油石性能选用对精研瘤的影响
2013-03-06安子清
安子清
(哈尔滨轴承配件公司,哈尔滨 150000)
在轴承超精研工序中,几乎每个工程技术人员都会面对盛夏高温季节的精研瘤问题。要较好地解决精研瘤问题,除合理地调整机床加工参数之外,最为关键的就是油石的性能。磨粒与钢材在磨削过程中有没有化学反应,什么样的油石性能才能满足加工的质量要求,这就需要探讨精研瘤的成因并科学地选择油石性能参数。
1 精研瘤形成原因的探讨
1.1 精研瘤的形成
精研瘤形态为疤痕状或不规则的蝌蚪状,尺寸大约0.5/100,肉眼不易分辨。10倍放大镜下清晰可见散落在沟道表面的颗粒并伴有磨削方向上的轻微划痕。粗超时明显,精超时略有减少。对于轴承产品的危害极大,是一个不容忽略的质量问题。
1.2 精研瘤的成因
1.2.1 根据杭州轴承厂提供的由杭州汽轮机厂理化实验室做出的电镜分析报告,如图1,瘤体本身成分为基体材料成分,未检测出Al、O、N、B等元素,排除了磨料颗粒与基体材料发生化学反应的可能性。
1.2.2 根据金属烧结理论,金属的烧结过程是在固相状态下,晶格中原子在外来热量影响下会增大振幅并把热量扩散到相邻原子,在相互渗透的情况下使其物体微粒如磨屑结合在一起。资料表明,这种结合的温度不到其熔点的15%,轴承钢的熔点为1 395℃ ~1 405℃,故其起始烧结温度仅相当于210℃。超精研时只要瞬间温度超过210℃磨屑就会产生烧结形成瘤体。这一理论至少提供了两种避免产生精研瘤的方式,即尽可能减少前工序的粗糙度和尽可能防止精研面温度过高。
图1 杭州汽轮机厂理化实验室报告Fig.1 Report of physical- chemical lab in Hangzhou Steam turbine factory
在轴承制造加工中绝大多数工程技术人员都会对工序间的机床参数进行有效控制。对于精研瘤的产生,共同的分析观点是:(1)油石压力大;(2)超精前表面粗糙度值太大;(3)超精采用的是白钢玉油石;(4)工件转速高;(5)冷却润滑液不充分或机油含量太少;(6)套圈磨加工的残磁大;等等。预防和消除的方法主要是对上述原因有针对性地合理选用和调整工艺参数,总结经验。但往往被忽略的却是油石选择的问题,本文将对油石性能的选择重点阐述。
2 油石性能的选择
油石影响磨削质量的关键因素是磨料的物理性能和油石的组织密度即组织号。
2.1 磨料的物理性能对油石性能的影响
如表1所示,并对其进行分析;
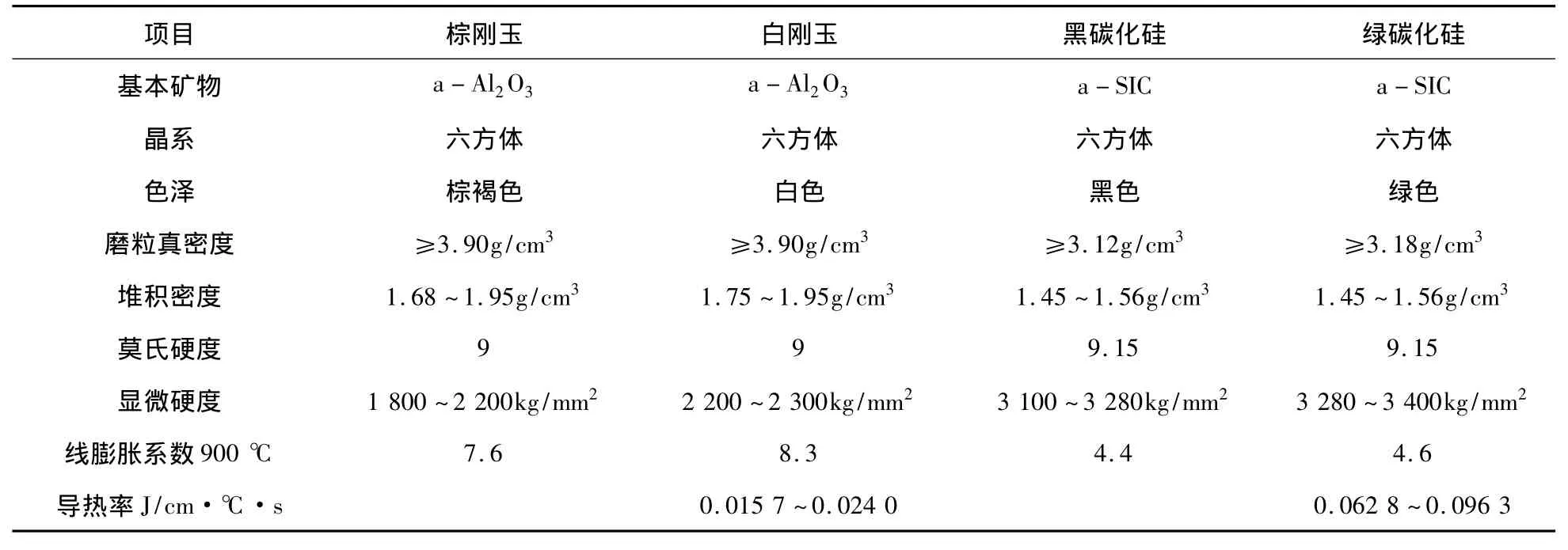
表1 磨料物理性能对比表Tab.1 Comparison on physical performance of grinding compound
(1)首先观察磨粒的真比重,白刚玉的比重是3.90g/cm3,而碳化硅的比重是3.18g/cm3,这意味着相同体积的磨具块中,白刚玉的磨粒数会多于碳化硅的磨粒数,正因如此,白刚玉参与磨削的颗粒比碳化硅多,它的磨削能力要强于碳化硅。这就是粗磨或粗研时人们喜欢采用刚玉类磨料的理论支持。
(2)再观察材料的导热系数,碳化硅磨料的导热系数是0.0628~0.0963J/cm·℃·s,而刚玉类磨料的导热率低于碳化硅大约4倍,用于粗磨时由于采用的磨粒较粗较大,这种差异并不显著,但用于精研时磨粒的粒度很细,磨粒间的空隙更小,不利于散热的白刚玉就更容易积蓄热量,而导致精研表面的温度升高。这就是精研时用白刚玉更易形成精研瘤的原因。实践应用中为了发挥白刚玉的优点,精研油石选择白刚玉会刻意添加造孔材料来增加油石的气孔率。
(3)更值得关注的是磨料的线膨胀系数,白刚玉的线膨胀系数 8.3 a.10-6/℃,而碳化硅的线膨胀系数是 4.6 a.10-6/℃,两者相差近1倍。这一性能的差异给改善磨具的磨削效果提供了契机,从而诞生了混合磨料油石。当两者颗粒数1∶1时,白刚玉磨粒、碳化硅磨粒、结合剂组分三者会在高温烧成后冷却的过程中,形成微裂纹,使油石的脱落性得到根本的改善。经计算此时油石中碳化硅与白刚玉的重量比接近6∶4。这就是使用油石者要对油石制造部门提出的合理要求。
2.2 油石的组织号对油石性能的影响
2.2.1 组织是磨具内部结构松紧程度的参数,这是一个不太为人关注的参数,组织号是表示磨具体积中磨粒体积所占的百分数,称磨粒率。磨具组织粗分为紧密、中等和疏松三类。每类又可再细分数等,用组织号来区分(如表2所示)。

表2 磨具组织与磨粒率的关系Tab.2 Relation between abrasives organization and abrasives ratio
磨具组织号越大,磨料在磨具中所占的体积百分率越小,磨粒之间的间隙越宽,表示组织越松。反之,组织号越小表示组织越紧。较松组织的磨具使用时不易钝化,在磨削过程中发热少,能减少工件的发热变形和烧伤。较紧组织的磨具磨粒不易脱落,但有利于保持磨具的几何形状。2.2.2 大量的生产实践表明,超精油石的组织号应选择在9、10、11之间,即白刚玉超精油石选择10或者11,碳化硅油石选择9或者10,这样的选择,会明显改善精研效果,减少精研瘤的产生。
3 结论
解决精研瘤问题不仅要靠机床参数的调整,还要关注油石性能的匹配,充分认识了磨料的相关物理性能和作用,就可以更自如地选择油石性能,从而达到控制和根除精研瘤对轴承质量的危害。
