解析红外热成像测温技术在金属机械加工方面的应用
2013-02-28张权
张权
(天津中德职业技术学院,天津 30000)
解析红外热成像测温技术在金属机械加工方面的应用
张权
(天津中德职业技术学院,天津 30000)
为了探究红外线成像测温仪在金属机械加工方面的应用,笔者选取了焦平面热成像测温仪测试了金属机械热处理炉以及焊接、热处理、加工等工艺流程,获取到了焊接、铣、刨、车等工艺关键加工部位热像温度分布图像,从而为确定工艺参数及开展工艺研究课题给予科学检测手段。
红外热成像测温技术;金属机械加工;应用分析
红外线成像测温技术主要以超过绝对零度物体都会发射红外辐射原理为依据,借助传感器、透镜等光学手段采集被测视场内各物体发射的红外辐射,通过过模/数转换,待信号被微处理器处理后所得被测视场内各点温度值,最终以为彩色方式显示市场区域内温度分布图像,其优点包括:数值读取迅速、无污染、无接触、良好的空间分辨率、良好的温度分辨率等。
1 金属机械加工过程中切削热、切削温度
1.1 切削热
在镗、磨、刨、铣、车等切削加工中,因工件及刀具在高速相对运动过程中出现较大切向压力、法向以及摩擦力作用,工件表层出现塑性变形及弹性变形,从而引起结构变形热;此外,工件、刀具及切屑接触部位在相对运动过程中会出现大量摩擦热,切削中,机械能消耗掉的99%会被转化成热能(即切削热):
式中:
νc为切削速度,m/s;
Fc为主切削力,N;
Q为单位时间内产生的切削热,J/s。
切削热传导至周围环境内的4种方式为:
(1)通过工件将Qpart带走,实现工件温度升高;
(2)通过切屑将Qscrapping带走,实现切屑温度升高;
(3)通过刀具将Qknife带走,实现刀具温度上高;
(4)通过空气、冷却液等周围介质将Qmedia带走。
1.2 切削区域温度分布
因切削区域内各点热源间距与工件、切屑、刀具等三个变形区热源间距不尽相同,则各点传导热量及各点所获热量间存在差异,所以,切削区域内不同方向上的温度分布呈现梯度状。图1为比较权威的切削部位温度分布状况。
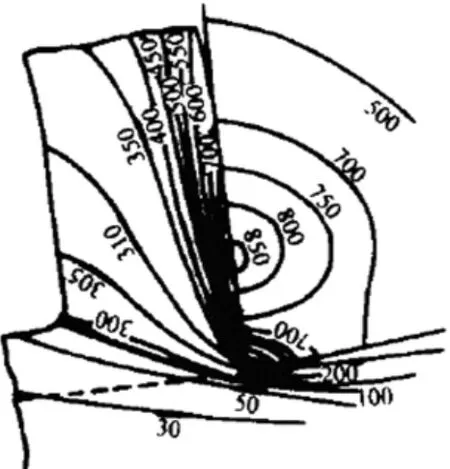
图1 比较权威的切削部位温度分布状况
1.3 切削工艺参量
1.3.1 切削速率
若进给量f—0.1mm/r;切削深度ap—3mm;刀具材料—YT15;工件材料—45#钢,其函数式表达如下:

式中:
θ为切削区平均温度;
Cθν为切削速率为νc时的切削温度系数;
x为就切削速率进给量修正指数而言,在一般条件下,x取值范围为0.26~0.41,x取值随着进给量增大而减小。
1.3.2进给量
若切削速率νc—94m/min;刀具材料—YT15;切削深度ap—3mm;工件材料———45#钢,其函数表达式为:

式中:
θ为切削区平均温度;
Cθf为进给量为f时的切削温度系数。
1.3.3 切削深度
若切削速率νc—107m/min、进给量f—0.1mm/r、刀具材料—YT15、工件材料—45#钢,其函数表达式为:

式中:
θ为切削区平均温度;
Cθap为切削深度为ap时的切削温度系数。
1.4 刀具材料、磨损及初设几何参数
在切削工艺加工及工艺设置中,刀具初设(刀尖圆弧半径、负倒棱、主偏角、前角等)、刀具材质及刀具因磨损造成的几何参数变化(见图2)等均会造成切削区域内切削力、摩擦、各种变形发生变化,最终导致切削温度发生变化。
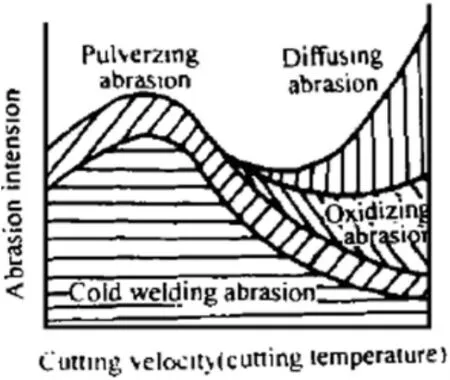
图2
1.5 工件材料
金属切削加工中,工件材料脆性、导热系数、硬度、强度等特性均会对切削区域内传热环境、摩擦、切削力等因素造成直接的影响,并最终对切削温度分布及变化特性造成不同程度的影响。
2 红外热成像测温技术在其他金属加工过程中的应用
2.1 热处理
金属工件热处理方法主要借助有效控制工件时间-温度变化,从而导致金属工件金相组织结构改变,最终实现金属工件物理性能的提高,原因是金属工艺自身加工温度测量要求相当高。
若实行低温加热,炉膛内主要是对流传热模式,热电偶测量所得热量为从炉膛内壁借助空气传导至热电偶,因金属工件热容量与热电偶间差值相当大(热电偶更小),及重力场内温度梯度分布等,热电偶测得温度值相对于金属工件整体平均温度略高;若实行高温加热,炉膛内主要是辐射传热模式,热电偶测得热量为从炉膛内壁借助辐射传递至热电偶,因金属工件表面光洁度与热电偶表面光洁度间存在一定差距(热电偶表面光洁度更高),待炉膛内传热保持一定平衡,相对于金属工件表面温度,热电偶所测得温度略低。
2.2 焊接
金属工件焊接对工件加入时间及温度要求相对较严格,尤其是高强度材料焊接。加热不足——因熔融量不充分导致焊接强度不足;加热过度、加热时间过长——因局部退火导致焊缝周围局部结构强度不足。
为了确保容器结构强度能够有效规避因过度加热而造成退火降低的现象,在焊接中,确保封头结构各部位温度被控制在400℃为最佳选择。为了顺利实施生产工艺,借助AGEMA570型长波热像仪监测整个焊接过程,以此确保实际生产情况与工艺要求保持一致,且经过在监测过程中的探索、分析和研究,实现将焊枪给进速度被控制在6m/h范围内,并最终实现产品水压爆破试验顺利进行。
2.3 材料变形加工、应力试验
因金属材料在弹性应变范围内存在红外热发射效应及红外冷发射效应现象,则监控金属部件旋压加工过程引进热成像测温技术,及金属压力容器压力爆破试验及检测金属材料试件应力试验是存在实际效果的。
3 结束语
工业生产过程中,温度作为一个重要物理量,其值很大程度上决定着材料加工工艺效果、设备运转状况、基本特性等。随着科技时代的到来,非接触式热成像测温技术发展日渐成熟,温度测量途径及工具的有效性因此也实现了大幅度提高。
自从将红外热成像测温技术引入以来,其生产方面及工艺应用领域相当窄,也主要集中于石化、冶金、电力等行业部门。此外,红外热成像测温技术科研方面仅仅局限于尖端技术领域,红外热成像测温技术作为通用技术,其应用及科研尚不成熟,还需要相关管理人员及科研人员继续努力。
[1]苏志刚,付新阳,陈 兵,等.基于红外热成像原理的变电设备在线监测系统[J].科技视界,2012,(25):40-41.
[2]安俊超,荆洪阳,徐连勇,等.一种用红外热成像仪测定焊接热循环的新方法[J].天津大学学报,2011,44(2):148-151.
[3]苏春华.红外热成像测温中导体材料表面的影响及测温效果改进方法[J].企业技术开发(学术版),2011,30(2):22-24.
Analysis on the Application of Infrared Thermal Imaging Temperature Measurement Technology in the Metal Mechanical Processing
ZHNGQuan
(Tianjin Zhongde Vocational College,Tianjin 30000,China)
In order to application of infrared imaging thermometer in the metal mechanical processing,the author selected FPA thermal imaging temperature measuring instrument mechanical metal heat treatment furnace,heat treatment,machining and welding process test,welding,milling,planing,cars and other key technology and parts of thermal images of temperature distribution to obtain,thus giving scientific examinationmethod for the determination of processparametersand the developmentprocessof research.
infrared thermal imaging temperature measurement technology;metal processing machinery;application analysis
TD453
A
1672-545X(2013)04-0274-02
2013-01-02
张 权,天津中德职业技术学院。
