蒲石河抽水蓄能电站2号座环工地打磨浅谈
2013-01-15焦宝林陈光旭
焦宝林,陈光旭
(中国水利水电第六工程局有限公司,辽宁 丹东 118002)
蒲石河抽水蓄能电站2号座环工地打磨浅谈
焦宝林,陈光旭
(中国水利水电第六工程局有限公司,辽宁 丹东 118002)
蒲石河抽水蓄能电站的2号座环打磨工作,进行了详细描述,对打磨工具的安装、调整及整个打磨工作的重点进行阐述。
座环;座环变形;打磨工具调整;座环打磨
1 概述
在电站工地组装水轮机的部件中,座环工地安装后打磨是一道非常重要的工序。蒲石河电站座环与蜗壳为整体到货,设备直径大,在制造厂内分瓣制造,运往工地后在机坑内用螺栓把合并在分瓣处进行整体组合焊接,座环的分瓣处方向挂装蜗壳凑合接再焊接,最后灌制混凝土,使座环和蜗壳成为牢固的一体。座环法兰面高程为-1.5045m。在经过复杂的焊接、水压试验(7.5MPa)和混凝土保压浇筑(1.97MPa)工艺过程之后,座环上的三个装配平面都不可避免的产生一些变形,为了消除这些变形,使座环达到原机加工的质量要求和保证导水机构的装配精度,需要对机坑内变形的座环三个装配平面工地加工、打磨。
2 座环尺寸与打磨工具的规格与性能


3 打磨工具工作原理与结构特征
该打磨设备设有两个磨头,两个转臂(分别安装有上接长臂和下接长臂)。根据所要打磨部位的不同,磨头分别安装到两个接长臂的相应位置。不同被打磨平面所在位置的差异比较大,上接长臂的上面安装上3 kW的磨头,打磨φ6 552~φ6 410 mm平面,将磨头向内移动到合适的位置,打磨φ6 190~φ6 000 mm平面,要保证两平面的平面度符合要求。上接长臂的侧面安装3 kW的磨头(安装方式见图1),可打磨φ5 980内孔,打磨时可径向微调。下面两个被打磨的平面高度差较大,将磨头分别安装在下接长臂的上下两个面(安装方式见图1:S1458装配图),分别打磨 φ5 980~φ5 860 mm和 φ5 855~φ5 670 mm两个平面。在打磨φ5 980~φ5 860 mm面的位置可以打磨φ5 968内孔。上下两个转臂呈180°分布,安装时要将配重放好。由于该设备要安装在座环的内部,必须要把整个设备架起来,利用上下打磨平面的高度差,在中间设置四个支撑臂,四个支撑臂分别架在四个支座上,通过支撑臂和支座上的调整螺栓,可对设备进行水平和垂直方向的调整。四个支撑臂和两个转臂通过主轴连成一体。工作时,接长臂和主轴一起转动。使用时,由于磨头安装位置的不同,每一个位置上有一个磨头座,将磨头安装到磨头座上,通过调整磨头座与接长臂处的连接,保证磨头电机的垂直度和砂轮的水平度。磨头的垂直进给由滑座实现。滑座安装在磨头座与磨头电机之间,通过旋转丝杆使滑座带动磨头电机上下移动。更换砂轮时,将滑座移动到最上端,下端留有换砂轮的空间。该设备采用手动推拉方式打磨。
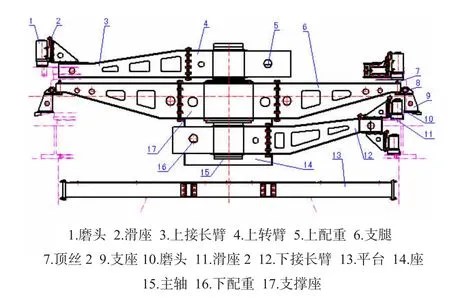
图1 S1458装配图
4 打磨工具安装调试
(1)安装设备前,先用内径千分尺测量出座环的半径、圆度具体值,及上把合面打磨前的水平值。然后吊装打磨工具并组装。
(2)用水准仪粗找上接长臂的水平度,按要求调整至在0.1 mm内。粗调完成后对打磨工具中心进行调整,以底环与座环轴向密封面为基准调整中心,中心规范要求为0.4 mm,为提高打磨精度,调整至0.02 mm。
(3)中心调整完成,复测长臂水平,符合0.1 mm后,把合像仪放在上接长臂的基准面上,上接长臂在圆周方向上回转,在对称的4个点上进行测量,保证4个点水平度差在0.02 mm/m内。
(4)用同样的方法,利用下接长臂检测一次水平度和重合度。
(5)将支座上的四个水平螺栓旋紧,固定住设备。将四个支撑臂与四个支座点焊在一起,防止移动。
(6)可以进行安装面的试块打磨工作。安装磨头时,要将磨头调平,通过在把合面加铜皮的方法来实现。
5 具体操作规程
设备安装调试完成后就可准备使用,使用前要对主机和电气控制系统进行检查,确保没有问题后才可以进行使用操作。
(1)该设备为手动操作,将磨头调整到要打磨的范围内,通过滑座上的丝杆来调整好砂轮的高度,然后将滑座锁紧。
(2)该设备要打磨三个高度的环面,每次打磨都要更换磨头的位置,每次安装磨头都要对磨头进行找正。在打磨前,为确保打磨面平面度,采取先在打磨面焊接试板,打磨试板合格后,才能进行设备把合面的正式打磨。
(3)在磨头电机和磨头座之间有一个滑座,垂直方向的进给通过旋转滑座上的丝杆来实现。调整完成后要将滑座锁紧。每次打磨的宽度都在砂轮直径范围内,打磨一个面水平方向只调整一次即可。调整后在次检查试板的水平,合格后继续打磨。
(4)使用时,每次只打磨一个平面。
(5)由于所打磨的平面为环形,在使用时可在局部位置往复打磨。检测出高点后,也可对其局部打磨。
6 打磨情况及注意事项
(1)经过安装调试合格后,首先对座环与顶盖把合面进行打磨,因为此把合面为整个打磨过程的轴向面的基准,所以打磨精度要严格要求。经过试板打磨,用紫铜皮调整电磨头垂直度。最终试板水平度在0.03 mm/m内。打磨试板过程中发现砂轮给进值对电机的震动有很大影响,给进值过大,电机振动过大,电机震动变大影响打磨质量,砂轮在强震动下容易碎裂,给安全施工带来影响。给进值过小打磨速度缓慢。经过反复试验,最终发现给进量在0.05 mm时打磨工具运行在最优工况。给进量控制使用百分表。
试板打磨完成,开始正式对把合面打磨。采取打磨前测量出整个打磨面的最高值最低值,从最高依次向底打磨。这样有效防止局部打磨过低出现。

图2 打磨基准面
打磨完成后,测量数据良好,基准面打磨数为相邻两点小于0.03 mm,最大最小差值0.12 mm;均高于厂家要求的相邻两点水平小于0.08 mm,最大最小差值0.3 mm。打磨基准面见图2。
(2)基准面打磨完成根据厂内导水机构预装数据对其他面进行打磨,打磨前加工一块平面度为0.02 mm的测量块,配合内径千分尺检查B、C的打磨尺寸。安装试板,调整打磨工具垂直度,对试板进行打磨,符合要求后进行B面打磨。
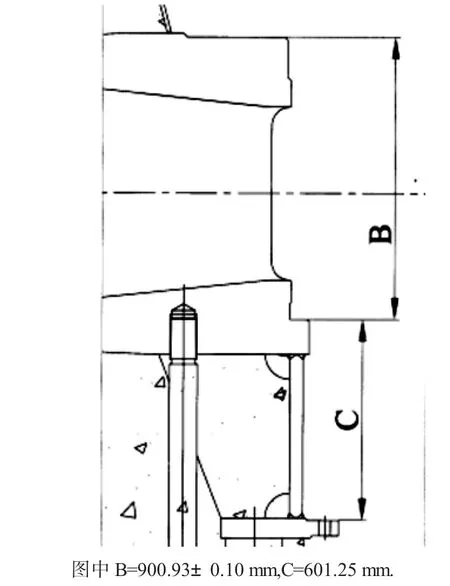
图3 打磨基准面
对底环与座环密封面进行打磨(即尺寸B),由于底环安装进行打压,打压的轴向密封面为此面,而且此面涉及到导叶端部间隙,所以此面的绝对尺寸及平面度必须严格控制。打磨完成后,B面的数据测量在900.93~900.98 mm之间,满足设计要求。
打磨完B面后进行C面打磨,此面为底环与座环的把合、固定面。打磨数据应尽量偏大,以保证B面密封。
C面打磨数据见表1:

表1 C面打磨数据
(3)进行径向打磨,保证底环与顶盖在调整时的同心度。打磨前依然需要试板打磨,试板打磨用两块百分表检测打磨面的垂直度,在0.02 mm,拆除试板进行安装面的打磨。打磨底环面径向尺寸必须严格控制,因为底环与座环存在一处圆周密封。见图4:为确保底环压力试验合格,盘根的压缩量必须符合要求。
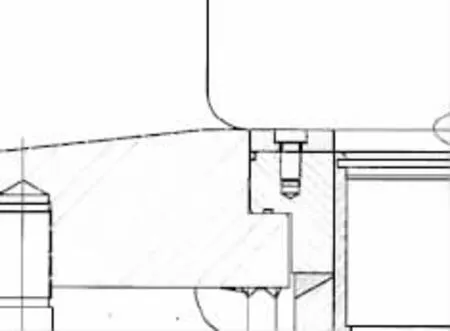
图4
座环径向打磨完成,下镗口直径图纸要求比底环大1 mm,根据厂内实测底环半径为2 982.50,下镗口打磨尺寸为2 983.50,圆度控制在0.05 mm内。上镗口打磨半径为2 989.70,圆度控制在0.10 mm内。
至此整个座环打磨工作完成。打磨数据优良。
7 结束语
座环打磨前,基准面水平偏差最大差值:0.59mm;距底环密封面(B)尺寸最大差值为:0.65mm;距底环安装面(C)尺寸最大差值为0.72 mm;座环上镗口圆度偏差最大:0.30 mm;下镗口圆度偏差最大0.20 mm。
座环打磨后,基准面水平偏差最大差值:0.12mm;距底环密封面(B)尺寸最大差值为:0.06mm;距底环安装面(C)尺寸最大差值为0.14mm;座环上镗口圆度偏差最大:0.10mm;下镗口圆度偏差最大0.05mm。
由此可见,座环经现场加工打磨后安装面精度比以往手工打磨安装的精度有大幅度的提高。而且打磨数据根据导水机构实际加工、预装尺寸确定,消除了部分加工误差。所以座环现场打磨加工保证了导水机构安装质量,对导叶的端部间隙能很好的控制,对径向密封的密封效果有显著提高。为机组运行状态提供有力保证。
TK730.3+13
B
1672-5387(2013)02-0040-03
2012-12-27
焦宝林(1971-),男,从事机电安装技术及管理工作
