630 MW机组DCS与DEH一体化升级改造
2013-03-15朱又生
朱又生
(江苏省国信集团,江苏南京210005)
江苏国信扬州第二发电有限公司1号机为国外引进亚临界630 MW机组,锅炉、汽轮发电机组分别由美国巴威和西屋公司制造,于1998年11月建成投入商业运行。锅炉和汽轮机辅助系统采用Siemens公司的TXP分散控制系统,实现数据采集DAS、协调控制CCS、顺序控制SCS、燃烧器管理BMS等功能;汽轮机采用Westinghouse公司的WDPF控制系统,实现操作员自动OA、紧急跳机ETS、超速度保护控制OPC、汽轮机自动控制ATC、热应力监测RSM、旁路与轴封控制BP/GS、给水泵汽轮机控制MEH/METS等功能。
现有WDPF和TXP系统为上世纪九十年代中期产品,十多年运行已到寿命末期,系统和卡件严重老化,系统故障率大幅上升,维护费用持续增加的问题日趋突出,已严重影响着机组的安全、稳定运行;DCS落后的控制软件,其有限的可扩展性,制约了机组运行优化等先进技术应用,限制了脱硝等新增控制要求的加入。经广泛调研、全面的改造方案设计与论证和优化选型,确定对机组控制系统作一体化改造,选用EMERSON公司全新的专家控制系统Ovation替换现有的TXP和WDPF。改造工程于2012年4月到6月1号机组大修期间进行。
1方案设计
1.1存在问题
江苏国信扬州第二发电有限公司亚临界630 MW机组的现有DCS和DEH均为15年前产品,原制造厂对系统的硬件和软件已做全面的技术升级,功能和性能有了质的上升,但新硬件与老系统不兼容,不能作为老系统的备件。随着TXP和WDPF退市,备品、备件的供应变得困难,制造厂虽然还生产一定备件,但量少成本高,因此老系统的维修面临成本逐年升高的严峻局面。现有DCS预制线缆通道已被基本用完,且无增加新的控制对象的可能,脱硝控制系统的接入、AGC性能优化,DCS已成为机组改造和控制技术升级的瓶颈。WDPF的80486处理器运算速度很慢,文本填表式组态软件使用极为繁琐,DEH中增加一次调频试验逻辑,就需占用系统20个点、19个文本算法。WDPF历经多次异动、逻辑修改,DPU基本处于临界负荷运行。因此迫切需要对DCS和DEH进行技术升级改造。机组DCS和DEH分设2套不同的控制系统,给集控运行带来不便。机组13套基地式调节仪表、电动给水泵就地PLC、励磁系统硬手操装置控制、6个磨煤机冲惰就地控制盘等均需要集成到DCS,汽轮机TSI、锅炉四管泄漏检测、吹灰PLC、胶球清洗等信息均需纳入DCS监视范围。为满足脱硝等新增控制要求和改善集控运行环境,并为机组控制功能升级创建扩展空间,对DCS和DEH进行一体化改造是必要和迫切的。现役机组DCS和DEH的升级改造,有基于现有系统的局部升级改造和全新系统整体升级改造两种不同的选择。
1.2局部改造
基于现有系统的局部改造,仅对控制器、网络和上位机等升级,可充分利用现有机柜、接线端子和IO卡件,有基于TXP或基于WDPF的2个可选方案。Siemens公司的TXP系统已升级为T3000,Westinghouse公司的WDPF系统已升级为Ovation,所以,局部升级即用T3000或Ovation系统改造。选用T3000改造控制系统,可保持DCS的技术风格不变,由于DCS的控制器和运行监控画面远多于DEH,控制软件转化和新的HMI升级开发相对容易。DEH改用T3000,因Siemens公司的汽轮机控制策略与Westinghouse公司有较大不同,特别在汽轮机自动控制ATC和热应力监视RSM方面,故DEH的软件转换有些难度。选用Ovation改造控制系统,可保持DEH的技术风格不变,现有DCS的DUP改为Ovation的控制器。尽管DCS的控制器和监控画面较多,但控制策略主要为通用算法,控制软件的转换相对较方便。局部改造解决了监控级网络设备的技术升级,且DCS和DEH集成在同一平台上,具有投入最少、工期最短、风险最低的优点,但IO卡件故障率高、系统可扩展性差等问题没得到根本解决,后续投资成本还会不断增大。
1.3整体改造
基于现有过程电缆的DCS和DEH升级改造,用一套包括IO卡件在内的全新分散控制系统替代现有系统,使机组控制系统整体达到当前先进水平。现有DCS和DEH系统的寿命分析和风险评估显示:现有IO卡件大多已达到寿期末端,尽管还有一定剩余寿命可以利用,但故障风险很大,由此产生的机组安全风险,有可能产生很大的经济损失。电子产品的生命周期较短,升级换代很快,适时地对机组控制系统进行整体改造,跟上控制系统技术发展的时代步伐,保持机组运行技术可持续进步是十分必要的。
江苏国信扬州第二发电有限公司亚临界630 MW机组DCS和DEH整体集成改造,考虑技术的继承性,可选T3000或Ovation 2个不同方案。T3000和Ovation均为技术成熟度很高的产品,都能满足改造的所有技术要求,且其技术风格已被热工专业和运行人员广为熟知。经技术、经济和后续技术支持与服务等综合比较,特别考虑汽轮机DEH中控制算法的完整继承性,确定1号机组的DCS和DEH一体化升级改造选用Ovation系统。整体改造不再受原有系统的限制,新增脱硝控制和原有基地式调节仪表、就地PLC等全部扩展需求纳入系统整体设计。
2硬件改造方案
2.1上位工作站点配置
将现有TXP及WDPF系统的所有工作站点,更换成Ovation基于Windows系统的工作站。Windows平台具有维护方便,操作灵活,软硬件支持强大,功能丰富,简单易学的特点,其工作站点配置如表1所示。

表1 Ovation系统上位站点配置表 台
2.2网络配置
网络结构采用Ovation系统的单层快速以太网,本项目共配置3对冗余Cisco交换机。改造后DCS与DEH系统控制器均通过以太网口接入交换机,使其形成一个整体网络。Ovation系统为单层网络结构型式,每个站点(如工作站、控制器等)在网络中均作为独立的节点,相互间不存在任何依赖关系,任何一个站点的故障均不会影响其他站点的正常运行。网络结构示意如图1所示。
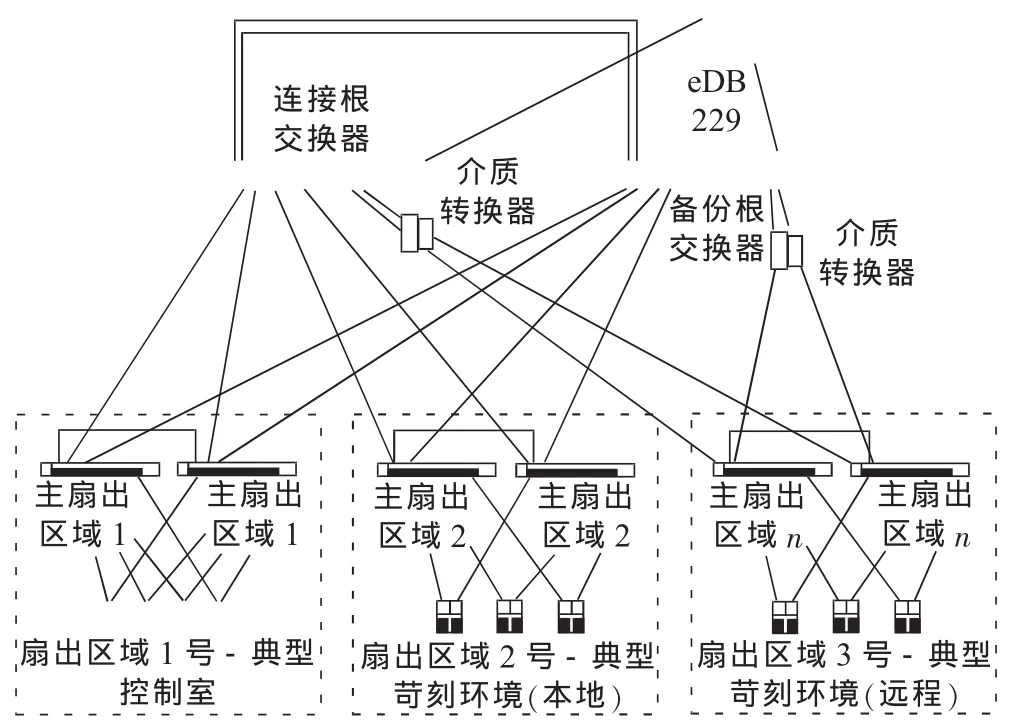
图1 Ovation专家控制系统网络结构示意图
2.3控制器
本项目将现有的TXP系统控制单元和WDPF系统的DPU全部更换为Ovation系统OCR400控制器。为合理分配控制器的负荷率,提高系统的容错性,便于系统故障时隔离处理,改造中将原16对DUP扩展为22对,按热力对象将控制功能更加分散。改造后Ovation系统控制器的配置情况如表2所示。

表2 Ovation系统控制器配置表
2.4 I/O卡件配置与机柜及电缆布置
改造中,将所有I/O卡件更换为Ovation的R 系列模件。为了最大限度地利用现有电缆,减少重新敷设电缆的工作量,采取如下措施:
(1)原TXP系统的电缆接入机柜位置保持不变,其中间端子柜变换为Ovation系统的中间端子柜。就地I/O信号电缆先接入中间端子柜,然后连接至Ovation的I/O卡件。
(2)原WDPF系统采用背靠背的接线方式,前面是卡件,后面是接线端子。新的Ovation系统的机柜为双开门结构,采用前后进线方式,前后均可安装卡件。Ovation卡件按原与WDPF卡件对应布置。
2.5继电器柜
更新原TXP系统的继电器柜,柜内继电器、接线端子以及继电器柜至DO控制卡件连接电缆一并更新。原WDPF系统配置自身带有继电器输出的FormC和FormX卡件,无需另外配置继电器和继电器柜;MFT柜按照当前主流设计方法,配置了新的MFT柜。
2.6电源柜和网络柜
Ovation系统配置了一面电源柜:为控制器、上位机、网络柜供电。电源柜为2路进线(1路UPS,1路保安段);同时,配置一面网络柜,安装3对互为冗余的CISCO 2960交换机、1台IP交换机、1台与对外通信交换机、1台路由器及1套冗余电源切换装置。
3软件改造方案
本项目采用艾默生公司基于Windows开发的Ovation3.3软件。Ovation3.3功能强大,应用灵活,人机界面友好,控制逻辑灵活,可读性强。
(1)监控画面设计以保持现有TXP画面显示内容不变为原则,且风格与现有系统尽可能一致,艾默生公司根据TXP原始图纸进行画面组态。对于WDPF系统,改造后Ovation系统所有操作画面,包括过程图,弹出窗口等均与原系统保持一致。
(2)为确保DCS改造后的控制功能与原系统保持一致,在充分消化SIEMENS的控制思想和设计理念基础上,依据原TXP系统的控制逻辑图,进行了一对一的转换;对于DEH系统,直接升级成了Ovation系统的控制逻辑。
4实施与效果
4.1 I/O接线
基于现有系统的DCS与DEH的一体化升级改造,突出的问题是如何保证数万个过程接线与改造前保持一致。本项目在改造前准备、停机后拆线和上电后测试等三个环节上编制工作程序和校核、检测技术规范。为充分保证改造中接线正确和优化布置新增接线,在改造大修的前半年,从TXP和WDPF中导出完整的I/O清单,并按控制逻辑图逐点核对具体用途,确定改造中是保留还是取消,且现场逐点核查、确认和归档。对暂时不确定的点,列为疑问点汇总。依据改造中新增控制要求,对新增的6 558个I/O点按控制功能分配硬件通道和接线位置。根据停机后热力系统停运顺序,制订DCS退出运行与接线校核、拆线及标识的工作程序。每天分组核对I/O接线清单,拆线后对每对接线套上新系统的I/O号头并包裹标识。对疑问点,在此过程中逐一查清。由于前期准备工作充分,一次核对正确率达到98.5%。
4.2工厂验收与仿真测试
工厂验收除检查、确认设备供货完整性、安装质量和接线的规范性外,全面检查控制逻辑及组态与TXP,WDPF的一致性和完整性,检测电源柜、MFT柜、ETS柜的功能和验证控制与保护逻辑。在工厂仿真中心,对新系统进行上水、锅炉点火、汽机冲转、机组并网带负荷等动态仿真试验,完整检测系统的各项功能,评估控制品质,优化控制参数。
4.3现场调试与控制优化
新系统上电、I/O检测完成后,按热工联锁保护试验清单要求逐项进行试验验证,同步检查保护动作结果和报警信息;对于汽机电液控制(DEH/MEH)系统,通过外部仿真使调门动作,对阀门特性、保护功能、调节功能进行全面的测试。从机侧水系统投运开始,分项进行闭环调试、参数整定和试运行。机组点火前,完成大部分单回路自动的调试工作,汽轮机冲转前完成除CCS以外的全部自动调试工作。基于机组多年积累的运行数据,优化设计CCS和RB等控制参数,并网后一周内进行的RB试验,取得了一次性成功,CCS控制性能优良。控制系统改造投产一个月后,进行了汽温控制和AGC性能优化试验,在300~630 MW区间内,AGC能以7 MW/min速率连续运行,主蒸汽压力与温度控制精度和平稳性均较原系统有了显著提高,达到了行业标准的优良水平。
5结束语
江苏国信扬州第二发电有限公司1号机的DCS和DEH经10多年运行,系统和卡件严重老化,系统故障率大幅上升,严重影响着机组的安全、稳定运行,适时地进行整体集成升级改造,对消除机组安全隐患、改善集控运行环境、满足新增控制要求、支持AGC等先进控制应用是非常必要的。江苏国信扬州第二发电有限公司1号机采用EMERSON公司专家控制系统Ovation,基于现有过程电缆,实施了替代原TXP和WDPF的DCS与DEH一体化升级改造,完整地转换了原系统的控制与保护逻辑,实现了与原系统完全一致的联锁保护和顺序控制,改造后机组于2012年6月底正式并网运行,控制系统运行平稳,AGC等控制性能大有提高。实践表明,改造方案完全可行,提高了全厂自动化水平,达到机组的安全、稳定运行要求。本项目成功案例,对现役控制系统改造有较强的借鉴意义。
[1]静铁盐.热工控制系统运行手册(Ovation控制系统)[M].北京:中国电力出版社,2008.
[2]孙奎明,时海刚.热工自动化[M].2版.北京:中国电力工业出版社,2009.
[3]李 菁.Ovation控制系统的应用[J].计算机光盘软件及应用,2011(11).
[4]林 刚,郑 松.TelepermXP电站控制系统技术特点与调试[J].电力建设,2001,22(10):17-19,23.
[5]蔡云达,张培华.西门子TelepermXP控制系统分析与实践[J].电力科学与工程,2003(3):71-73.
[6]朱又生.双抽汽冷凝式汽轮机的微机控制[J].测控技术,2000,19(10):21-23.