热轧产线高压水除鳞系统优化改造
2013-03-14王效强
王效强
(莱芜钢铁集团有限公司板带厂,山东莱芜 271104)
经验交流
热轧产线高压水除鳞系统优化改造
王效强
(莱芜钢铁集团有限公司板带厂,山东莱芜 271104)
为提高1 500 mm宽带热轧生产线高压水除鳞系统的除鳞效果,对系统进行优化改造,重新对喷嘴进行选型,增强了高压水对板坯表面打击力,系统实现了离心泵、空压机1用2备。优化后,除鳞效果得到改善,轧制速度得到提高,年产量达200万t以上。
高压水除鳞系统;喷嘴;集管;水流量
莱钢1 500 mm宽带热轧生产线高压水除鳞系统由2台ZDS-350/200高压离心水泵、2台高压空压机、3台蓄能器、除鳞箱、喷嘴、集管、阀门(喷射阀)管系及附属设施组成。其运行状态直接影响热轧宽带机械性能和表面质量,是宽带生产的关键环节。喷嘴的选型、安装布置、使用寿命是确保高压除鳞系统稳定顺行的瓶颈环节。为此,对喷嘴功能失效的原因进行分析,采取有效改造措施,提高其综合性能,以保证生产顺行。
1 高压除鳞系统缺陷分析
2台高压除鳞泵并联运行,单台水泵设计供水量为350 m3/h,3个除鳞点喷嘴总流量即轧线最大用水量为583 m3/h。运行发现系统存在多项缺陷:
1)除鳞效果差。2)电耗指标超高。2台除鳞泵1用1备,无法满足生产工艺水量要求,需2台泵并联运行,每年造成电能浪费200多万元。3)离心水泵、空压机故障频繁,阀门、喷嘴使用周期短,设备运行成本高,轧制节奏缓慢。4)若单台水泵运行,只允许单点除鳞,不允许2点同时喷射除鳞,轧制1支钢约需要6 min,每天产量在3 990 t左右,不能满足生产线设计产量要求。
根据板坯打击力控制理论,除鳞效果的好坏与打击力的大小有直接关系,在整个系统压力稳定的前提下,打击力与喷嘴流量、喷嘴喷射角、集管到钢坯表面的喷射距离有关。通过对粗除鳞、E1立辊除鳞、精除鳞3个除鳞位置的喷嘴喷射角进行充水测量,喷射角与原设计不符,实际喷嘴喷射角均大于设计喷射角,导致除鳞打击力偏小。经现场测绘核实,粗除鳞集管和精除鳞喷嘴的喷射距离过大,导致炉后粗除鳞和精除鳞打击力减小。
除鳞泵寿命短。板带厂轧钢用水是重复利用的浊环水,其悬浮物等杂质含量高,水质较差,现场工况不能满足十级高压离心泵运行条件。同时,轧线除鳞用水量大于水泵额定供水量,水泵始终处于大流量运行状态,引起十级泵长轴挠性变性,导致叶轮口环磨损,水泵串压失效,造成除鳞泵故障。同时,水压波动大造成水流不稳,其蓄能用的空压机频繁启动,故障率偏高。
2 高压水除鳞系统改造措施
高压水除鳞喷嘴与集管优化从两方面入手:重新选定喷嘴;改变除鳞喷嘴在集管上的分布(排数、间距、数量等),集管的安装位置、本身的参数调整(喷嘴外沿距钢坯上、下表面距离调整,集管的内经、长度等优化)[1]。此次优化改造在原轧线进行,对集管改造只局限在喷嘴外沿距钢坯上、下表面距离的调整。
2.1 喷嘴与集管优化改造
1)粗除鳞喷嘴改造。原喷嘴喷射角30°,流量为75 L/min。根据轧钢工艺要求及相近装备水平轧线的使用经验,确定喷嘴规格选用莱克勒进口喷嘴,型号682.726.H7,喷嘴角度26°,流量63.64 L/min。喷嘴沿粗除鳞距钢坯上、下表面由200 mm调整为140 mm;喷嘴间距70 mm;数量21个,均匀分布,有效除鳞宽度1 475 mm。高压水流量分配:单集管80 m3/h,单排集管除鳞高压水流量160 m3/h,双排集管除鳞高压水流量320 m3/h。喷射流量与打击力成正比,在一定的压力和流量下,喷嘴的喷射角对除鳞系统的打击力影响较大。喷射角越小,喷射面积越小,喷射冲击压力越大。在喷嘴喷射角一定的情况下,喷射距离是喷射面积变化的唯一变量[2-3]。
2)E1立辊除鳞喷嘴改造。原喷嘴角度40°,流量为90 L/min。根据E1立辊除鳞区域轧钢工艺要求,选用莱克勒进口喷嘴,型号645。喷嘴角度22°,流量39.6 L/min。喷嘴安装距钢坯上下表面由120 mm调整为100 mm;喷嘴间距70 mm;单排集管喷嘴数量21个;喷嘴的散射角2°~3°。高压水流量单集管47.5 m3/h,除鳞高压水流量95 m3/h。
3)精除鳞喷嘴性能强化改造。原喷嘴角度30°,流量为25.5 L/min。根据精除鳞区域轧钢工艺要求,最终选用莱克勒进口喷嘴,型号606。喷嘴角度26°,流量35.5 L/min。喷嘴安装位置距钢坯上下表面200 mm,喷嘴间距76 mm。单排集管喷嘴数量20个,均匀分布,喷嘴有效除鳞宽度1 500 mm。高压水流量单集管44.7 m3/h,单排集管除鳞高压水流量89.5 m3/h,双排集管除鳞高压水流量179 m3/h。
高压水除鳞喷嘴与集管优化前后3个除鳞点主要参数对照见表1。
2.2 动力源改造升级
由于除鳞喷嘴改造升级后,单台高压离心泵运行完全能够满足工艺要求。根据莱钢热轧钢生产现状,在原高压水除鳞系统中新增加了1台空压机和1台新型高压离心泵,与原系统互为备用,同时,对原系统高压离心泵进行了改造。目前高压除鳞系统实现了离心泵、空压机1用2备的可靠运行模式。
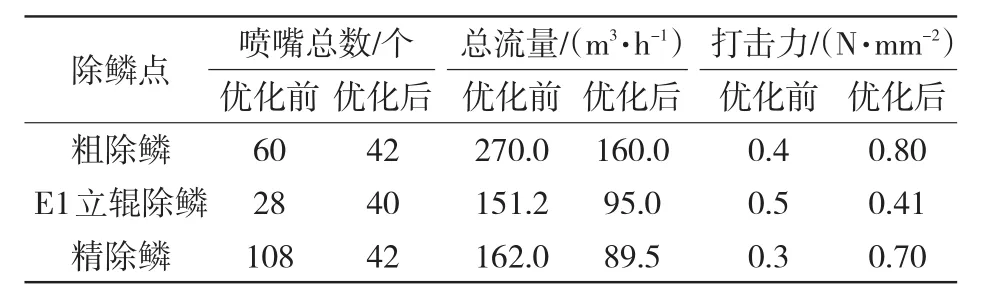
表1 3个除鳞点优化前后参数
3 改进效果
1500mm宽带高压水除鳞系统通过喷嘴、集管、动力源优化改造,设备运行稳定。除鳞泵运行实现1用2备,减少了1台3 150 kW电机的日常运行。高压水压力波动仅在1.5 MPa左右,除鳞效果得到改善,由除鳞效果差引起的质量异议明显减少。每支钢轧制速度有由6 min减少至3 min左右,轧线产能得到有效释放,年产量达200万t以上。
[1]陈力,夏建国,周昌勇,等.高压水除鳞装置评述[J].液压与气动,2001(7):28-30.
[2]盛敬超.液压流体力学[M].北京:机械工业出版社,1985.
[3]李学通,杜凤山,张健民.带高压水除鳞换热的带钢粗轧过程温度场数值模拟[J].钢铁研究学报,2005,17(3):39-41.
TG333
B
1004-4620(2013)01-0073-02
2012-11-27
王效强,男,1964年生,1986年毕业于山东冶金工业学校冶金机械专业。现为莱钢板带厂机动科工程师,从事机械设备管理工作。
