钢锭自动定心打孔装置设计
2013-03-16杨代华顾星李勇波林宁吴明谦
杨代华,顾星,李勇波,林宁,吴明谦
(1.中国地质大学机电学院,湖北武汉430074;2.中国船舶重工股份有限公司,湖北武汉430084)
无缝钢管在机械制造、军事、建筑等行业中占有重要地位,钢管壁厚的均匀程度是成品无缝钢管质量好坏的主要依据。其加工工艺是在圆柱型钢锭的端面上找准圆心,并对准圆心打孔,再通过冲头扩孔等工序实现无缝钢管的制造。因此,钢锭中心孔加工的准确度很大程度上决定了无缝钢管壁厚的均匀程度。目前,无缝钢管钢坯的中心孔是靠手动对中、电弧打孔的办法来实现,这种传统的加工工艺打孔的效率低、孔的位置精度低,不易保证钢锭中心孔的同轴度要求。基于此,提出了采用自动检测和自动定心的方法实现钢锭中心孔的加工,并通过PLC与WINCC组态软件实现工艺过程的远程控制和实时监控,以提高无缝钢管的生产效率,提高打孔质量,同时也降低工人的劳动强度。
1 系统原理及机械结构
钢锭定心打孔设备的整体结构如图1所示。主要包含了:一组激光位移传感器竖直方向扫描钢锭外圆轮廓的运动轴(定义为X1、X2轴);控制打孔电极在钢锭径向平面内运动的运动控制轴(定义为Y、Z轴);激光传感器在钢锭轴向伸缩机构;打孔电极偏心扩孔结构等。
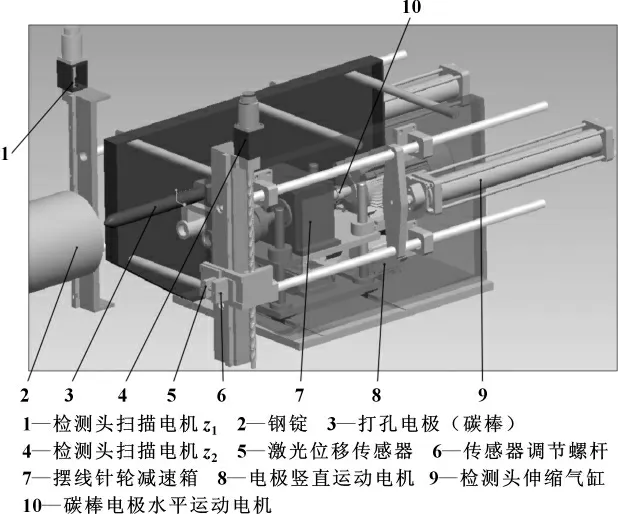
图1 整体结构图
在钢锭到位后,通过气缸9 将激光位移传感器伸出到钢锭端面附件,再通过伺服电机1 和4控制传感器自下往上扫描钢锭外圆轮廓,并将扫描所得的数据传入PLC 进行处理得到钢锭截面圆心的坐标。再通过伺服电机8 和10控制打孔电极在钢锭径向平面上移动至所得的圆心坐标处,此时控制气缸9 将传感器退回原位,再移动打孔电极进行电弧打孔,并在打孔的同时通过偏心机构实现扩孔。待打孔完成,所有机构返回原点等待再次操作。
1.1 钢锭圆截面扫描结构
钢锭外圆轮廓的扫描结构包括传感器的扫描结构如图2所示,在检测圆柱形钢锭外圆轮廓时,先通过气缸6 将激光传感器沿着圆柱形导杆3 向前推出至钢锭端面处,再通过交流伺服电机2 带动激光位移传感器使自上而下扫描钢锭外圆轮廓。

图2 传感器移动装置
如图3所示,左右两个激光距离扫描器分别扫描左右两个半圆轮廓,并将扫描得到的轮廓边界点的数据传入PLC 中进行数据处理,以消除轮廓上的缺陷点提高检测精度,最终获得钢锭截面轮廓的曲线方程及圆心点的坐标值。检测完成轮廓曲线后,通过气缸推杆5 将传感器夹持机构收回防护罩内,保护传感器在打孔过程中不受损伤。

图3 传感器检测示意图
1.2 电极的运动控制
在获得钢锭端面的圆心坐标后,通过PLC控制伺服电机运动保证打孔电极的中心移动至已计算的圆心坐标点,传动结构简图如图4。
伺服电机1与丝杠通过联轴器连接,带动整个工作台沿着直线导轨2移动,从而使打孔电极在Y方向移动,伺服电机2通过蜗轮蜗杆4 带动工作台竖直方向移动,从而使打孔电极在竖直方向即Z轴移动。
1.3 电极偏心扩孔机构
考虑所加工的钢锭的直径范围从φ237~φ460 mm,而碳棒电极的直径为φ80 mm为了适应不同直径钢锭的打孔要求,在电机回转部分采用了偏心四连杆机构,见图5、6,以扩大打孔的直径范围。
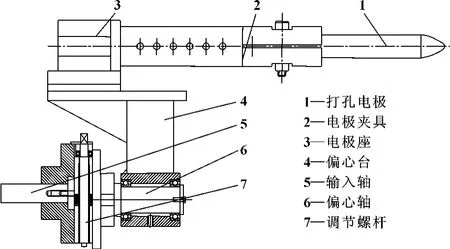
图5 电极偏心机构侧面图

图6 电极偏心机构正面图
通过调整调节螺杆7 使得摆线阵轮减速箱输出轴5与回转轴6 之间产生一个偏心量δ,使两个回转轴及碳棒支承座之间形成一个四连杆机构,碳棒随着回转轴一起做半径为δ的回转运动,从而实现了扩大打孔直径范围的要求。
2 控制系统构成
控制系统的总体设计框图如图7所示。下位机控制器采用西门子公司的S7-300型PLC,实现对现场数字信号和模拟信号的采集,同时控制现场设备的运行,保证现场设备运行的稳定性和控制精度;上位机由安装有WinCC组态软件和CP5611 通讯卡的工控机构成,并采用Profibus-DP总线实现与PLC 之间的通信连接及数据交换。经过人机界面,操作人员可以直观地了解设备的运行状态、掌握工艺参数和历史数据、所有报警点的参数等信息,同时通过WinCC可以对PLC 实现远程操控、运行参数的实时检测和在线干预。

图7 系统总体设计框图
2.1 下位机设计
定心系统下位机采用西门子S7-300型PLC 作为控制器,实现了工序过程中的各个动作的时序控制。图8和图9为自动定心的流程图及PLC程序的活动模型框图(IDEFO模型)。
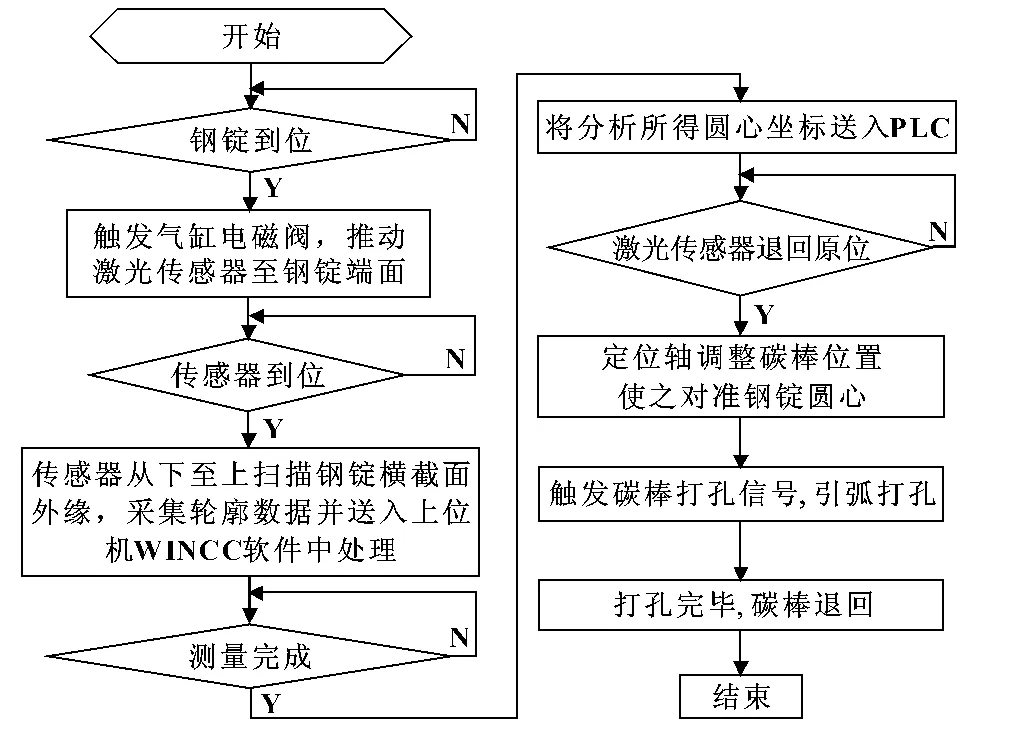
图8 自动定心动作设计流程图
为满足高速检测的需要,PLC 除了基本的运算控制模块外还配置了FM353 高速定位模块,控制传感器扫描伺服电机在高速运动过程中信号不失真及定位的准确性。
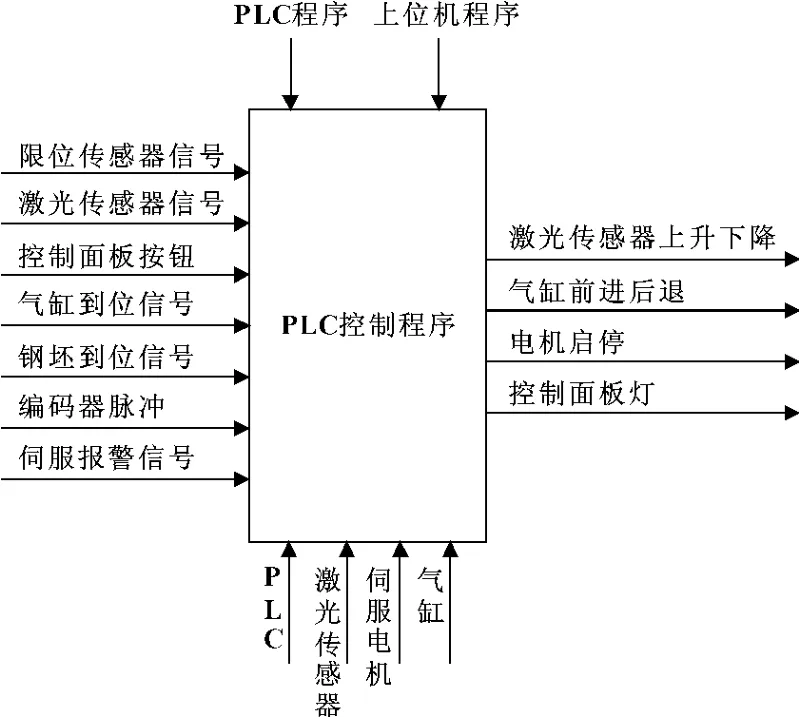
图9 IDEF 框图
2.2 上位机设计
上位机实现打孔工艺的远程监控,操作人员可以通过上位机监控系统对定心机进行远程操作,远离恶劣的现场工作。该系统上位机采用西门子公司的WinCC组态软件进行人机界面的设计,能动态地显示系统的工作过程。WINCC 将接收到的激光传感器返回的位置信号进行数据处理,转换成实际的物理坐标值存储在WINCC的内部变量中。图10为WINCC监控的主界面。
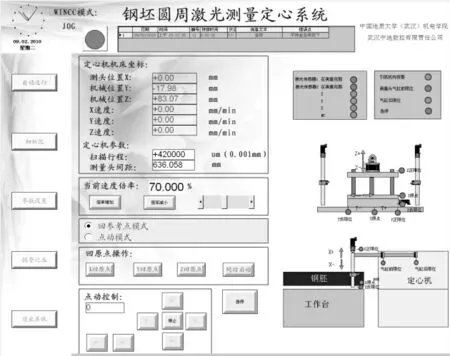
图10 WINCC 监控主界面
具体实现的功能如下:
(1)状态栏。界面的最上方为状态栏,主要用于时间、日期、星期显示,并显示定心机机床当前模式(JOG 点动模式、HOME 回原点模式、AUTO 自动运行模式);显示WINCC控制模式/手持盒控制模式;发生报警时,出现报警后红灯亮,详细报警信息可在报警记录菜单中查询。
(2)菜单栏。界面的左侧为菜单栏。分别可进入自动运行、参数设置、初始化、报警记录、退出系统5个界面。
(3)控制栏。界面的中间为控制栏,有模式选择、倍率设定、急停和轴选择等功能。若单击回参考点模式,回原点按键会变亮,按相应按键把各轴回零,需注意系统第一次开机必须返回参考点一次,否则无法进入自动运行模式;若在点动模式下,单击X+、X-、Y+、Y-、Z+、Z-等按键可调整各轴位置。
(4)信息栏。控制栏上方为信息栏,它包含了定心机各项工艺参数、定心机机床当前坐标、以及定心机床外部输入信号指示灯。X轴为激光传感器扫描上下运行轴,Y为拖动碳棒左右移动机械轴,Z为控制碳棒上下移动机械轴。
在主界面设置好相关参数之后,其他功能有效,点击“自动运行”,进入自动运行界面如图11所示。
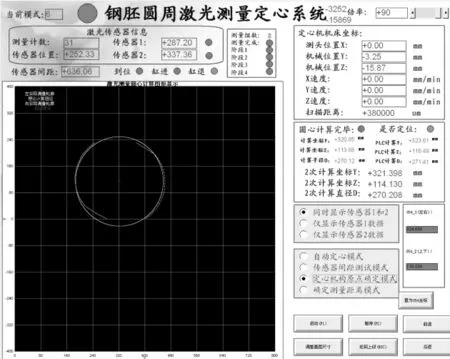
图11 自动运行界面
3 结束语
通过对钢锭定心打孔装置的机械结构的分析,探讨了控制系统的实现原理,介绍了定心打孔的实现过程,通过实际应用表明,该设备极大地提高了定心打孔的精度和打孔效率,提高劳动生产率和提高打孔质量,降低了工人的劳动强度,具有较好的市场前景。
【1】王哲,尹强,高全杰,等.基于组态软件WinCC的结晶器在线监测系统[J].机床与液压,2009,37(12):133-137.
【2】蒋蔚,王克明,张兆莉,等.水泵给水系统的PLC 变频恒压控制与组态监测[J].机床与液压,2008,36(7):345-353.
【3】万贤杞,万系杰.高效率节能型无缝钢管冷拔机床设计研究[J].制造技术与机床,2007(1):72-75.
【4】邓志平.机械制造技术基础[M].成都:西南交通大学出版社,2004:182-185.
【5】王永华.现代电气控制及P L C 应用技术[M].北京:北京航空航天大学出版社,2005:100-102.
