液压制动主缸带真空助力器总成台架试验方法的探讨
2013-03-20梅宗信汤跃进孙伟刚郑剑峰
梅宗信,汤跃进,孙伟刚,郑剑峰
(1.中国汽车工程研究院股份有限公司,重庆400039;2.上海汽车制动器公司,上海201109;3.浙江金峰汽车零部件制造有限公司,浙江台州317600)
由于我国现有的汽车行业标准大多等效采用或非等效采用欧盟、日本、美国的标准或规范,导致个别部件标准之间存在冲突。如原来的汽车行业标准QC/T 311-1999 《汽车液压制动主缸技术条件》[1]参考的是日本的技术规范,QC/T 307-1999 《真空助力器技术条件》[2]参考的是德国的技术规范;按照工作关系,真空助力器的输出就是液压制动主缸的输入,但QC/T 311-1999 和QC/T 307-1999 中没有这种关系;这就导致同一套总成的两个部件,其试验条件不一样。由于存在这样的问题,在检测中就出现了按这两个标准分别进行试验时,一个产品不合格,而按照工作关系进行试验时,总成是合格的;或者分别进行试验时,两个产品均合格,而按照工作关系进行试验时,总成是不合格的。
为了解决该问题,需将液压制动主缸和汽车真空助力器装配成一个总成进行检测,当需检查液压制动主缸或汽车真空助力器的特殊性能时才分别进行检测。而我国目前没有总成的检验标准或规范,在此背景下,中国汽车工程学会委托中国汽车工程研究院股份有限公司、上海汽车制动器公司、浙江金峰汽车零部件制造有限公司,起草制定了中国汽车工程学会行业技术规范SAE-China J0301-2011 《汽车液压制动主缸带真空助力器总成性能要求及台架试验规范》[3]。
1 液压制动主缸带真空助力器总成的工作特性
轿车和轻型车的液压制动系统中,动力源使用的是液压制动主缸,其典型代表是活塞式串联双腔结构,见图1(双残留阀式)。
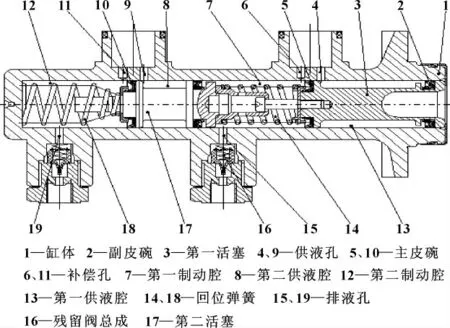
图1 液压制动主缸结构之一
其工作原理如下:(1)驾驶员踩下制动踏板,通过杠杆机构,将力传递到主缸的第一活塞3处,第一活塞3向左移动,压缩与其连在一起的回位弹簧14;该回位弹簧14的压缩力同样传递到与其串联的第二活塞17上,第二活塞17也向左移动,同样压缩与其连在一起的回位弹簧18。当第一、第二活塞向左移动的距离使其上的主皮碗5、10 超过补偿孔6、11 后,第一制动腔7 和第二制动腔12 就分别形成了一个相对独立的密封空间。若此后驾驶员继续踩下制动踏板,则第一活塞3、第二活塞17将分别向左移动,第一制动腔7、第二制动腔12的空间减少,制动液被压缩,制动液的压力就提高了。制动液的压力高低与驾驶员踩下制动踏板的强度成正比,即驾驶员踩下制动踏板的强度越大,制动液的压力越高。(2)若驾驶员在制动过程中的任意位置停止踩制动踏板并保持不动,则主缸内的压力保持在某压力下不变。(3)若驾驶员减少踩制动踏板的力,在制动液的压力和回位弹簧14、18的作用下,第一活塞3、第二活塞17向右移动,第一制动腔7、第二制动腔12的空间增大,则主缸内的压力将持续降低。(4)若驾驶员完全松开制动踏板,第一活塞3和第二活塞17在回位弹簧14、18的作用下、以及压缩制动液的反弹下返回原位。(5)若驾驶员快速松开制动踏板,则第一活塞3和第二活塞17回位的速度较快,就会在第一制动腔7 和第二制动腔12 中形成局部真空,制动油壶中的制动液通过供液孔4 和供液孔9、第一活塞3和第二活塞17外缘上的小孔、主皮碗5、10的最外缘,分别进入到第一制动腔7 和第二制动腔12 中;当第一活塞3和第二活塞17上的主皮碗5、10 返回到补偿孔6、11 和供液孔4、9之间后,制动油壶中的制动液则通过补偿孔6、11 直接进入到第一制动腔7 和第二制动腔12 中。(6)残留阀的作用是使制动系统中的制动液保持一个最小的压力,可减少系统中混入空气的概率,缩短制动系统的反应时间。但若其负载是盘式制动器,则不允许有残留阀的存在,因为盘式制动器不需要像鼓式制动器那样克服回位弹簧的压力,它反而会造成制动器的拖磨现象(驾驶员没有踩制动踏板,但已有了制动力矩)。(7)当主缸两个主皮碗5、10 中有一个失效后,其对应的制动腔将与制动油壶相通,制动腔不能建立起压力;但由于两个活塞是串联结构,通过压缩回位弹簧,减少失效制动腔的空间,使并紧后的弹簧直接承受另一腔活塞传来的推力,从而使另一制动腔能够继续建压。
由于汽车防报死制动系统(ABS)的不断普及,为了适应ABS 对主缸的要求,活塞式串联双腔制动主缸中发展出了中心阀式的结构。和同尺寸的残留阀式的液压制动主缸相比较,中心阀式的液压制动主缸一般有较大的缸径。该主缸的显著结构特点是取消了阀体上的补偿孔,而在活塞上设置了制动液的补偿通道,减少了传统结构中补偿孔对主皮碗的伤害,因而大大提高了主缸的寿命。传统的活塞式串联双腔制动主缸经过不断的改进和完善后,目前已开始使用第二代柱塞式串联双腔制动主缸了,与传统的活塞式串联双腔制动主缸比较,它具有以下显著优点:低容积消耗(使用更小的密封圈,弹性变形降到更小),零件数量几乎减少一半,模块化结构,结构紧凑,集成制动灯开关安装在主缸上免去了主机厂安装时的调整。
为降低驾驶员的操作强度,1932年,凯迪拉克V16 车引进了由制动踏板控制的真空助力装置。真空助力器经历了很多种结构,而发展到今天被市场认可和大量使用的基本是美国Bendix 公司的反作用盘式真空助力器,该类型真空助力器被广泛使用在各种档次的轿车和轻型车的制动系统上,见图2(助力器为单膜片)。
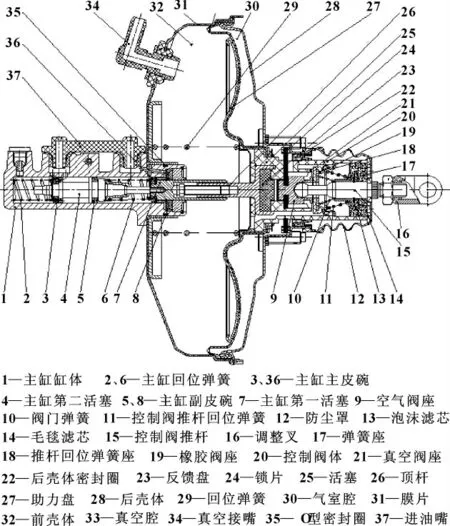
图2 液压制动主缸带真空助力器总成结构之一
其工作原理如下:(1)非工作状态。在控制阀推杆回位弹簧11的作用下,控制阀推杆15和空气阀座9被推到最右边的位置,其最终位置由锁片24 决定。此时橡胶阀座19与空气阀座9紧密接触,空气阀口被关闭。由于控制阀推杆15在最右边,橡胶阀座19与真空阀座21 脱离,真空阀口处于开启状态。此时真空腔33的真空通过活塞25 上的真空通道到达橡胶阀座19、空气阀座9的外缘形成的腔室内,而由于此时真空阀口处于开启状态,所以真空腔33与气室腔30 此时处于联通状态,均与发动机进气歧管处的真空相同。由于空气阀口被关闭,空气不能进入气室腔30。(2)空行程阶段。驾驶员踩下制动踏板,通过杠杆机构将力传递到控制阀推杆15处,控制阀推杆15左移。在阀门弹簧10的作用下,橡胶阀座19左移到与真空阀座21 接触,真空阀口关闭,此后真空腔33与气室腔30处于隔断状态。同时,空气阀座9也随同控制阀推杆15左移,但空气阀座9与橡胶阀座19 未分离,空气阀口仍处于关闭状态。在此阶段真空助力器无输出力,控制阀推杆15所走过的行程即是真空助力器的空行程;原始状态下,真空阀口到橡胶阀座19的距离决定了该空行程的大小。对于液压制动主缸带真空助力器总成而言,空行程是指当液压制动主缸有压力输出时,控制阀推杆15所走过的距离,该空行程的大小与液压制动主缸的空行程、真空助力器的空行程等有关。(3)跳跃阶段。驾驶员踩下制动踏板的力稍有增加,空气阀座9与橡胶阀座19 分离,空气阀口处于开启状态,空气经毛毯滤芯14、泡沫滤芯13 进入气室腔30,真空腔33与气室腔30形成了一定的压力差,其压力差的作用力(伺服力)经过膜片31、活塞25 传递到反馈盘23的副面(反馈盘23 上不与空气阀座9底部接触的部分称为副面,接触的部分称为主面),再通过反馈盘23传递到顶杆26,产生输出力,该输出力通过推动液压制动主缸的活塞,在第一和第二制动腔中产生液压。通常此时反馈盘23的主面还没有与空气阀座9的底部接触,存在一定的间隙(正常的设计、制造间隙或公差)。由于反馈盘23 (橡胶件)有受力表面各处单位压强相等的物理属性,所以反馈盘23的主面将出现凸起,直到副面上产生的伺服力的大小使得主面隆起的高度达到与空气阀座9底部接触后(主面的压强和副面的压强达到相等)才停止增加伺服力。在此阶段,真空助力器的输入力稍有增加,但输出液压却出现跳跃性的增加。该跳跃力的大小与反馈盘23 和空气阀座9的底部的间隙、反馈盘23的硬度等有关,间隙越大、硬度越硬,跳跃力越大,反之越小。对于液压制动主缸带真空助力器总成而言,该跳跃力将使制动主缸产生突变的起始压力,降低总成的随动性。(4)伺服增长阶段。随着驾驶员踩下制动踏板的力继续增加,控制阀推杆15持续左移,真空助力器的输出力由控制阀推杆15处的输入力和伺服力等组成;随着控制阀推杆15处的输入力的增加,伺服力成固定比例(伺服比)增长。当气室腔30的压力等于大气压力后,真空腔33与气室腔30形成的压力差达到最大,压力差形成的伺服力达到最大值,此点通常称为真空助力器的最大助力点,也是液压制动主缸带真空助力器总成最大助力点。(5)输入力与输出液压等量增长阶段。超过最大助力点以后,真空腔33与气室腔30形成的压力差不再增加,伺服力将不再随驾驶员踩下制动踏板的力增加而增加,输入力与输出液压将出现等量增长阶段。当驾驶员踩下制动踏板的力再增加,隆起的主面将在空气阀座9底部的作用下,逐渐减小隆起的高度,当达到足够的输入力时,反作用盘的主面甚至开始下凹、而副面开始凸起。通常总成不在该段工作,当制动强度较大时会在该段工作。(6)输入力与输出液压等量降低阶段。当需要减少制动强度或需要结束制动时,驾驶员踩下制动踏板的力开始减少,随着输入力的减小,控制阀推杆15右移,空气阀座9与橡胶阀座19 接触,空气阀口处于关闭状态,真空阀座21与橡胶阀座19 仍接触,真空阀口仍处于关闭状态,在达到最大助力点前,输入力与输出液压等量降低。(7)伺服降低阶段。当输入力减小到最大助力点后,橡胶阀座19与真空阀座21 分离,真空阀口开启,真空腔33与气室腔30处于联通状态,随着输入力的逐渐减少,两腔的压力差将逐渐减少,伺服力也将成固定比例减少,直到气室腔30与真空腔33 完全联通,气室腔30的气压与真空腔33的气压完全相同,两腔没有了压力差为止。(8)快速释放阶段。伺服降低阶段的最后,当输入力再继续减少到反馈盘23 主面的受力为零(此时助力器的输出力只有伺服力)时,伺服力保证着反馈盘23的变形,此时制动主缸所产生的反推力小于伺服力,反馈盘23 主面的压强为零且反馈盘23主面与空气阀座9的底部开始脱离,伺服力被完全释放,反馈盘23 上的变形快速消失,助力器回到非工作状态。以上8个阶段是一个较为完整的制动过程,若在输入力上升和下降的阶段(跳跃阶段以上)保持住输入力时,空气阀口、真空阀口均处于关闭状态[4]。
反作用盘式的真空助力器又分为单膜片和双膜片的真空助力器。双膜片真空助力器是在单膜片的基础上,又串联了一个真空腔和气室腔,其目的就是在不增加径向尺寸的前提下,尽可能提高真空助力器的伺服比。目前的真空助力器,其伺服性能更安全、可靠,一些高档车上的真空助力器配备了独立的位移传感器和双真空度传感器,可在电子稳定控制程序(ESP)的液压泵支持下提供助力器失效情况下的助力支持。
通过以上的分析知道:液压制动主缸带真空助力器总成的主要功能是为汽车的制动系统提供制动所需的动力,在满足制动的可操控性前提下,适当降低驾驶员的操作强度。因此在确定试验项目时,需优先考虑其提供制动动力的功能,然后考虑其可操控性的好坏,再考虑操作的强度功能;当然,为保障汽车的安全性,也应高度重视其可靠性。
2 试验项目和试验方法的确定
2.1 功能特性
为了检查样件总成正常的建压功能、真空助力器失效后的建压功能、制动主缸一腔失效后另一腔的建压功能,设置了该项目。
进行功能特性试验时,将样件固定在性能试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±1.3)kPa,排尽液压测试回路中的空气,储液罐内加注制动液到满刻度位置。关闭与液压制动主缸的制动腔相联的液压测试回路的各排气口,匀速推动输入推杆,在液压测试回路中建立起液压,观察液压制动主缸是否能够建立起样件的最高工作液压,同时观察样件的动作情况。让真空助力器的真空管路通大气 (模拟真空助力器失效),推动输入推杆,观察液压制动主缸是否能够建立起样件的最高工作液压;将液压制动主缸的第一制动腔通大气(模拟液压制动主缸单腔失效),推动输入推杆,观察液压制动主缸的第二制动腔是否能够建立起样件的最高工作液压;再将液压制动主缸的第二制动腔通大气,排尽液压测试回路中的空气,推动输入推杆,观察液压制动主缸的第一制动腔是否能够建立起样件的最高工作液压。
2.2 初始建压行程
确定在一定的测量容积内,当有0.1 MPa 液压时真空助力器输入推杆的移动距离。采用液压而不是气压进行测量,可避免进行液压制动主缸空行程测量时有顺序动作的主缸出现误判的情况。0.1 MPa的液压,是综合考虑的结果;液压值太低,对传感器或压力表的分辨率要求太高;液压值太高,就成了某压力的建压行程了。
进行初始建压行程试验时,将样件总成固定在性能试验装置上,排尽液压测试回路中的空气。推动输入推杆,分别测量当液压制动主缸的第一、第二制动腔液压为0.1 MPa时,真空助力器输入推杆的行程。
2.3 密封性
2.3.1 液压制动主缸的真空密封性
目前液压制动主缸在装配时,绝大多数采用的是真空加注制动液,为保证加注的正常进行,设置了该项目。
进行液压制动主缸的真空密封性试验时,将样件固定在性能试验装置上,连接好各测试回路,排尽液压制动主缸内的制动液,关闭排液孔,两供液孔连通后与真空源相连(若样件自带储液罐,则真空源直接与储液罐的加油口相连)。当液压制动主缸内部绝对压力达到(0.2 ±0.05)kPa (或由供需双方商定)时,关闭真空源,稳压3~5 s 后测量样件内部5 s 内的压力上升值。
2.3.2 真空助力器的真空密封性
为了检查真空助力器在不同推杆行程下(非工作状态,最大助力点以下工作状态、最大助力点以上工作状态)的密封性,设置了该项目。
进行真空助力器的真空密封性试验时,将样件固定在性能试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±1.3)kPa,排尽液压测试回路中的空气,储液罐内加注制动液到满刻度位置。调整液压测试回路的排量吸收装置,使样件输入推杆的输入力及推杆行程满足表1的要求。将输入推杆在该规定位置锁住,切断真空助力器的真空源,真空助力器内部真空度稳定3~5 s 后,测量表1中各试验项目的样件在15 s 内真空助力器内部的压力上升值。

表1 真空密封性输入力与推杆行程的关系
2.3.3 液压制动主缸的液压密封性
为了检查液压制动主缸在最高工作液压下能否正常工作,设置了该项目。
进行液压制动主缸的液压密封性试验时,将样件固定在性能试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到 (66.7 ±1.3)kPa,排尽液压测试回路中的空气,储液罐内加注制动液到满刻度位置。匀速推动输入推杆在液压测试回路中建立起样件的最高工作液压,将输入推杆在该位置锁住,液压系统压力稳定3~5 s 后,测量30 s内液压制动主缸各制动腔的液压降。
2.4 反应时间
为了检查样件总成从加力开始到样件最大助力点的97%时所需的时间,设置了该项目。
进行反应时间试验时,将样件固定在性能试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±1.3)kPa,排尽液压测试回路中的空气,储液罐内加注制动液到满刻度位置。快速推动输入推杆,推动速率为3×104~4×104N/s,在液压测试回路中建立起液压;调整液压测试回路的排量吸收装置,使输入推杆为全行程的50%~65%时,液压测试回路的压力为样件最大助力点压力的130%。测量从加力到样件最大助力点的97%时所需的时间。
2.5 无负载回程时间
为了检查样件总成在第一脚制动没有压力时,迅速返回补充制动液所需的时间,设置了该项目。
进行无负载回程时间试验时,将样件固定在性能试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±1.3)kPa,排尽液压测试回路中的空气,储液罐内加注制动液到满刻度位置。让液压测试回路中的加载装置(若加载装置内包含可运动部件,如排量吸收装置中的活塞,则应将可运动部件锁住不动)的排气口通大气,匀速推动输入推杆到全行程后,关闭加载装置的排气口,在样件自身恢复力作用下,快速让输入推杆在不受其他限制的条件下完全返回到原始位置。测量输入推杆从全行程返回到原始位置所需的时间。
2.6 常温输入-输出特性
为了检查样件总成在常温条件下的各种特性参数(始动力,释放力,跳跃值,最大助力点的输入力和输出液压值,曲线形状、异响等),设置了该项目。
没有将助力比作为考核指标,是因为进行测量时,特性曲线上用于计算助力比的某线段斜率,可能要受样件的始动力、跳跃值的影响。而实际上,样件的助力比是不受始动力、跳跃值影响的[5]。
进行常温输入-输出特性试验时,试验的环境温度为室温。将样件固定在性能试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±1.3)kPa,排尽液压测试回路中的空气,储液罐内加注制动液到满刻度位置。调整液压测试回路的排量吸收装置,使输入推杆为全行程的70%~90%时,液压测试回路的压力为样件最大助力点液压的130%,并且液压制动主缸的两个制动腔在最大助力点处的压力差不超过0.3 MPa。输入推杆以(3 ±1)mm/s的速率连续加载到输出压力为最大助力点液压的120%~130%,然后以(2 ±1)mm/s的速率连续卸载。记录加载和卸载时相应的输入力-输出液压曲线,倾听样件有无异常声响,并在记录的曲线上找出下列值:始动力、释放力、跳跃值、最大助力点的输入力和输出液压值。
旅游危机事件网络舆情的传播存在其特殊性,舆情系统的相关主体之间存在密切的逻辑关系,各主体在旅游危机事件网络舆情的演进过程中扮演着重要的角色。旅游危机事件网络舆情传播的各个生命周期之间不仅仅是简单的推动与顺延,而是有着更深层次的交互和逻辑关系。对旅游危机事件网络舆情传播的这种特殊性的诠释是为了更好地解决现实管理问题。就旅游管理部门而言,除了着眼于旅游管理的现实场域,设计合理的旅游危机事件网络舆情的应对机制显得尤为必要。为了科学应对旅游危机事件网络舆情,充分发挥舆情传播系统各要素的作用,对于旅游危机事件网络舆情的具体应对设计四种机制,即主体联动机制、危机预警机制、虚实协同机制及合理疏导机制。
2.7 低温输入-输出特性
为了检查样件总成在低温条件下的各种特性参数,设置了该项目。
进行低温输入-输出特性试验时,重复第2.6节的常温输入-输出特性,但试验的环境温度为(-40 ±3)℃,且样件在该环境温度下的保温时间不少于6 h。
2.8 高温输入-输出特性
为了检查样件总成在高温条件下的各种特性参数,设置了该项目。
进行高温输入-输出特性试验时,重复第2.6节的常温输入-输出特性,但试验的环境温度为(80±2)℃,且样件在该环境温度下的保温时间不少于6 h。
2.9 液压制动主缸排量
为了检查液压制动主缸样件的实际排量与设计排量的差距,提高与整车的匹配性,设置了该项目。
进行液压制动主缸排量试验时,将样件固定在性能试验装置上,排尽液压测试回路中的空气,储液罐内加注制动液到满刻度位置。液压制动主缸的排液孔连接到排量测量装置,匀速推动输入推杆到全行程后关闭液压制动主缸的排液孔,然后再匀速地让输入推杆返回到原始位置,停顿10 s 后打开制动腔排液孔;此过程为一个测量周期,共进行3个周期的测量,推动输入推杆的速度为(3 ±1)mm/s。用排量测量装置记录3个周期的各腔排量,取3个周期测量值的平均值作为液压制动主缸的排 量测量值。
2.10 压差性能
为了防止未装备制动力分配装置的汽车(或有制动力分配装置但已失效后)在制动时各车轮的制动力矩变化超过规定的限值,设置了该项目。因建压速率对压差的测量结果影响较大,设置了缓加压和急加压压差两个项目。
2.10.1 缓加压压差
进行缓加压压差试验时,将样件固定在性能试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±1.3)kPa,排尽液压测试回路中的空气,储液罐内加注制动液到满刻度位置。缓慢推动输入推杆,推动速度为(3 ±1)mm/s,在液压制动主缸的制动腔中建立起略超过4.0 MPa的液压,测量两制动腔中有一个压力达到4.0 MPa时两制动腔的压力差值。
进行急加压压差试验时,将样件固定在性能试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±1.3)kPa,排尽液压测试回路中的空气,储液罐内加注制动液到满刻度位置。快速推动输入推杆,推动速率为3×104~4×104N/s,在液压制动主缸的制动腔中建立起略超过13.0 MPa的液压,测量两制动腔中有一个压力达到13.0 MPa时两制动腔的压力差值。
2.11 清洁度
为了防止杂质颗粒堵塞液压元件,导致制动系统失效,设置了该项目。
将真空助力器分离,按QC/T 572 《汽车清洁度工作导则 测定方法》[6]的试验方法,测量液压制动主缸内表面的杂质总量。
2.12 固定螺栓联接强度
为了检查样件真空助力器固定螺栓在壳体上的牢固性,设置了该项目。该固定螺栓的失效对制动系统而言将是灾难性的。
进行固定螺栓联接强度试验时,用扭力扳手分别在真空助力器的所有固定螺栓上施加25 N·m的拧紧扭矩。观察固定螺栓是否松动或从真空助力器上脱落下来。
2.13 压力冲击强度
为了检查样件总成经历若干次的紧急制动后,能否正常工作,设置了该项目。
进行压力冲击强度试验时,将样件固定在性能试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±2.7)kPa,排尽测试回路中的空气,若样件自带储液罐,则储液罐内加注制动液到满刻度。调整液压测试回路的排量吸收装置,使输入推杆为全行程的70%~90%时,测试回路中的压力为最高工作液压的130%。快速推动输入推杆,推动速率为3×104~4×104N/s,在液压制动主缸内建立起样件最高工作液压的130%,误差为±1 MPa,保压时间为1 s。试验频率(1 000 ±100)次/h,试验次数1 000次。若样件自带储液罐,则试验过程中观察储液罐与液压制动主缸的连接部位有无泄漏、制动液是否从储液罐中溢出。试验结束后,检查样件有无影响功能的损坏和变形。分别测量真空助力器的真空密封性和液压制动主缸的液压密封性。
2.14 静强度
为了检查样件总成超载工作后的恢复能力,设置了该项目。
进行静强度试验时,将样件固定在性能试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±1.3)kPa,排尽液压测试回路中的空气,储液罐内加注制动液到满刻度位置。调整液压测试回路的排量吸收装置,使输入推杆为全行程的70%~80%时,测试回路中的压力为最高工作液压的130%;调整试验台的限位装置,使输入推杆为全行程时限位。在输入推杆上作用6 860 N的力,并保持30 s 后卸载,再重复2次。测量真空助力器壳体的弹性变形和永久变形,分别测量真空助力器的真空密封性和液压制动主缸的液压密封性。
2.15 工作耐久性
为了检查样件总成在不同环境温度下持续工作的能力,设置了该项目。
进行工作耐久性试验时,将样件固定在工作耐久性试验装置上,连接好各测试回路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±2.7)kPa,排尽液压测试回路中的空气,若样件自带储液罐,则储液罐内加注制动液到满刻度。调整液压测试回路的排量吸收装置,使输入推杆为全行程的70%~80%时,液压测试回路中的液压为样件的最大助力点液压。环境温度、试验频率、循环次数、动作时间按表2(或供需双方商定)。试验压力与动作时间之间的关系见图3。试验按常温→高温→低温顺序进行。若样件自带储液罐,则试验过程中观察储液罐与液压制动主缸的连接部位有无泄漏、制动液是否从储液罐中溢出。试验结束后,观察液压制动主缸与真空助力器的连接部位是否有松动现象,检查样件有无影响功能的变形和损坏。分别复测真空助力器的真空密封性、液压制动主缸的液压密封性、反应时间、无负载回程时间、常温输入-输出特性。将液压制动主缸分离,检查真空助力器内有无制动液。
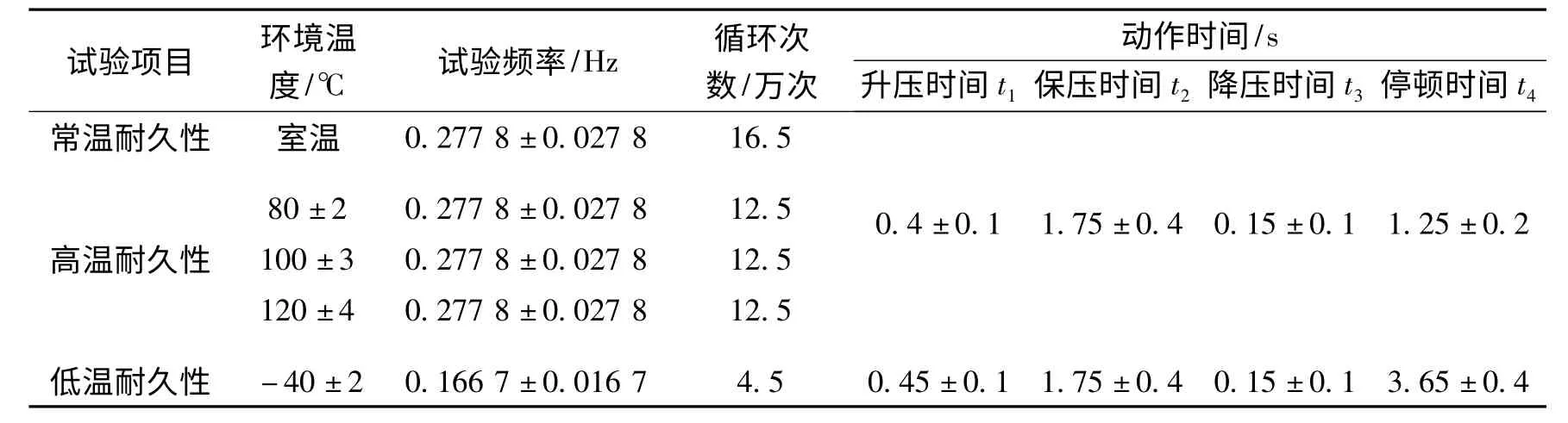
表2 工作耐久性试验环境温度、试验频率、循环次数、动作时间
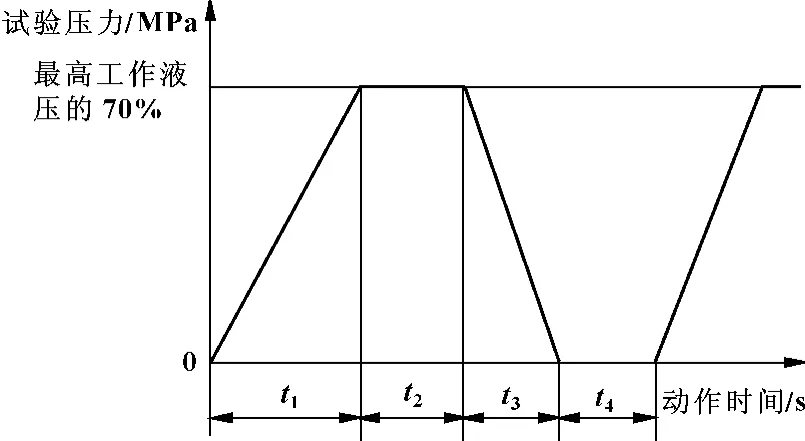
图3 试验压力与动作时间的关系
2.16 振动耐久性
为了检查自带储液罐的样件总成在低频振动条件下与储液罐连接处是否松动和泄漏、液压制动主缸与真空助力器的连接部位是否有松动现象、样件有无影响功能的变形和损坏,设置了该项目。
进行振动耐久性试验时,将样件模拟实车状态固定在振动试验台上,液压制动主缸的排液孔堵死,真空助力器的输入推杆在非工作状态下固定,连接好真空管路,调整真空阀门,使真空助力器内的真空度达到(66.7 ±2.7)kPa,若样件自带储液罐,则储液罐内加注制动液到满刻度。振动加速度14.7 m/s2,振动频率10 Hz,振动方向为上下、前后、左右3个方向,振动时间为上下、前后、左右3个方向上各振动24、12、12 h。若样件自带储液罐,则试验过程中观察储液罐与液压制动主缸的连接部位有无泄漏、制动液是否从储液罐中溢出。振动耐久性试验结束后,观察液压制动主缸与真空助力器的连接部位是否有松动现象,检查样件有无影响功能的变形和损坏。分别测量真空助力器的真空密封性和液压制动主缸的液压密封性。
2.17 耐盐雾腐蚀性
为了检查样件总成耐盐雾腐蚀的能力,设置了该项目。
进行耐盐雾腐蚀性试验时,排尽样件内的制动液,将样件的各个进、出口堵死后,模拟实车的安装状态放入盐雾试验箱中。按GB/T 10125 《人造气氛腐蚀试验 盐雾试验》[7]中的中性盐雾试验方法,用盐水对样件连续喷雾48 h。试验结束后,反复推动输入推杆达到全行程不少于5次,观察各部件动作是否灵活、有无卡滞现象和异常声响。按GB/T 10125 中的规定处理试验后的样件,然后检查样件外表面的腐蚀情况。
2.18 耐制动液
为了检查真空助力器的膜片在液压制动主缸的副皮碗失效后耐制动液的能力,给驾驶员提供发现液压制动主缸失效的观察时间,设置了该项目。
进行耐制动液试验时,在真空助力器的真空腔内,注入液压制动主缸所用的制动液100 cm3后,联接好液压制动主缸;将样件的各个进、出口堵死后放入(80 ±2)℃的高温箱中,放置48 h。测量真空助力器的真空密封性。
3 验证试验和性能要求指标的确定
进行验证试验的样件包含了目前实际使用的大部分结构形式的样件(未能收集到第二代柱塞式串联双腔制动主缸、带双真空度传感器的真空助力器),对第2 章提出的试验方法前后共进行了3年多的台架验证试验(其中包含了大量的委托检测试验),对所获得的大量验证试验数据进行了分析、对比。经规范起草小组多次沟通,确定了在满足使用要求的前提下,以充分体现产品的内在功能、尽可能提升规范的质量水平作为此规范性能要求的制定原则。
在以上原则的基础上,初步确定了性能要求的具体指标之后,规范起草小组组织召开了一个由部分使用单位和生产单位为主体的规范研讨会,广泛听取他们的意见,并将合理的建议和意见采纳到规范中。2011年初,通过了由汽车工程学会组织的对起草规范进行的审查。
下面是一些性能要求的指标。
3.1 功能特性
液压制动主缸内的各制动腔应能建立起样件的最高工作压力,样件应动作灵活,无卡滞、异响现象;真空助力器失效后,液压制动主缸应能正常建立起样件的最高工作压力,并且液压制动主缸的一个制动腔失效后,另一个制动腔也应能建立起最高工作液压。
3.2 初始建压行程
液压制动主缸的第一、第二制动腔液压为0.1 MPa时,真空助力器输入推杆的行程均不应大于4 mm。
3.3 密封性
3.3.1 液压制动主缸的真空密封性
样件在规定的绝对压力下,稳压后5 s 内样件内部的压力上升值不应大于0.2 kPa。
3.3.2 真空助力器的真空密封性
真空助力器的真空密封性应满足表3的要求(或由供需双方商定)。

表3 真空助力器的真空密封性要求
3.3.3 液压制动主缸的液压密封性
液压制动主缸的液压密封性应满足表4的要求(或由供需双方商定)。
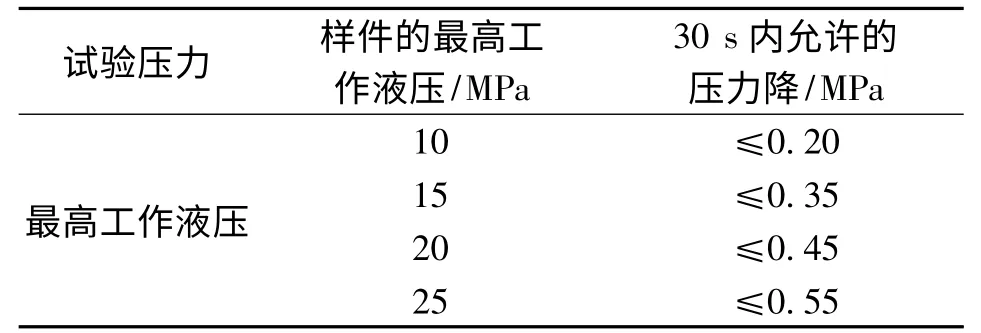
表4 液压制动主缸的液压密封性要求
3.4 反应时间
单膜片真空助力器的反应时间不应大于0.3 s;双膜片真空助力器的反应时间不应大于0.6 s。
3.5 无负载回程时间
样件的无负载回程时间不应大于0.6 s。
3.6 常温输入-输出特性
样件的特性曲线应符合下列要求(或由供需双方商定):(1)始动力不应超过110 N;(2)释放力不应小于20 N;(3)跳跃值Jp应满足图纸要求;(4)最大助力点的输入力和输出液压的误差应在理论设计值的±10%范围内;(5)特性曲线上不应出现任何不规则或不连续,试验中不应出现异常声响。
3.7 低温输入-输出特性
样件的低温输入-输出特性曲线与常温下的输入-输出特性曲线比较,变化量不应超过± 15%(或由供需双方商定)。
3.8 高温输入-输出特性
样件的高温输入-输出特性曲线与常温下的输入-输出特性曲线比较,变化量不应超过± 10%(或由供需双方商定)。
3.9 液压制动主缸排量
液压制动主缸各制动腔的排量与设计排量的误差不应超过±10%。
3.10 压差性能
缓加压压差试验时,液压制动主缸两制动腔的压力差不应大于0.3 MPa;急加压压差试验时,液压制动主缸两制动腔的压力差不应大于0.8 MPa。
3.11 清洁度
液压制动主缸内表面的杂质总量不应大于10 mg。
3.12 固定螺栓联接强度
真空助力器上的所有固定螺栓均能承受25 N·m的拧紧扭矩而不应发生松动或脱落现象。
3.13 压力冲击强度
样件经压力冲击强度试验后,应无影响功能的损坏和变形,真空助力器的真空密封性应满足表3的要求,液压制动主缸的液压密封性应满足表4的要求;若样件自带储液罐,则试验过程中储液罐与液压制动主缸的连接部位不应泄漏,不应有制动液从储液罐中溢出。
3.14 静强度
样件经静强度试验后,单膜片真空助力器的永久变形不应大于0.4 mm,弹性变形不应大于1.8 mm;双膜片真空助力器的永久变形不应大于0.6 mm,弹性变形不应大于2.4 mm;并且真空助力器的真空密封性应满足表3的要求,液压制动主缸的液压密封性应满足表4的要求。
3.15 工作耐久性
样件经过工作耐久性试验后,液压制动主缸与真空助力器的连接部位应无松动现象,样件应无影响功能的变形和损坏,并且真空助力器的真空密封性、液压制动主缸的液压密封性、反应时间、无负载回程时间、常温输入-输出特性应分别满足表3、表4、第3.4节、第3.5节、第3.6节的要求,真空助力器内应无制动液。若样件自带储液罐,则试验过程中储液罐与液压制动主缸的连接部位不应泄漏,不应有制动液从储液罐中溢出 (注:与汽车防抱死制动系统(ABS)匹配使用的样件,ABS 工作耐久性对样件的要求部分按供需双方的商定进行考核)。
3.16 振动耐久性
样件经过振动耐久性试验后,液压制动主缸与真空助力器的连接部位不应出现松动现象,样件应无影响功能的变形和损坏,真空助力器的真空密封性应满足表3的要求,液压制动主缸的液压密封性应满足表4的要求。若样件自带储液罐,则试验过程中储液罐与液压制动主缸的连接部位不应泄漏,不应有制动液从储液罐中溢出。
3.17 耐盐雾腐蚀性
样件经过耐盐雾腐蚀性试验后,各部件动作应灵活,无卡滞、异响现象;外表面在100 cm2范围内不应出现直径大于2 mm的腐蚀点,液压制动主缸和真空助力器的腐蚀面积均不应超过5 cm2。
3.18 耐制动液
样件经过耐制动液试验后,真空助力器的真空密封性应满足表3的要求。
4 结论
通过大量的验证试验和广泛地征求意见,文中提出的汽车液压制动主缸带真空助力器总成的台架试验方法及其性能要求,可作为生产企业和使用单位进行质量控制的参考。
【1】全国汽车标准化委员会.QC/T311-1999 汽车液压制动主缸技术条件[S].1999-03-15.
【2】全国汽车标准化委员会.QC/T307-1999 真空助力器技术条件[S].1999.
【3】中国汽车工程学会.SAE-China J0301-2011 汽车液压制动主缸带真空助力器总成性能要求及台架试验规范[S].2011.
【4】杨维和.汽车制动真空助力器的工作原理与性能计算[J].汽车技术,1991(10):8-13.
【5】梅宗信.真空助力器助力比检测方法的探讨[J].机床与液压,2008,36(5):142-143.
【6】全国汽车标准化委员会.QC/T572-1999 汽车清洁度工作导则 测定方法[S].1999.
【7】全国金属与非金属覆盖层标准化委员会.GB/T10125-1997 人造气氛腐蚀试验盐雾试验[S].北京:中国标准出版社,1997-06-27.
猜你喜欢
杂志排行

机床与液压的其它文章
- Current Cloud Computing Security Concerns from Consumer Perspective
- Simulation of Hydraulic Servo System for High-Speed Injection Molding Machine by AMESim
- Research on Pneumatically Actuated 6-DOF Parallel Robot Based on SimMechanics
- Mechanical Amplifier for Giant Magnetostrictive Materials and Piezoelectric Materials
- 基于FANUC-0iTD的刀尖圆弧半径补偿应用研究
- 基于无线的数控机床联网