圆柱面电火花线切割加工技术
2013-03-14马金龙李东飞
马金龙 李东飞
(沈阳黎明航空发动机(集团)有限责任公司,辽宁 沈阳 110043)
1 概述
电火花线切割机床是电火花加工机床的一种,它是以一根沿本身轴线移动的细金属钼丝作为加工电极,沿着事先设定的轨迹加工出符合图纸要求工件的几何图形。加工的对象主要是平面形状,但是除了有金属丝直径决定的内侧拐角处最小圆弧半径的限制外,其他任何复杂的形状都可以加工。任何复杂形状的零件,只要能编制加工程序就可以进行加工,因而很适合小批量零件和试制品的生产加工。
数控机床加工的零件轮廓一般由直线、圆弧组成,对于一些非圆曲线轮廓则用直线或圆弧去逼近,然后按各线段的数据编写程序。目前,国内许多中低档数控机床由于经费问题,常常没有配备相应的编程软件,因而一些曲面加工变得比较麻烦。本文在现有电火花线切割加工技术基础上,通过设计工装夹具,解决了六圆柱型面零件的加工难题,在加工此类零件时均可以利用此方法和工装夹具实现,此方法解决了一般机加设备因刀具等原因无法加工的曲面与轮廓,而且扩展了线切割设备的加工范围,提高了设备的利用率。
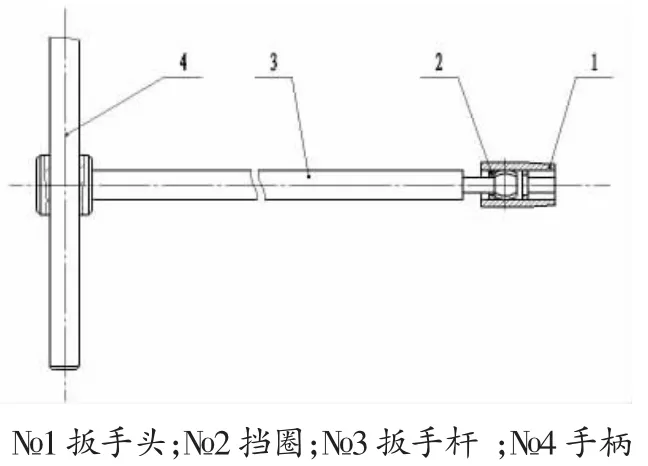
图1 零件示意图
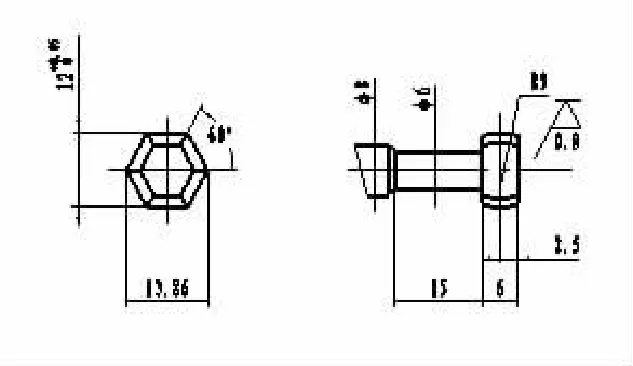
图2 扳手杆局部放大图

图3 夹具

图4 夹具用中心套
2 零件结构分析
该工件为一专用扳手,通过手柄将力由手柄传递给扳手体,再由扳手体通过前端的六个圆柱型面将力传递给扳手前部,在拧紧过程中扳手体将沿自身旋转带动扳手头拧紧工件。而六个圆柱型面与扳手头的内六方起到万向节的作用,改变了扳手体的方向从而躲开了工件结构局限,使得工作力顺利的由手柄传到扳手的头部。因此对扳手体和扳手头结构上要求也就比较苛刻,故采用了六圆柱型面结构,以扳手头的内六方相配合来改变力的传动方向。同时,尺寸精度要求也比较高,在此结构的基础上,符合配合精度要求,才可以将手柄传导的力最大限度工作于扳手头拧紧工件。该零件材料为45号钢,具体结构为右端型面为六方圆柱面组成,为主要加工对象,零件左端为圆柱型,不利于装夹找正,右端由六个圆弧型形成六面体,加工起来非常困难。其加工时与另外一个零件相配合,并实现传递拧紧力矩的作用,工作部分要求精度为0.05mm,且圆柱面沿60°均布,该零件为批量件,数量较多,且尺寸规格都不一致。如图1。
3 夹具设计
由于线切割的加工精度比较高,通过编程可以加工复杂型面的零件。所以该零件采用了线切割加工。在电火花线切割加工中一般是在通用夹具上采用压板、螺钉或磁力夹具装夹工件,但为了适应各种形状工件加工的需求,需采用不同的装夹方式装夹工件,否则工件就可能夹不牢,导致工件移位或者倾斜,加工后无法满足加工尺寸与形状精度要求,有的装夹不合理会造成工件装夹变形,甚至令工件报废。基于该零件结构的特殊性、尺寸及行为公差要求难以保证的现实情况,同时能够完成尺寸出规格各异的批量件加工,需设计一套专用夹具完成该零件加工。
该夹具为六方体和一个中心套组成,六方体中心为¢12mm孔用于零件定位,其中周边六个面由平磨工序加工保证,六面与中心孔的尺寸及对称度要求在0.01mm范围内,这样就可以保证加工零件时,夹具翻转各角度位置,零件的角度和位置保证一致,以减少零件加工时的加工误差。在线切割的程序编程中,采用了一次走完整个轮廓的方法,这样翻转三次夹具就可以加工完一个零件,既节省了加工次数,又节省了加工时间,同时还保证了零件的加工精度要求。
在零件的找正上,由于零件的夹具精度非常高。所以只要将夹具的任意一个面放平,基准面靠严机床的托板上,将两平面的夹具靠在靠铁上,就可以在找正一次的情况下加工一个或一批零件。
中心套是为了加工各种规格零件而特意设计的。其外径与夹具配合,内孔与各种规格的零件相配合。这样就可以保证在加工中,只更换中心套就能完成所有零件的加工。同时根据装夹的需要,将中心套沿中心线切割加工成两块,这样只要把零件往中心套里一夹,就可以放进六方夹具完成零件的装夹了。
[1]杨叔子.机械加工工艺手册[M].北京:机械工业出版社.2001.8.
[2]陈宏钧.实用机械加工工艺手册[M].北京:机械工业出版社.1996.12.
[3]徐鸿本.机床夹具设计手册[M].沈阳:辽宁科学技术出版社.2004.1
[4]冯辛安.机械制造装备设计[M].北京:机械工业出版社.1999.
