M580×8大型螺纹加工工艺及实践
2013-01-22齐桂华姜国华
齐桂华,姜国华
(哈尔滨电机厂有限责任公司,哈尔滨 150040)
前言
在水口转轮操作机构改造中,活塞杆改造装配首次使用M580×8大型螺纹进行装配。M580×8大型螺纹长度395mm、重量1389kg,活塞杆M580×8外螺纹长度615mm、重量9813kg、活塞杆总长3714.7mm。由于活塞杆M580×8外螺纹和M580×8内螺纹加工精度高,采用以往在卧车上加工螺纹的加工方法加工M580×8螺纹,加工后很难保证M580×8内、外螺纹的质量。因此采用在数控镗床上数控编程新的加工方法进行M580×8内、外螺纹加工。
1 加工难点
针对如下问题进行分析和解决,保证大型螺纹M580×8内螺纹和活塞杆M580×8外螺纹加工的质量。
(1)大型螺纹M580×8内螺纹加工;
(2)大型螺纹M580×8内螺纹测量方法;
(3)活塞杆M580×8外螺纹加工;
(4)活塞杆M580×8外螺纹测量方法;
(5)M580×8内螺纹与活塞杆M580×8外螺纹的装配方法。
2 解决方法
2.1 大型螺纹M580×8内螺纹加工
大型螺纹 M580×8外圆直径为Φ950、螺纹长度395mm、重量1389kg。由于M580×8内螺纹长且精度高,在卧车上加工时很难保证螺纹质量,因此采用数控镗床数控编程新的工艺方法加工大型螺纹M580×8。采用如下措施控制大型螺纹 M580×8的加工质量,具体如下:
(1)大型螺纹M580×8内螺纹底孔在数控立车上加工,保证大型螺纹内圆与平面之间的垂直度在0.03mm以内,大型螺纹M580×8内圆按螺纹小径加工,做为镗床铣螺纹时的找正基准。
(2)在数控镗床加工时以螺纹小径为基准数控编程确定中心,数控编程加工大型螺纹M580×8内螺纹。
(3)切削螺纹时,严格控制进给量、切削深度及转速,防止螺纹在加工过程中产生热量,影响螺纹的表面质量。
(4)严格控制螺纹表面的粗糙度,粗糙度应小于1.6μm。
内螺纹加工图如图1所示。

图1 大型螺纹内螺纹加工
2.2 大型螺纹M580×8内螺纹测量方法
大型螺纹 M580×8内螺纹在加工过程中应采用不同方法多次测量内螺纹的措施,保证大型螺纹M580×8内螺纹的质量,具体如下:
(1)M580×8内螺纹加工前用内径千分尺测量螺纹的小径。
(2)M580×8内螺纹加工后用内径螺纹千分尺测量螺纹的中径。
(3)用牙型样板检查加工后M580×8内螺纹的牙型。
大型螺纹外径千分尺如图2所示。

图2 大型螺纹外径千分尺
2.3 活塞杆M580×8外螺纹加工
在用数控镗床数控编程加工活塞杆 M580×8外螺纹前,先在与活塞杆同材质的试样上进行试加工M580×8外螺纹。
在试加工 M580×8外螺纹过程中,选择不同的主轴转速、进给量、切削深度等参数进行 M580×8外螺纹加工,对比不同参数下加工螺纹时对螺纹加工精度的影响,选择合理的切削参数加工 M580×8外螺纹。数控铣床加工的外螺纹如图3所示。
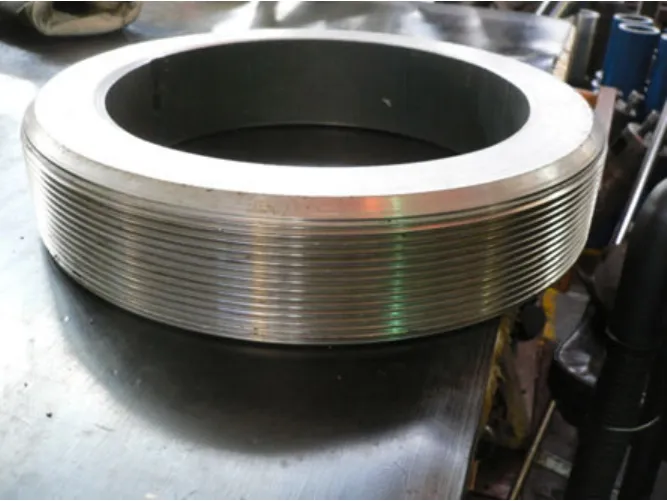
图3 数控铣床加工外螺纹(试验用品)
2.4 活塞杆M580×8外螺纹测量方法
活塞杆 M580×8外螺纹在加工过程中应采用不同方法多次测量内螺纹的措施,保证 M580×8内螺纹的质量,具体如下:
(1)M580×8外螺纹加工前用外径千分尺测量螺纹的大径。
(2)M580×8外螺纹加工后用外径螺纹千分尺测量螺纹的中径。
(3)用牙型样板检查加工后M580×8内螺纹的牙型。
2.5 M580×8内螺纹与活塞杆M580×8外螺纹的装配方法
M580×8内螺纹和活塞杆M580×8外螺纹加工后,采用试装配(如图4所示)的方法检查M580×8内螺纹、外螺纹的加工质量,具体如下:
(1)将活塞杆M580×8外螺纹端朝向机床主轴水平放置。
(2)用手拉葫芦将M580×8内螺纹工件垂直吊起,调整M580×8内螺纹工件与活塞杆M580×8外螺纹同心。
(3)在机床主轴与M580×8内螺纹工件之间加上弹性工具,通过机床主轴将M580×8内螺纹工件顶紧。
(4)在机床主轴的配合下,缓慢调整手拉葫芦将M580×8内螺纹工件旋进活塞杆中。

图4 M580×8内螺纹工件与活塞杆装配
3 结论
该项技术成果取得了巨大成功,在实际加工过程中,严格按照工艺要求,圆满地完成了水口转轮活塞M580×8长615mm大型内、外螺纹的加工任务,开辟了大型外螺纹新的加工工艺方法,由此可以应用推广到其他大型尺寸外螺纹的数控镗床数控加工当中,填补了我公司数控镗床加工大尺寸内、外螺纹的空白。使我公司的加工螺纹的工艺水平提升了一个新台阶。
