高速小孔钻削的振动分析
2013-01-24郑志群马广轩
郑志群马广轩
1、中北大学机电工程学院 030051 2、中北大学机械工程与自动化学院 030051
引言
1 枪钻系统钻削中的振动分析
深孔钻削作为金属切削的一种加工方式,在钻削中必然存在发生自激振动的可能,钻削加工中的振动是影响被加工表面质量和限制钻削加工生产率的一个重要因素[4]。当工件和刀具之间的动态相互作用,会导致钻削振动的产生。如果振动严重,工件表面质量将会下降,刀具过度磨损,甚至导致其刀片崩断。
1.1 枪钻钻削加工过程的动力学模型
枪钻钻削加工处于封闭或半封闭的复杂加工状态之下,为了保证加工零件的精度,机床采用工件旋转、刀具系统做进给的运动。
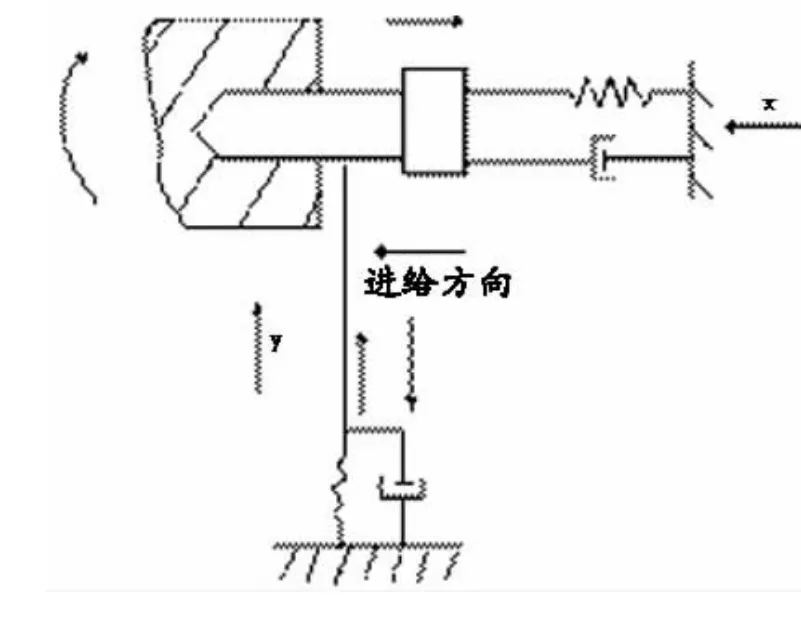
图1 动力学模型
枪钻钻削的动力学模型如图1所示,建立守恒的微分方程组:
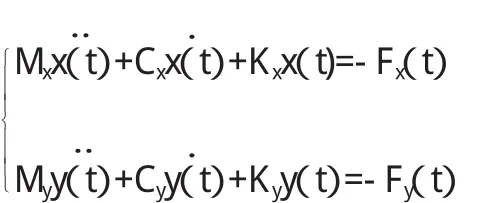
式中,X方向上的质量、刚度、阻尼系数和Y方向上的质量、刚度、阻尼系数均为常量,与枪钻系统本身的材料有关;F x(t)与F y(t)为钻削过程中,刀具每一时刻受到的X、Y方向上的瞬时钻削力,跟工件旋转的转速n及进给量fn有关。
枪钻静态力的经验公式结合切削力的切入效应,产生的切削力为:


式中F1为静态钻削力,用K1b1h表示,K1为静态切削力参数,h为切削厚度,b1为切削宽度,τ1为静态力与动态力之间的夹角,Fp为切入力与工件旋转的速度有关,大小为()F1。
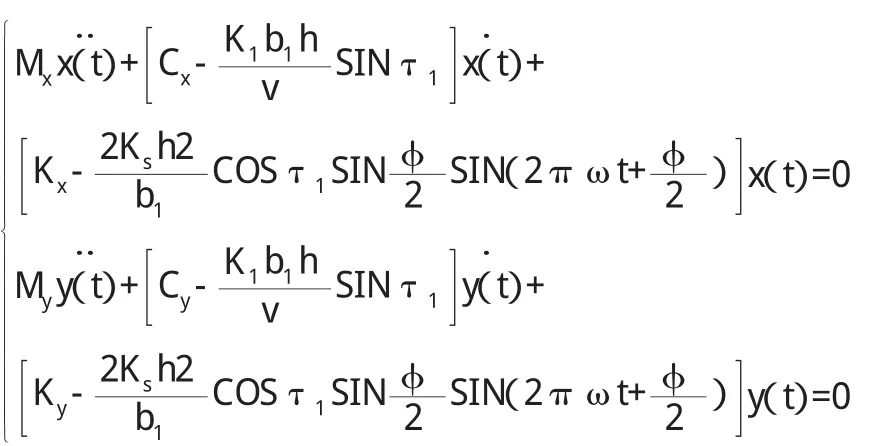
整理得到枪钻动力学方程:

1.2 进给量的变化对其振动响应的影响
以φ2.5 m m孔径长度60 m m小深孔为例,为了分析和比较进给量变化对振动响应的影响,利用表1中的数据
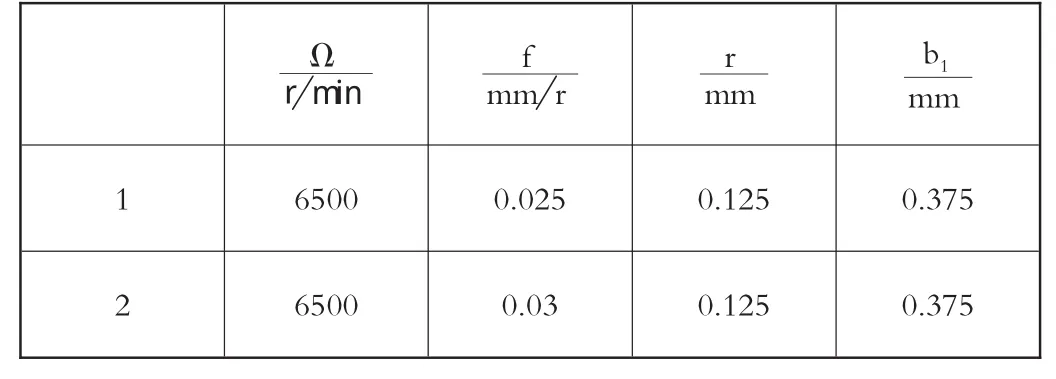
表1 切削条件
求解振动方程,即可得到钻削零件的振动响应,如图所示。钻削速度与走刀量有关,因此,需要分析对加工中枪钻振动的影响。
在表1所示的基础上,转速固定不变,仅将走刀量提高至0.03 m m/r,仍沿用原来的切削系数,用振动方程计算的结果得到的振动响应图,如图2所示。
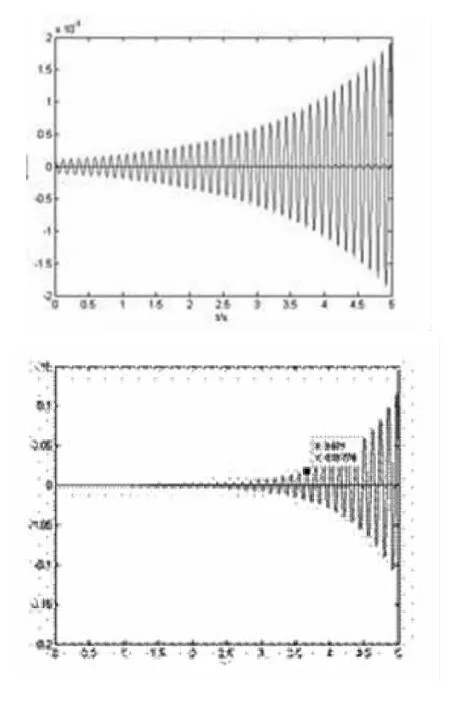
图2 6000r/s时 X,Y的振动响应
2 结论
通过对不同进给的研究,得出了不同情况下枪钻钻削的X、Y的振动偏移响应。在对小深孔钻削加工下枪钻的振动力学模型应用M a t l a b,对其模型数值计算,对比了钻削进给的的速度对刀具系统的振动响应影响。计算结果表明进给量对刀具振动有影响,刀具移动速度增大时,其振动响应随之改变。选择合适的走刀量有助于降低振动幅度,优化加工,减少废品的的发生。
[1]刘党生.金属切削原理与刀具[M]北京∶北京理工大学出版社,2009.
[2]齐乐华.工程材料及成形工艺基础[M]西安∶西北工业大学出版设,2002.
[3]王俊.现代深孔加工技术[M]哈尔滨∶哈尔滨工业大学出版社,2005.
[4]师汉民.影响机床颤振的几个非线性因素及其数学模型[J].华中科技大学学报∶自然科学版,1984.
[5]刘习军.陈予恕机床速度型切削颤振的非线性研究[J]振动与冲击,1999.