水轮机X 型叶片的铸造工艺实践
2013-03-25赵广友蒋国森隋振铎张亚龙
张 跃,赵广友,蒋国森,杨 宁,隋振铎,张亚龙,杜 丘
(1.沈阳铸造研究所,辽宁沈阳 110022;2.中国石油大庆石化公司,辽宁大庆 163714)
叶片是水轮机最重要的零件之一,对它的性能和型线要求非常严格,而X 型叶片(图1)是二十世纪90 年代后期国外设计的新型混流式叶片,与传统的混流式叶片(图2)在型线和性能上有很大的差别,其空间扭曲程度大[1]。目前X 型叶已在国内得到了普遍应用,X 型叶片的铸造难度较大,主要是叶片变形。近年来我单位接到很多X 型叶片的订单,相对于常规形状叶片而言,针对X 型叶片的铸造工艺进行实践的研究十分必要,对X 型叶片的生产有很大的指导意义。

图1 X 型叶片实体

图2 传统混流叶片实体
图3 为SF 叶片的轮廓尺寸,SF 为典型的X 型叶片,本文以SF 叶片的工艺生产实践为例,进行X型叶片的工艺探讨。
1 技术要求
1.1 化学成分和力学性能
SF 叶片的化学成分如表1 所示,(执行JB/T10384-2002 标准)。
SF 叶片的力学性能如表2 所示,(执行JB/T10384-2002 标准)。
1.2 无损探伤要求

图3 SF 叶片尺寸

表1 SF 叶片化学成分(%)

表2 SF 叶片力学性能
无损探伤按照A609 标准执行,UT 检查区域为全部,如图4,其中Ⅰ、Ⅲ区域按1 级执行;区域Ⅱ检查要求如下,在100mm×100mm 方格内连续检查,从理论加工表面下30mm 或1/3 厚度(取最小值)为1级,其余内部为4 级。
2 工艺方案
正背面各放8mm 加工余量,四周18mm 加工余量,制作叶片三维实体,叶片毛重为660kg。造型方式采用平卧造型,垂直浇注方式,这样有利于冒口的集中补缩,叶片的顺序凝固可有效地减少叶片变形、氧化、缩孔和缩松等铸造缺陷的产生,铸件内部质量好。

图4 无损探伤区域范围
2.1 冒口的确定
根据叶片壁厚及冒口的补缩距离确定冒口数量为1 个,长为500mm,宽为180mm,高度按照比例为500mm,冒口重量为500kg。
利用模数法验证:

式中:f 为扩大系数(明冒口f≥1.2),MR为冒口模数,Mc为被补缩部分铸件模数。
Mc=Vc/Ac=25.6,MR=VR/SR=61。f=Mc/MR=2.38>1.2,说明冒口尺寸比较合适;
冒口最大补缩能力验算:

式中:GCmax为被冒口补缩的铸件最大重量,GR为冒口重量,η 为冒口补缩效率,ε 为金属液的体收缩率(%)。
明冒口η 取14%,ZG06Cr13Ni4Mo 材质ε 取5.3,经计算得出GCmax=820kg,叶片毛坯重量GC为660kg,冒口补缩能力足够,说明选择冒口尺寸合适。
2.2 浇注系统的确定
包孔选取ø50mm,直水口选取ø60mm,横水口选取50/60×50(mm),内水口为六道70/80×20(mm),采用底注式浇注系统,如图5,即从叶片的出水边(薄边)进水,保证金属液平稳进入型腔,开放式浇注系统有助于型腔内气体排出;同时采用缓冲式浇注系统,在保证钢液在铸型内具有一定的上升速度的同时,使钢液能够平稳上升,防止产生紊流,消除局部过热,改善补缩条件。
2.3 反变形量的确定

图5 SF 叶片浇注系统实体图
由于叶片铸件在凝固过程和热处理过程中,其边角区域容易发生翘曲变形行为,特别是X 型叶片翘曲变形更为严重,因此我们利用模拟软件对叶片进行应力分析和预判(图6)。
从图6 可以看出A 点为负量在7mm 左右,B 点为正量在5mm,C 点为负量在7mm 左右,D 点为正量在5mm 左右,考虑热处理会使变形量增大,所以A、C 两点正面增加反变形量12mm,B、D 两点背面增加反变形量10mm,反变形面积根据模拟所示。
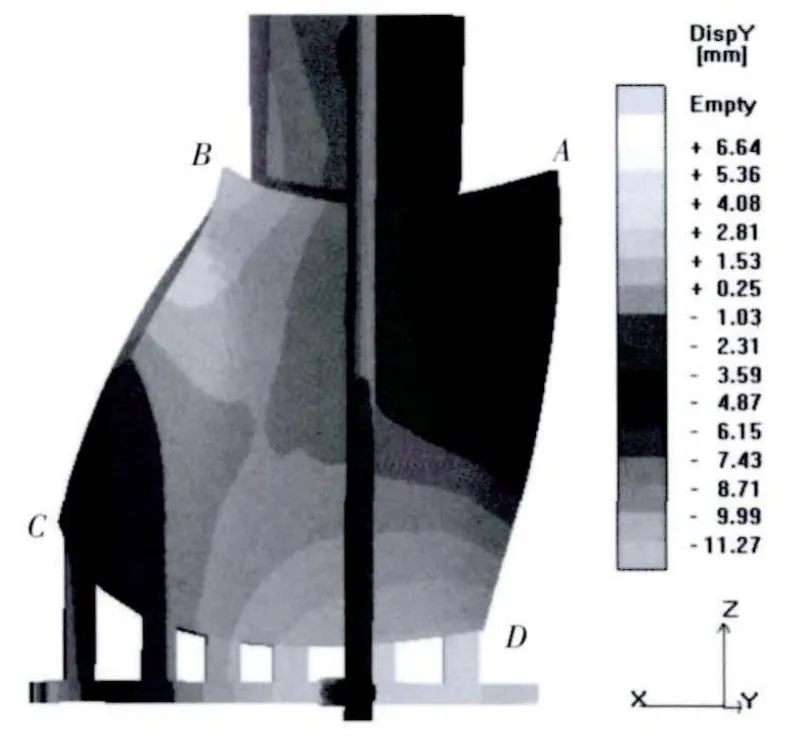
图6 SF 叶片Y 方向变形图
3 数值模拟
对叶片最终工艺进行温度场模拟,凝固完毕的模拟结果显示如图7,图7a 为SF 叶片整体的温度场分布,可以看出整个叶片基本为顺序凝固,冒口部位为最后凝固。图7b 为叶片内部凝固过程中的疏松分布,可以看出疏松都集中分布在冒口区域内和浇道部位,铸件本体内无疏松出现,铸件内在质量良好,表明此工艺可行。
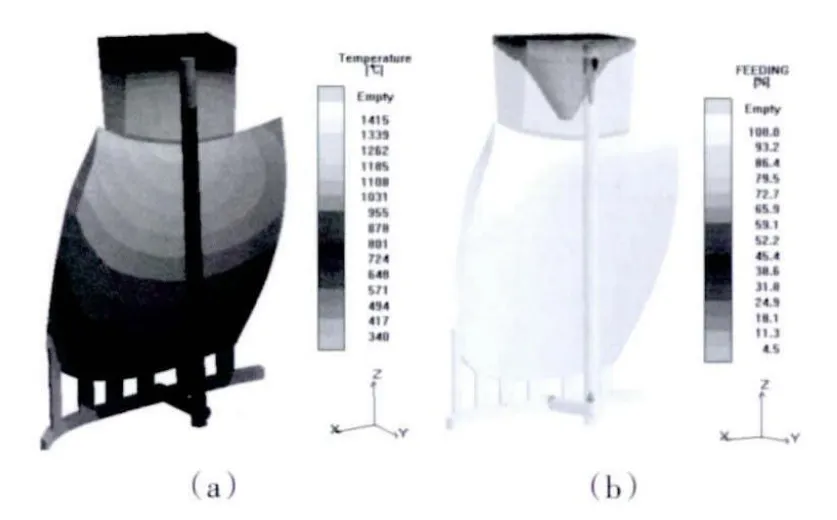
图7 凝固过程中SF 叶片的温度场分布情况
4 木模的检查
根据工艺数据进行木模制作,缩尺采用2%,木模制作完毕后,利用SOLO 型光学三坐标测量仪对叶片的木模进行三维测量,以保证木模尺寸精度。木模型线测量结果如图8,从图8a、8b 结果看叶片正背面型线合格,个别尖点余量偏大,但考虑造型等因素,可以接受。

图8 SF 叶片木模型线测量结果
5 熔炼工艺
采用电弧炉和AOD 氩氧精炼炉双联熔炼法熔炼,为了保证铸件的耐蚀性和耐磨性,钢液中的C含量要求控制到0.06%以下,并对杂质含量P、S 等也要严格控制,结果见表3。

表3 SF 叶片化学成分表(质量分数,%)
6 叶片的清理和热处理
为防止叶片变形,叶片在300℃以下打箱;为了防止铸件产生裂纹,在铸件温度不低于200℃时趁热切割冒口。
落砂后对铸件进行清整打磨、热处理。由于该叶片较小,为减小叶片在热处理中的变形,热处理前将3 件叶片组焊到一起。装炉时叶片的进水边(厚边)向下摆放,热处理工艺如图9 所示。装炉时铸件底部不要直接和炉底板接触,升温速度不能大于70℃/h,炉内各部位温差不能大于5℃,不能叠压铸件,严防人为造成叶片变形。

图9 SF 叶片的正回火工艺
7 生产结果验证
(1)叶片型线的三维测量
利用三坐标测量仪对热处理后的SF 叶片进行型线测量,结果如图10,叶片冒口部位余量偏大,其余能够满足加工要求。
(2)叶片的无损检测
叶片无损探伤按照A609 标准执行,UT 检查各区域符合标准要求。

图10 SF 叶片三维测量结果
(3)叶片的性能检测
对附铸试块的力学性能检测结果也完全符合客户要求(见表4),附铸试块取自铸件本体,位于叶片的下环边一侧,每个叶片上带3 个本体试块,随同铸件一起浇注而成,并随炉热处理。

表4 SF 叶片力学性能
8 结论
(1)采用本工艺方案铸造的叶片,叶片的加工余量和内部质量均达到了设计要求,工艺方案可靠。
(2)采用铸造数值模拟技术,对叶片的充型、凝固过程、应力分布等进行数值模拟,有效地预测了铸件凝固等过程,并对叶片的反变形量给出了依据。
(3)采用三坐标测量仪对木模及叶片测量,能够快速、准确地给工艺设计提供依据。
[1]Chen Naixiang,Liu Zhaowei,Lin Ruchang,et al.Three Gorge runner blade design counted in the effect of limited blades number[J].Journal of Tsinghua University,1998,38(1):100~102.
[2]王君卿.铸造手册:第5 卷铸造工艺[M].北京:机械工艺出版社,2010.