微悬浮法生产PVC手套专用糊树脂的工艺探讨
2013-01-29云亮
云 亮
(内蒙古晨宏力化工有限责任公司,内蒙古 阿拉善盟750336)
1 PVC 手套专用糊树脂的技术指标及存在问题
内蒙古晨宏力化工有限责任公司PVC 糊树脂是在原有10 万t/a 烧碱、10 万t/a 聚氯乙烯的基础上建设的。该公司生产的HLP-170G 型PVC 手套专用糊树脂是一种聚合度高、黏度稳定、杂质少的新牌号产品,适用于生产塑胶手套。 具体指标见表1。

表1 CHLP-170G技术指标
CHLP-170G 自2011 年投入市场后, 虽得到了广大用户的好评, 但也存在不少问题。 主要是:(1)产品初始黏度不稳定,黏度经时变化率大;(2)糊料粒度大, 不易过滤;(3)手套制品发黏, 拉伸强度低;(4)产品热稳定性差,容易变色发黄。
2 PVC 手套专用糊树脂生产工艺流程
微悬浮法生产PVC 手套专用糊树脂工艺是将氯乙烯、水、乳化剂和油溶性引发剂在分散泵的作用下, 依靠机械剪切力使之形成维系的氯乙烯单体乳液(分散液)后再进行聚合的工艺。 被乳化的氯乙烯单体液滴经过聚合后可形成平均粒径为1.0~2.0 μm 胶乳,胶乳经过喷雾干燥去除水份后,通过袋滤器将干燥的颗粒进行收集后风送至粉碎机进行超微粉碎。 粉碎后的平均粒径为2 μm 左右,进入包装机包装。 PVC 手套专用糊树脂生产工艺流程见图1。

图1 PVC手套专用糊树脂生产工艺流程简图
3 工艺关键步骤的优化
3.1 分散系统
如前所述, 分散液的稳定性直接关系到微悬浮聚合的顺利进行,分散液滴的大小取决于分散液泵的结构, 而分散液的稳定性与乳化剂有密切的关系。 选择合适的乳化剂成为分散系统成功的关键。经实验,选用烷基中的碳原子数为12~18 的乳化剂乳化效果最佳,当n<9 时,在水中不能形成胶束;当n>22 时,则由于亲油基过大,也不能在水中分散而形成胶束。
然而,所有乳化剂都含有亲水基团和亲油集团,这些集团的大小和性质影响乳化剂的效果。 因此,在选择乳化剂时,通常用“亲水—亲油(HLB)值”表述乳化剂的效果。 HLB 值一般为1~40,HLB 值越低,亲油性越好,HLB 值越高,则亲水性越好。本工艺所选用的乳化剂属水包油(O/W)型乳化剂,HLB 值为8~10。
通过选择合理的乳化剂及找到合适的平衡点,生产出如图2 所示的稳定的初级粒子粒径分布,而且重复性非常好。
3.2 聚合温度控制
该工艺的聚合过程中,并无链转移剂的加入,从聚合机理上分析,PVC 的平均聚合度Xn 与向单体链转移常数CM成反比关系。
实验证明,温度恒定时,在10%~90%转化率范围内,K 值变化不超过3 个单位;低转化率阶段形成的PVC 对最终产物的K 值影响不大。引发剂浓度在0.01%~1%范围内,K 值变化不超过5; 实际上引发剂用量仅为0.01%~0.1%,显不出对K 值的影响。 这些都表明PVC 分子量与引发剂浓度、 转化率无关,而仅决定于温度[1]。
有资料表明,在聚合的操作过程中,聚合温度从50 ℃升高到62 ℃,树脂分子内部双键将增加35%,从而使树脂热稳定性下降。聚合后期温度翘尾过高,会导致聚合物分子质量降低,影响树脂的热稳定性。聚合反应结束后, 需加热回收釜内没有反应的单体,此时的浆料中还有一些活性基团, 升温过高或升温时间过长,都会使树脂发生降解。
按照上述理论, 控制聚合温度对于整个产品的热稳定性有着非常重要的影响。鉴于此,该公司在聚合温度控制方面做了以下的工作。
(1)优化横河DCS3000 对聚合釜温度控制的算法,减少人为干预,提高控制精度。
(2)加强冷冻水温度控制,保证为8(±2)℃。
(3)加强操作,严格控制聚合反应温度在聚合设定温度±0.3 ℃。
(4)聚合反应后期翘尾温度控制在聚合设定温度5 ℃以下。
(5)聚合反应结束后,回收时控制釜内乳胶温度不超过80 ℃。
(6)优化聚合助剂,减少成品中残留乳化剂含量,减少易挥发性溶剂(如甲苯)的使用量。
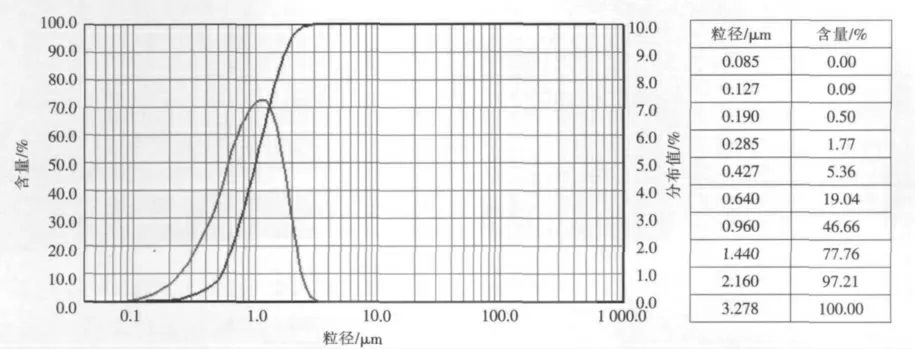
图2 一次粒子分布图
(7)延长聚合回收时间, 回收终点,釜内压力由-0.046 MPa 调整到-0.05 MPa。
(8)定期检查、清理夹套结垢,保证釜的传热效率。
3.3 糊树脂黏度(B 式)的稳定
一般情况下,树脂的颗粒形态是影响PVC 糊树脂黏度的主要因素,而树脂的颗粒形态有3 种类型,离散型的初级粒子、 聚结松散的次级粒子和聚结紧密的次级粒子型。 每种类型的形成都由生产过程中的工艺控制因素决定。 该工艺中次级粒子是由喷雾干燥后进行粉碎机研磨后形成的。 如3.1 所述,通过选择合理的乳化剂及找到合适的平衡点即能生产出稳定性、 重复性好的初级粒子。 然而, 通过用户对CHLP-170G 的使用发现,次级粒子的颗粒形态及粒径分布也对糊树脂黏度的稳定起到了非常重要的作用。 为此做了如下实验:将相同胶乳粒径、相同干燥条件下的不同批次糊树脂进行粉碎, 分别测定其粒径分布及B 式糊黏度值②,见表2、图3~7。

表2 样品一览表
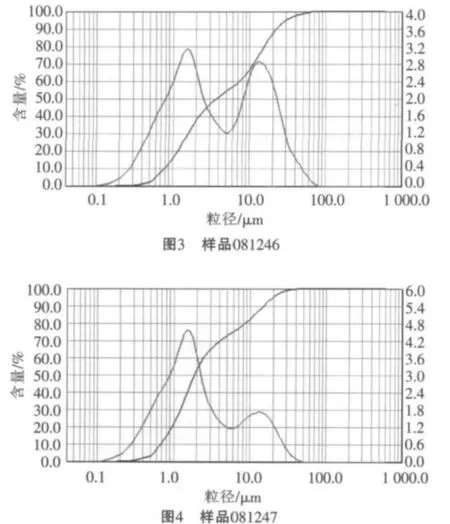

从粒度分析结果看,次级粒子粒径成双峰分布,大粒子集中在15 μm 附近,小粒子集中在1.0~2.0 μm 附近, 当大于15 μm 的粒子过多和小于2 μm 粒子过少时, 树脂黏度偏高。 且从图3~7 看出,当中位径小于2 μm 时,糊的经时变化比较小。所以,在工艺条件允许的条件下,尽可能使次级粒子的粒径小,这样有助于后续产品的加工。
研磨是使树脂形成的次级粒子变为初级粒子的最好方法,通过调整研磨机间隙,可使次级粒子分布更接近初级粒子分布,从而使树脂黏度降低。
4 结语
从用户角度出发分析了PVC 手套料应用中发现的问题,进一步完善微悬浮法生产PVC 手套专用糊树脂的工艺过程。通过对分散系统、聚合温度控制系统、稳定糊树脂黏度等关键步骤进行工艺优化,提高了PVC 手套专用糊树脂的质量。
[1]司业光,韩光信,吴国贞.聚氯乙烯糊树脂及其加工应用.北京:化学工业出版社,1993:99-100。
