,应能自动加料,完善此功能可以保证设备连续出胶,避免生产等待,自动混胶设备解决了手工搅拌胶液不均匀、配比不准、效率低等问题。
1 组成结构
1.1 输送泵选择
胶液输送一般选用固瑞克和英格索兰的输送泵输送,输送泵有气动隔膜泵、气动柱塞泵和电动齿轮泵。气动隔膜泵用于输送中、低粘度的胶液,气动柱塞泵用于输送高粘度的胶液,胶液通过泵的压力打出,出料平稳。输送泵带有泵架、校准器、润滑器、截止阀,按照胶液的粘度选择相应的泵比,密封件为强化聚四氟乙烯,耐摩擦抗腐蚀。齿轮泵送料适用于输送高粘度的胶液,出胶流量与电机转速相关,不受环境温度影响,但计量精度不高。按照胶液粘度、供给泵的气压、输送点到使用点的距离、流量要求(单位:每分钟加仑数),可选择泵的压缩比如下:计算压降 (△P);△P=(粘度×泵送距离×流量×0.000245)/(管路内径)4;计算泵所需的压缩比;R=△P/驱动的压缩空气压力。
1.2 配比计量的方式
计量方式主要有活塞气缸计量、齿轮转动计量两种方式。按照胶液的材料性质选择相应的计量气缸,计量气缸会精确控制胶液体积比,保证胶液按比例流出。活塞气缸计量的比例取决于每冲程两计量缸的容积比,比例精度由两活塞的同步性确定。如果两独立的计量缸通过同一连杆将两活塞联在一起,活塞同时双向工作,自动往复运动(自动回转由接触电磁阀控制),不易磨损,配比准确,并且在长时间运行中能保持恒定,保证输出的胶水比例与所需的配比完全相同,可以达到良好的混胶效果;齿轮计量的比例取决于两齿轮的转速,由伺服电动机驱动控制,比例精度由两齿轮每转一周通过齿间隙的胶液流量和同步性确定,两独立的齿轮即使通过同一转动轴连在一起,同时双向工作,齿轮啮合容易磨损;如果两齿轮泵不同轴,靠两电机分别带动,皮带打滑或两电机不同步更容易由于输出时差而导致两胶液局部混合不精确的现象。
1.3 胶液的混合
胶液的混合有动态混合、静态混合、动静态混合三种。动态混合适用于精度高、比例相差大、粘度差异大的混合,混合充分均匀、效果较好;静态混合适用于低价、低比例、粘度差异不大的混合;动静态混合适用于低温、比例大、高速成型的混合。静态混合节省了清洗时间、互换容易,使用大的喇叭管口,液料输送平稳、顺畅、便于拆装。安装静态混合器,通过静态混合器上的螺母进行固定,手动旋转螺母直至手上感觉紧密,不要用扳手。静态混合器的开关由气动电磁阀控制,控制两种胶水同时进入混合管内。静止混合器采用优质不锈钢材料,耐压高,由于双螺旋结构静态混合的不锈钢棒芯表面光滑,有效降低了管道阻力,在同等压力下出胶量大。
1.4 出胶量设定操作
出胶分自动和手动两种情况,人机界面自动运行下,控制旋钮在手动位置,点击启动按钮或踩下踏脚踏开关,出胶开始,松开按钮或脚踏开关时停止出胶,计量显示在仪表上。人机界面下,控制旋钮在自动位置,点击一次启动按钮或踩一下踏脚踏开关,出胶开始,按照仪表所设定的计量值进行出胶,到达设定值后,出胶停止。
启动选择开关至所需预设置状态,在计数器上设置所需的计数值。在计数器上按动选择开关,则计数器上第一位数闪烁,通过加减确定,再按动选择开关,则显示闪烁下一位整数处,按以上步骤,选择需要的数值。见图1。
自动排胶功能,设备超过设定时间不涂胶时,防止胶液在混合管内固化,可对自动排胶的时间间隔和排胶的时间进行设定。见图2。
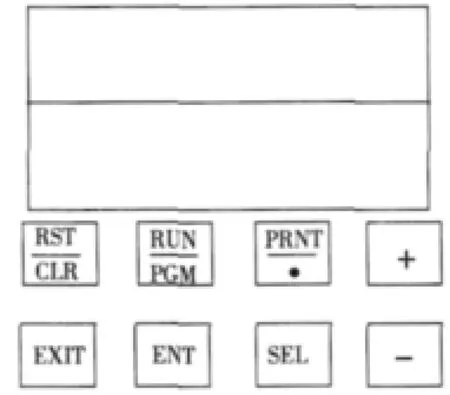
图1 自动出胶量输入表

图2 自动排胶时间、间隔时间输入表
1.5 温控装置
冬季,胶液粘度高,出胶速度慢。为增加流动性,适当加温可以降低胶液粘度,加快出胶流量。原料桶要放置在加热盘上或周围缠绕加热带,料罐周围要缠绕加热带,送料管路要有伴热管线。加热温度由温度传感器控制,保证温度可设定、可控制、可调节。点击控制面板上的加热按钮,加热指示灯亮,加热开始。见图3。
1.6 设备框架
将自动计量系统、输送泵、料罐、混合头安装在一个固定架上,各面为可拆卸面板。控制开关、显示仪表安装在固定架正面控制面板上,整体布局合理、外形美观,维修拆装方便,符合人机工程。设备底部设有接胶盘,方便取出,清理溢出胶。见图4。
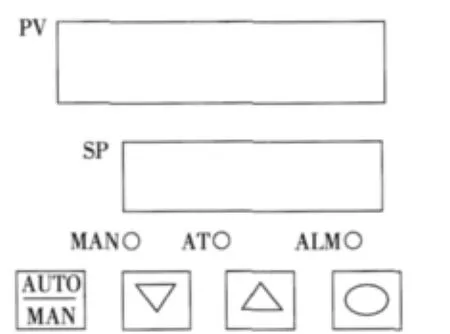
图3 加热恒定温度输入表
1.7 送料管线及阀门
送料管为耐高压、耐腐蚀的输胶软管,采用加热材料,促进传热和排气,还有控制阀门,设有管路高压安全保护装置和过载保护系统,有效防止胶管爆裂,减少故障率,使得操作更加简单安全。
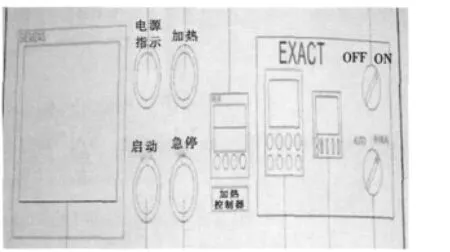
图4 正面控制面板显示仪表
1.8 自动加料
系统具备自动加料功能,在自动运行下,加料的开启和停止动作由料罐的高低液位传感器控制。气动插桶泵插入料桶桶底并固定,打开气源,插桶泵工作,将胶液自动输送到料罐,至高液位时加料停止。
加料与出胶同时进行。低液位传感器不在料罐的最低点,保证料罐内一直存在定量的胶液。当料桶内胶水用到低液位时,低液位传感器感应到信号后自动作出反应,此时蜂鸣,三色指示灯红灯闪烁,加料泵阀门自动打开,填加相应胶水,当加料高于低液位时,蜂鸣和红灯闪烁停止,继续自动加料,直到高液位传感器感应到信号加料完毕。这样确保一个密封结构的料罐始终存在胶液,可以保证出胶连续。 见图5。
1.9 真空脱泡
配置真空泵,进行真空脱泡,确保比例精确,混合均匀,实现真空上料,配有真空表,安全阀门。计量缸和静态混合器连通的胶管上设有排气阀门。操作简单,计量缸和静态混合器间的排气阀门可以阻止因两计量缸内胶料压力不同而在静态混合器根部回流,避免两种胶料混合不好,并且静态混合器与计量缸之间无气泡;从排气阀打出的胶料是单组分胶,没有混合可以重复利用,胶料没有浪费。
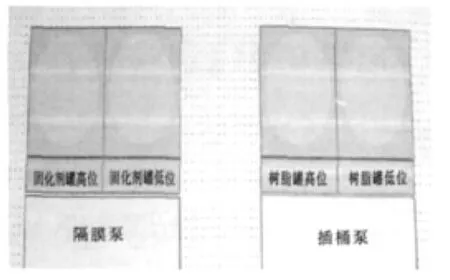
图5 自动加料触摸屏
2 电路设计
主电源开关控制启动、加料、加热、出胶。其中料液温度自动控制、加料自动控制由PLC自动编程控制器、人机触控屏、传感器、电磁阀等一系列控制功能组成,实现对整机运行进行自动控制。程序编辑简单,随用随配,只要按启动开关即可。
3 结束语
本自动混胶设备已经进行实际应用,实践证明,该设备混胶均匀、配比计量准确、混胶质量稳定可靠、操作简单、方便。并能连续供胶,适合于连续作业的自动化生产线,它将手工搅拌、计量的劳动解放出来,大大的降低了劳动强度、提高了劳动生产效率,具有推广价值。
[1]郁汉琪.电气控制与可编程序控制器应用技术[M].东南大学出版社,2009.
[2]赵胜.往复泵泵阀(二)—平板阀和锥形阀的设计计算[J].流体机械,1981.
[3]廖常初.PLC编程及应用[M].北京:机械工业出版社,2002.
