水轮机主轴与转轮镗模的设计
2013-03-25安华
安华
(哈尔滨电机厂有限责任公司,哈尔滨150040)
1 引言
由于水轮机主轴的联接孔与转轮的联接孔(销孔)是一一对应的关系,在使用的过程中,销孔中需穿入螺栓,最终用螺栓把主轴和转轮通过加工出来的销孔联接在一起,又由于主轴和转轮的销孔不能一次加工出来,必须分别加工,所以必须设计两个镗模:一个镗模用来加工主轴联接的销孔,叫主轴镗模;另一个镗模用来加工与转轮联接的销孔,叫转轮镗模。在加工两个镗模的过程中,主轴镗模与转轮镗模的销孔必须是一次加工出来的,一个镗模带有凹止口,另一个镗模带有凸止口,用于止口定位。两个镗模加工完成后,把两个镗模分开,一个与主轴联接,加工主轴的所有销孔;另一个与转轮联接,加工转轮的所有销孔。主轴与转轮的销孔加工完成后,主轴与轮轮通过加工好的销孔用螺栓联接。因为销孔的精度是通过镗模孔的精度来保证的,所以镗模孔的位置公差、形位公差及尺寸公差均在图纸要求的范围内,加工后的孔的尺寸及各项公差也在图纸的要求范围内,也满足装配的尺寸要求。
2 镗模的加工工艺
在设计水轮机镗模时,因为镗模的直径和厚度较大,所以采用铸钢件,铸钢件需退火处理但不需要探伤,镗模在粗加工后和精加工前都需要再次退火以消除内部应力。退火必须在退火炉内进行,不允许用其他的方式退火,退火要充分消除应力,防止使用过程中镗模因自身残余应力产生变形。
(1)水轮机的镗模止口设计。
一般主轴的镗模设计为凹止口,因为主轴为凸止口,与凹止口的主轴镗模正好配合。同理,转轮的镗模设计为凸止口,与转轮体的凹止口正好配合,这样起到了良好定位的作用(如图1)。

图1
(2)水轮机的主轴镗模与转轮镗模在加工时,要高低点相对,并且每个孔要一一对应打上标记。
主轴镗模与转轮镗模联接在一起之前,要先在联接面的接触上分别打上高低点,即每个镗模在联接面上都要找出高点“H”和低点“L”,在联接的过程中,主轴镗模的高(低)点对应转轮镗模的低(高)点,然后再加工,当两个镗模上的所有孔加工完成后,在拆开之前,两个镗模上的对应孔要依次打上标记(即1,2…),这样做的目的是保证将来在分别加工主轴和转轮时,孔也要一一对应。同理,镗模与主轴和转轮联接时,也要高低点相对,以减少平面度的误差。
(3)主轴镗模与转轮镗模要凹凸止口配合,用调整块调整间隙。
两个镗模是凹凸止口相互配合的,所以都是间隙配合,既然是间隙配合,就需要用调整块来调整间隙。由于内圆为止口配合,受空间限制,没有办法来调整间隙,只能从外圆来调整间隙。调整过程如下:在转轮镗模上有4个M30的螺纹孔,用于调整间隙,M30的紧固螺钉把调整块紧紧地紧固在转轮镗模上,然后用调整螺钉来微调间隙,先计算出止口间隙,在止口外均匀选取四条直径(8个端点)均匀加入塞尺片,来调整两镗模,使同轴度小于φ0.02mm,两镗模端面间隙小于φ0.03mm,当间隙不均匀时,就通过镗模止口处的3个φ100mm孔来观察,然后也在φ100mm孔处塞入塞尺片,通过塞入塞尺片,同时顶紧螺钉微调,当止口处的间隙调均匀后,加工镗模上所有的孔,如图2所示。

图2
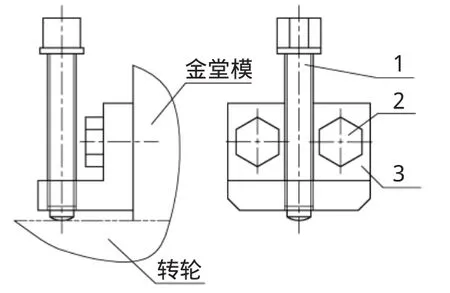
图3
同理,主轴镗模与主轴、转轮镗模与转轮之间的调整也是采用这种方式。调整块用于调节主轴(转轮)镗模与主轴(转轮)的同轴度,由于受镗模板与主轴和转轮联接形式的限制,有时会选择外圆调整,有时会选择内圆调整。图3是转轮镗模与转轮之间的内圆调整示意图。
(4)镗模的定位销用于定位及控制轴向自由度。
镗模的定位销是很重要的一环,定位销主要是控制在加工镗模孔时的径向自由度,凸凹止口是控制轴向自由度。定位销在设计时,定位销与镗模孔、产品三者必须配车,顺序是先加工孔,然后记录孔的尺寸,用销子尺寸来配孔尺寸,配车间隙全部在φ0.03mm以内,而且定位销本身两个轴径同轴度误差不超过φ0.01mm,这样加工出来的孔可以满足设计要求。定位销中间加工孔,减轻重量,然后两端加堵板,以便于打中心孔,定位销要带有手柄,便于装拆,如图4。

图4
(5)镗模还需要在孔的两侧加工出空刀槽。
在磨削整个大平面的过程中,空刀槽使磨削的面积变小了,保证了加工镗模板平面的表面粗糙度及形位公差。由于此孔加工是断续车削,易打刀,而且磨削时产生的热量易使孔的边缘变形,所以使用空刀槽是非常必要的。
3 结语
以上就是镗模从选材到加工以及加工过程中调整间隙、保证尺寸公差、控制形状和位置公差的方法。通过此镗模加工后,主轴和转轮孔的形位公差、精度均符合图纸要求,保证主轴与转轮联接孔的位置及公差完全符合图纸的要求。经过实践证明,此种加工方法具有一定的结构通用性,整套方案设计合理,主轴与转轮联接效果良好,达到了国内领先水平,有一定的推广价值。
