干法乙炔装置运行总结
2013-01-29袁捷才
袁捷才
(广西柳化氯碱有限公司,广西 鹿寨545600)
广西柳化氯碱有限公司“10 万t/a 聚氯乙烯新建项目”于2010 年5 月建成投产,至今已连续运行了二年多,各项技术经济指标均达到了设计要求。项目配套采用干法乙炔发生工艺,共有2 套乙炔发生器,每套设计产能为2 500 m3/h,在试生产初期,此套乙炔发生装置运行不太正常,出现不少问题和故障,后经过改进、完善,使工艺得以优化,生产故障率大大降低,生产能力及各项工艺指标合格率显著提高,确保了生产的连续、安全、稳定运行。
1 工艺流程简述
经过电石破碎工序初步破碎后的合格电石 (粒径≤50 mm), 由输送皮带机送入原料电石储槽,经电动振动给料器将电石均匀送入电石高效细碎机进行粉碎, 粉碎后的电石自流进入1# 斗式提升机, 提升至电石振动筛进行筛分处理, 合格粒径(≤3 mm)的电石进入成品电石储槽,经螺旋输送机送入2#斗式提升机, 通过2#斗式提升机送至电石称重槽和电石加料斗备用。 电石振动筛筛分处理后粒径不合格(≥3 mm)的电石通过溜管回到电石高效细碎机进行再粉碎。
来自电石细碎工序经细碎、 筛分处理的合格电石进入电石加料斗, 通过双螺旋电石给料机将粉状电石均匀地从发生器侧面分别送入干式乙炔发生器的一、二层。在发生器搅拌和相应的发生水喷射作用下,电石与水反应生成乙炔气体,并从发生器下部乙炔气出口排出, 进入除尘冷却塔进行除尘和冷却处理。 电石进入发生器一、二层后,经搅拌从发生器中心孔下落至第三层, 再经过搅拌从发生器三层层板的外周下落至发生器第四层层板, 在第四层搅拌的作用下,四层层板上的电石从第四层层板中心孔落下至第五层,如此循环运动,最后电石灰渣从第十层中心孔排出,通过电石渣排出机的作用,电石渣被送入电石渣输送皮带机, 通过斗式提升机送入电石渣储槽,或者直接送到电石渣罩棚,贮存或外运处理。
来自乙炔发生器的乙炔气通过自压进入除尘冷却塔进行除尘和冷却, 除尘冷却塔除尘洗涤水通过喷淋水泵抽送,经过喷淋水冷却器冷却后,进入除尘冷却塔进行洗涤冷却,喷淋水经过沉淀、澄清、冷却后,循环使用。
出除尘冷却塔的洗涤水, 靠位差自流入电石渣沉降池, 经自然沉降后的上清液自流入清液池,然后, 通过喷淋水泵抽送到上清液冷却器冷却后再进入除尘冷却塔循环使用。 电石渣沉降池沉降下来的电石渣由渣浆泵抽送到板框压滤机压滤, 清液回到清液池,滤渣外运处理。循环上清液冷却器配备了清洗液,进行上清液冷却器的交替洗涤,以清除冷却器结垢,保证冷却器的良好运行状态。
出除尘冷却塔的乙炔气中含有水蒸气、硫化氢、磷化氢和少量氮气。通常,干式乙炔器发生的乙炔气中硫化氢含量较湿式发生器多0.02%~0.05%, 但因原料电石不同,最高可达到将近1%,并且不均衡现象十分明显。对于这种乙炔气进行净化时,湿法乙炔工艺现有的清净操作较困难, 而且有降低纯度的可能。干式发生器装置中设置了单独脱硫的装置,预先将硫化氢脱除是比较合理的,所以,出除尘冷却塔的乙炔气首先进入列管式冷却器, 用5 ℃水进行再冷却,冷却后的乙炔气进入脱硫塔,用5%~10%NaOH溶液进行喷淋洗涤,以脱除乙炔气中的硫化氢。脱硫塔用过的废碱液排入电石渣沉降池作为除尘洗涤水回收使用。
出脱硫塔的乙炔气通过正水封进入乙炔清净工序以脱除残留的硫化氢、磷化氢、氨、砷化氢等杂质气体。 这些杂质会对氯乙烯合成工序的氯化高汞触媒进行不可逆吸附,加速触媒活性的下降,其中,磷化氢(特别是P2H4)会降低乙炔自燃点,与空气接触会自燃,形成安全隐患,均应彻底脱除,所以干式乙炔发生装置仍需配备乙炔气清净系统。
2 出现的问题及改进措施
干法乙炔发生装置建成后,经过试运行,主要工艺装置—电石细碎装置和乙炔发生装置基本达到了设计要求,取得了预期的效果,但附属除尘冷却水循环冷却装置和发生水装置暴露出工艺路线长、能耗大、易结垢、易堵塞、操作繁琐等问题。 经过分析、总结,实施了一些技术改造,优化了工艺,简化了工艺流程,取消了3 台工艺泵,2 个除尘水中间贮槽和1 条皮带输送机, 增设循环冷却水管及流量计导淋水管等,使电耗下降,环境改善,操作更方便,运行更稳定。
2.1 上清液冷却工艺改造
上清液是从清液池泵出的, 直接打入除尘冷却塔, 用于喷淋刚出乙炔发生器的高温并含电石渣粉尘的乙炔气冷却水。为了杜绝废水排放、降低乙炔溶解损失、节省用水量,这些冷却水是闭路循环的,从除尘冷却塔排出的高温含尘浊液,通过自然沉降、换热器冷却后,变成温度较低(40~50 ℃)的上清液再喷淋高温乙炔气,如此反复循环。原技术合作方设计的工艺流程线路太长、设备多、操作繁锁,2 个冷热上清液贮槽的液面难平衡,增加了设备的泄漏隐患,设备的维修工作量和维修费用也相应增加。为此,实施了“上清液冷却工艺改造项目”,只增设了1 段长约4 m 的Ø 159 mm×4.5 mm 碳钢管和2 个DN150的截止阀,使工艺流程得到优化。改造前和改造后的工艺流程示意图分别见图1 和图2。

从图1、图2 可以看出,改造后的工艺流程非常简洁、实用,省去了2 个贮槽(每个40 m3),2 台泵(每台功率55 kW)。正常生产时,每小时节电约100 kW·h。
2.2 除尘水工艺改造
干法乙炔发生器产生的粗乙炔气不仅温度高,还含有电石渣粉尘,因此,要在除尘冷却塔内进行喷淋洗涤、冷却,将粉尘捕集下来,得到纯净及冷却的乙炔气。进入除尘冷却塔内的喷淋水称为上清液,排出的含少量电石渣浆的热浊水称为“除尘水”,除尘水流入沉降池自然沉降后, 清液溢流到上清液池循环使用。 原设计工艺流程设备多、操作繁锁,除尘水贮槽液位很难平衡,经常出现抽空或满溢现象,除尘水输送泵的机封泄漏频繁,维修工作量大,维修费用及运行电耗都很高,同时,工艺管道、除尘水贮槽积聚电石渣后,经常出现堵塞现象。 为此,实施了“除尘水工艺改造项目”, 取消除尘水贮槽和除尘水输送泵,将除尘冷却塔出来的除尘水利用位差直接引到电石渣沉降池。 改造前和改造后的工艺流程示意图分别见图3、图4。
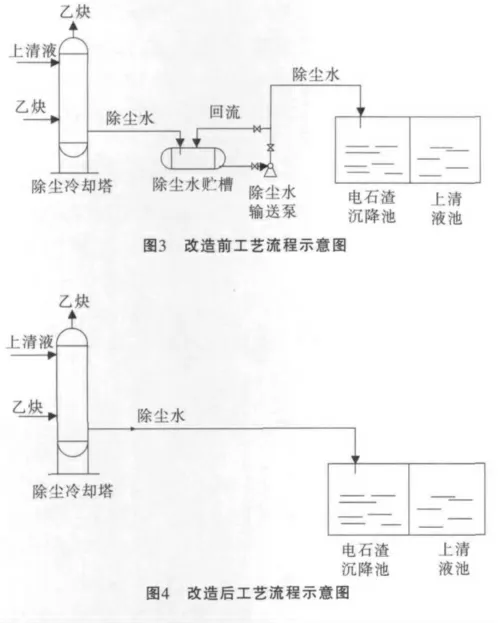
改造后省去了1 个除尘水贮槽(30 m3)和1 台泵(75 kW),每小时可节电约70 kW·h,且消除了除尘水输送泵的泄漏和堵塞,改善了现场环境。
2.3 电石渣输送工艺改造
干法乙炔发生器排出的电石渣为干粉末状,含水量为8%~12%,温度为80~90 ℃,在贮存过程中易回潮粘结及粘堵,在溜槽内滑动或撒落时,易产生扬尘,因此,在输送过程中,应尽量避免临时贮存和设备间倒转,否则,易发生堵料、扬尘等故障和环境污染。实施了“电石渣输送工艺改造项目”,取消了斗式提升机、2 个电石渣贮槽、电石渣增湿机、星型给料机、2# 排渣皮带等6 台设备, 只用1 条输送皮带即把电石渣送到电石渣罩棚, 并且在电石渣输送皮带的落料溜槽处安装水雾喷淋装置, 利用水雾喷淋除尘,消除电石渣下落时的扬尘。改造前后的工艺流程示意图分别见图5、图6。
2.4 新增保护氮气管线改造

原技术合作方设计的电石细碎工序设备、 管道是没有氮气保护的,由于电石具有吸潮性强,易水解产生乙炔的特性, 乙炔与空气混合后形成极易爆炸的混合气体, 当受到电石破碎过程中撞击发出的火花或者摩擦发热等能量引发,就会发生爆炸,是一个比较重大的安全隐患。实施了“新增保护氮气管线改造项目”,对电石细碎工序的工艺设备增设保护氮气管线及氮气流量计,当设备运转时,通入规定流量的保护氮气,降低系统内的氧含量,缩小系统内混合气体的爆炸极限范围,这样可极大地降低系统发生爆炸的风险。 同时,还通过制订操作控制规程,定期(2 h)取样分析,严格控制系统内含量小于1%,并做好记录,确保系统内不形成爆炸性的混合气体。
2.5 乙炔发生水工艺改造
原设计的发生水工艺流程为, 冷却后的上清液作为发生水,用发生水泵加压后,再经流量计计量、调节阀调节流量后,送入发生器作为电石的反应用水。 通过试生产,发现发生器的发生水喷嘴很快就会堵塞,经过分析是因为上清液内含有微量电石渣浆,逐渐粘结在喷咀上造成的。 为此,实施了“发生水工艺改造项目”, 即增设1 根DN100 的工业水管和1 个气动调节阀,利用原冷却上清液贮槽作为工业水贮槽,接入比较干净且价格低廉的工业水,再经发生水泵加压后,由流量计计量,调节阀调节流量后送入发生器作为反应用水。 改造后,发生器喷咀粘堵现象明显减轻,雾化效果得到提高,喷嘴清洗周期大大延长,由6 个月延长到12 个月左右,发生水系统管道、管件、阀门、流量计堵塞现象得到消除,运行的安全性、稳定性得到提高。
2.6 其他改进措施
(1)在乙炔孔板流量计前加装1 根DN50 导淋管,将冷凝液排出,提高乙炔流量计的灵敏度和准确度。
(2)改大原料电石储槽,将2 个原料电石储槽由6 m3改大到12 m3, 解决了原料电石储槽容积小、易满料外溢的工艺故障,减轻了工人劳动强度。
(3)加固乙炔发生器排渣机机座,解决了排渣机负荷增大时机座拉裂问题。
(4)除尘冷却塔喷淋水上水支管由DN40 改为DN50,解决了管内结垢多,使用周期短的问题,使用周期由半年延长到1 年。
(5)电石振动筛进料溜管内加装斜挡板,避免电石对筛网面的直接冲击, 减少振动筛筛网损坏造成的堵料故障,延长使用周期。
3 运行效果分析
5 000 m3/h 干法乙炔发生装置于2010 年5 月建成投产,到2010 年12 月,已连续运行了2 年。其间,虽然因受聚氯乙烯市场低迷及原料电石供应不足的影响,2台乙炔发生器只能轮换开1 台,但经过测试和每个月的工艺指标考核, 单台乙炔发生器的产气量达到2 450 m3/h, 达到设计能力(2 500 m3/h)的98%;乙炔纯度(指标≥98.5%)合格率每月均达到100%;电石渣含水(指标为8%~12%)合格率每月均达到97%;电石渣夹带生电石(指标为零)合格率每月均达到98%;乙炔气收率每月均达到98%。 主要工艺考核指标已达到设计要求。 从环保考核指标来看,平均每吨聚氯乙烯产生干电石渣约二吨;平均每吨PVC 产生 “废水”(指乙炔发生时加入稍过量的水,用于汽化带出热量,后又在乙炔除尘塔和冷却器中冷凝下来的水,以及冲洗设备水)约0.22 m3;没有“废气”产生;干电石渣全部外销给水泥厂、制砖厂、污水中和处理厂等企业;“废水” 全部打到公司污水处理站处理合格后达标排放,“三废” 得到综合利用及处理,没有外排,没有环境污染。从生产实践来看,干法乙炔装置的改造、优化是成功的。
4 存在问题
(1)干法乙炔发生装置对原料电石的粒度要求比较严格,电石破碎设备多,流程长,即固体物料的粉碎、输送、贮存等机械设备多,工艺流程长,电石含有硅铁等杂质,硬度也很大,破碎时又产生粉尘,因此, 造成电石细碎工序机械设备磨损很快, 检修频繁,检修工作量和检修费用高。 若设备维护、管理不细致,或者没有根据运行规律进行预防性检修,就会频繁造成设备故障而停车检修, 这也是干法乙炔技术工业化应用的关键难题。
(2)干法乙炔发生装置属于气固相反应装置,即电石几乎是与水蒸气反应,反应温度比较高,发生器内充满饱和水蒸气,当发生器计划停车,或临时停车时,温度下降,水蒸气冷凝下来后与电石粉结合并粘结在发生器内壁、搅拌器、层板上,造成发生器下料速度减慢,负荷提不上,不得不定期清理。一般地,满负荷生产时,约半年必须清理1 次,这也会对生产负荷造成一定的影响。
(3)干法乙炔发生装置反应温度高(110~150 ℃),造成乙炔气中夹带的一些有机物杂质比较多, 会在后工序的冷却、 脱硫设备中沉积下来, 必须定期清理,如脱硫塔的填料上就沉积熔点为120 ℃,不溶于水、碱、酸,微溶于有机溶剂的黄色、脆性固体杂质,造成填料层阻力增大,需定期(约半年)清理,影响到生产的连续稳定运行。
5 下一步优化及改进计划
(1)改进设备制造性能及质量。 由于目前电石破碎、 粉碎机械及设备均选用通用型矿山机械设备,其材质、硬度、耐腐性能还是达不到长期连续运行的要求,除多加强摸索、改造外,还要多与机械设备制造厂家交流、合作,以改进设备性能,延长机械设备使用周期,减少检修工作量,同时,计划再增设1 台永磁除铁器,提高除铁效果,减轻硅铁对破碎机的磨损。
(2)再新增1 套干法乙炔发生装置,同时,改进发生器的搅拌器结构,减轻电石渣粘结量,延长乙炔发生器的清理周期, 确保乙炔发生器检修时不影响生产负荷。
(3)增加除尘冷却塔的喷嘴数量,增加喷淋水量,从而增强其除尘、洗涤、冷却效果,使有机物杂质尽量洗出,减少在后续设备中的夹带、沉积,采用孔隙率更大的填料,减轻填料层的阻力,延长脱硫设备的检修周期,使生产连续、高负荷运行。
6 结语
干法乙炔发生装置经过优化、改造后,连续、稳定运行了2 年,创造了一定的经济效益和社会效益,实现了预期的目标。 生产实践证明,其具有安全、清洁、环保、投资省、占地面积小、集中控制程度高、电石渣易处理、劳动强度低、乙炔气纯度高、消耗低等优点,但仍有一些问题需要进一步改进和完善,尤其是设备的耐用性能问题和工艺优化问题等。
