无后座力高速摇振箱在改善纸张性能上的应用
2013-01-12樊慧明徐镔烽刘建安
樊慧明 徐镔烽 刘建安
(华南理工大学制浆造纸工程国家重点实验室,华南理工大学造纸与污染控制国家工程研究中心,广东广州,510640)
从工艺角度来说,网部摇振设备是现代纸张生产中所用到的一种有效手段。普通的网部摇振系统通过摇振箱把振动传递给网案,其频率和幅度都有限,故对中高速纸机的作用效果不明显,而且还在垂直方向产生振动,严重时引起跳浆,此外,由于振动时机械磨损加快,易造成车架、弹簧钢板断裂,影响生产[1]。华南理工大学在借鉴国外先进技术基础上自主研发的无后座力高速摇振箱成功地解决了上述问题,使最高摇振频率和最大振幅分别达到600次/min和25 mm,达到了国际先进技术——DuoShakeTM胸辊摇振系统的水平[2]。本文通过分析使用华南理工大学研发的无后座力高速摇振箱摇振前后所生产的纸张的相关物理性能,阐述了无后座力高速摇振箱在改善纸张匀度和纸张纵横向强度差中的作用。
1 无后座力高速摇振箱的工作原理及优点
无后座力高速摇振箱由齿轮箱、外箱体、摇振杆、底座、伺服驱动系统和润滑系统组成。摇振杆一端通过法兰与齿轮箱相连,连接部位位于齿轮箱的中间,摇振杆的另一端通过推力轴承与胸辊轴相连;伺服驱动系统包括两台伺服电机;齿轮箱内设置有齿轮、偏心块和固定块,伺服电机带动齿轮转动;齿轮组运转时只产生水平方向的力,垂直方向的力完全抵消,从而不会对摇振箱基础及胸辊装置产生损坏作用。
无后座力高速摇振箱按物理重心原理工作,保持同一系统中运动的几部分质量共同的重心不变;在同一传动装置壳体内,使重心只能沿胸辊轴向移动,来达到普通振动器无法达到的振动频率和振幅。摇振振幅和频率取决于被摇振物体的质量,根据每台纸机的操作特点,摇振振幅和频率能在生产过程中根据需要无级调整。图1为华南理工大学研发的无后座力高速摇振箱,图2为无后座力高速摇振箱工程图。
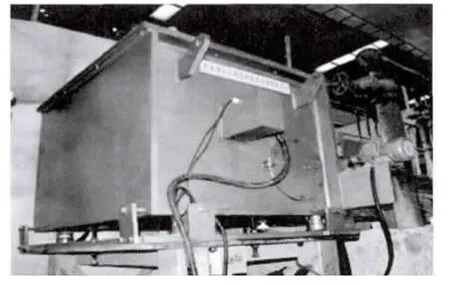
图1 无后座力高速摇振箱
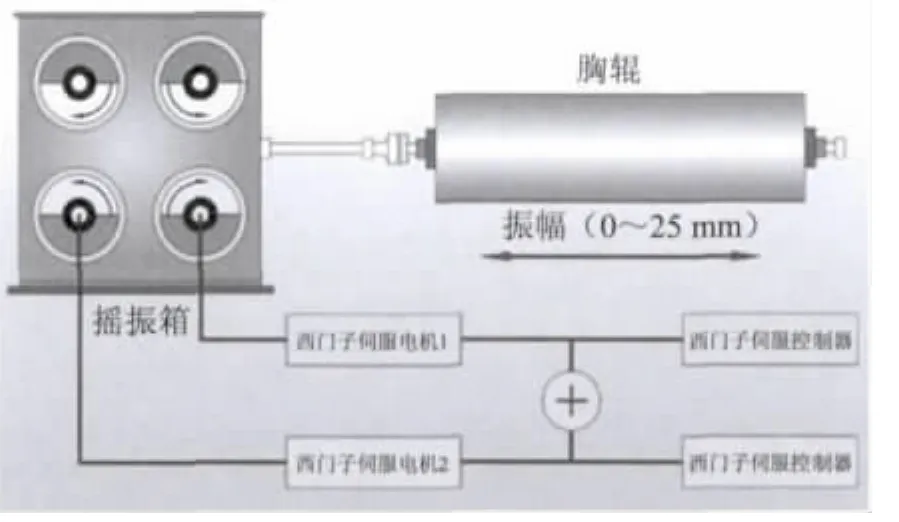
图2 无后座力高速摇振箱工程图
通过直接在胸辊轴向安装一台无后座力高速摇振器,使胸辊在轴向进行高频率地往复振动,从而带动成形网振动。根据网速的变化,摇振系数自动调整振幅和频率,使上网浆料纤维能够分散排列,降低絮凝的概率。上网浆料纤维刚着网还未脱水就受到摇振,纤维被分散,且呈横向排列趋势,这样得到的纤维排列比摇振前或未进行摇振的纤维更加无序,从而形成更好的交织。纤维的均匀分散使成纸匀度得到了提升,同时,纸张的纵横向强度差得到了有效的降低。
无后座力高速摇振箱具有以下特点:①摇振时摇振箱内齿轮重心不变,因此无后座力,对安装的基础要求不高,对纸机网部设备的运行无影响,由于齿轮啮合稳定,所以振动极小,寿命长,维修少;②摇振频率最高达到600次/min,摇振幅度为0~25 mm,且能根据纸机的运行特点,随时无级调整摇振的振幅和频率;③适合于中高速纸机成纸时改善匀度的需要,大幅改善纸张匀度,改善纸张的纵横向强度差,降低横向伸缩率;④使用西门子的PLC控制系统、电机控制系统及电机,控制精准、性能稳定。
2 试验设备及试验所用纸张
试验涉及的无后座力高速摇振箱为华南理工大学设计生产的摇振设备,其最高频率可达600次/min,振幅范围为0~25 mm。试验所采取的纸张均来自河南天邦集团纸业股份有限公司。
为方便下文内容,本试验对所用纸张进行分类和简称,对比了纸张生产中不同车速、定量下,摇振前后纸张的匀度及强度变化。表1为各系列纸张摇振参数表。

表1 各系列纸张摇振参数表
3 测量结果及分析
由于是在生产现场的实际运行情况,当频率和振幅过高时,会使纸张的横向强度不断提高,再继续提高摇振强度,则会降低纵向强度,直到纵横向强度比小到1∶1的程度,因此,按照纸张特性的要求,不宜在过高的摇振频率和振幅下运行。本试验取自正常连续生产时的一些纸张和生产数据进行分析。
3.1 匀度结果及分析
采用法国2D LAB F/SENSOR尘埃匀度仪测得各纸张匀度,结果如图3所示,其数值越小说明匀度越好。
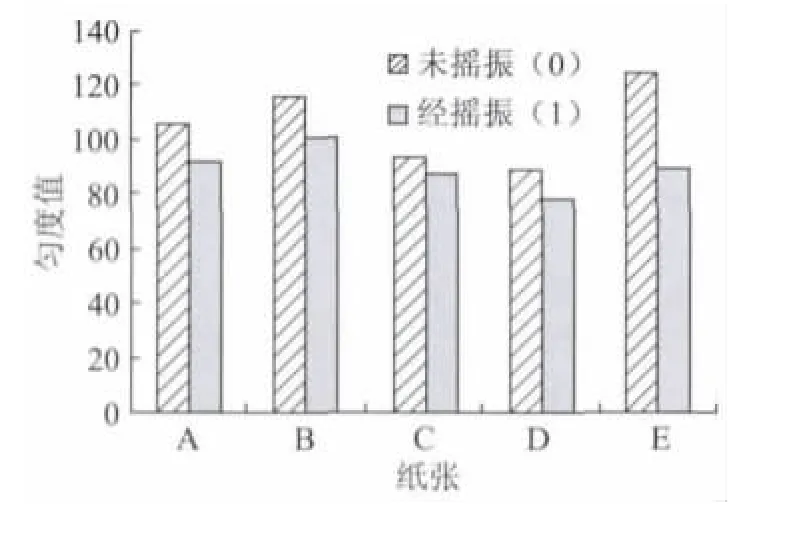
图3 摇振前后不同纸张的匀度差异
在图3中,经无后座力高速摇振箱摇振生产的纸张 (即A1、B1、C1、D1、E1)与以相同车速生产相同定量但未经摇振的纸张 (即 A0、B0、C0、D0、E0)相比,匀度值分别减小了14.88、15.40、5.44、10.64和34.57,分别较未摇振生产的纸张降低了14.0%、13.3%、5.8%、12.0%和27.7%。虽然对不同纸种改善的匀度量有所差别,但就定性上而言,无后座力高速摇振箱的摇振作用可以改善纸张的匀度。除了C系列纸张外,其他纸张匀度改善的幅度均大于10%,尤其是E系列纸张更是达到27.7%。这说明无后座力高速摇振箱摇振可以有效地提高纸张匀度。无后座力高速摇振箱纸机能有效地提高纸张匀度,可以从以下两点进行解释[1]:①上网浆料纤维刚着网还未脱水就受到摇振,纤维被分散,且呈横向排列趋势,这样得到的纤维排列比摇振前或未经摇振的纤维更加无序,从而形成更好的交织;②无后座力高速摇振箱在网部摇振产生横向剪切作用,剪切作用衰减后的微湍动能有效地分散纤维絮聚,使纸浆在过滤时的均匀分布效应更加突出,纸张匀度变好。试验所测结果亦证明经摇振生产的的纸张具有更好的匀度。
3.2 抗张强度结果及分析
采用瑞典L&W CE062抗张强度测试仪分别测量摇振前后生产纸张的纵横向抗张强度。摇振前后不同纸张纵向、横向抗张强度及其纵横向强度比如图4、图5和表2所示。
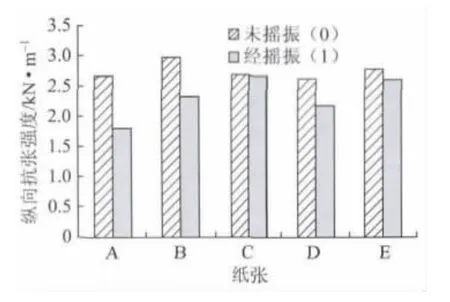
图4 摇振前后不同纸张纵向抗张强度
从图4可知,经无后座力高速摇振箱摇振生产的纸张比未经摇振生产的纸张在纵向抗张强度上会有所降低。其中A、B、C、D和E系列纸张纵向抗张强度分别从2.67、2.98、2.71、2.65和2.80 kN/m降到1.81、2.35、2.68、2.18和2.62 kN/m,分别降低了32.2%、21.1%、1.1%、17.7%和6.4%。由此可知除了A、B两系列的纸张,在摇振后其他 (即C、D、E)纸张纵向抗张强度减少的都相对较小。说明无后座力高速摇振箱的摇振作用会使纸张的纵向抗张强度降低。这是由于未经摇振生产的纸张成形时大部分纤维呈纵向排列,此时纸张的纵向抗张强度好,经摇振后纤维实现更多的无序排列,从而使纸张的纵向强度有所降低。
图5为摇振前后不同纸张横向抗张强度的情况。由图5可知,经无后座力高速摇振箱摇振后生产的纸张横向抗张强度有了明显的提高,A、B、C、D、E系列纸张的横向抗张强度分别从1.09、1.50、1.70、0.88和1.32 kN/m提高到1.71、1.67、1.93、1.42和1.67 kN/m,分别提高56.9%、11.3%、12.4%、61.4%和26.5%。由此可知,无后座力高速摇振箱的摇振作用可以明显提高纸张的横向抗张强度,尤其是A、D两系列纸张,可以提高50%以上,这是因为经摇振后上网的纤维实现了更多的无序排列,使之在横向上纤维的相对数量增加。相对纵向抗张强度的减小,横向抗张强度的提高更加明显。根据所测数据计算得出摇振前后不同纸张纵横向抗张强度比,如表2所示。
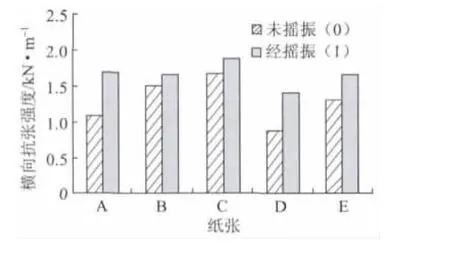
图5 摇振前后不同纸张横向抗张强度

表2 摇振前后不同纸张纵横向抗张强度比
从图4和图5可知,无后座力高速摇振箱的摇振作用降低了纸张的纵向抗张强度,提高了纸张的横向抗张强度,且提高横向抗张强度比降低纵向抗张强度明显。从表2可知,无论是哪一系列的纸张,在经无后座力高速摇振箱摇振后,其抗张强度纵横向比都减小,除C系列纸张外,其他系列纸张在抗张强度纵横向比的降幅都较大。这说明经摇振后生产的纸张抗张强度的纵横向差减小,这有利于提高纸张的物理性能。
3.3 耐折度结果及分析
采用美国MIT/U213耐折度仪测量摇振前后生产的不同纸张纵横向耐折度的情况,结果见图6、图7和表3。
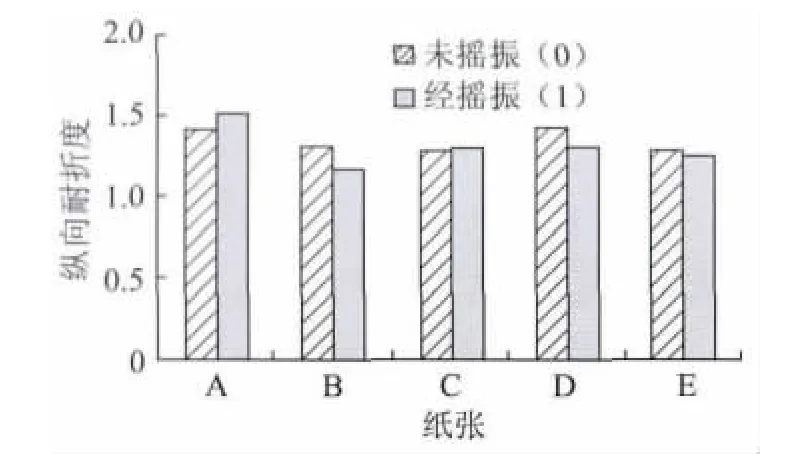
图6 摇振前后不同纸张纵向耐折度
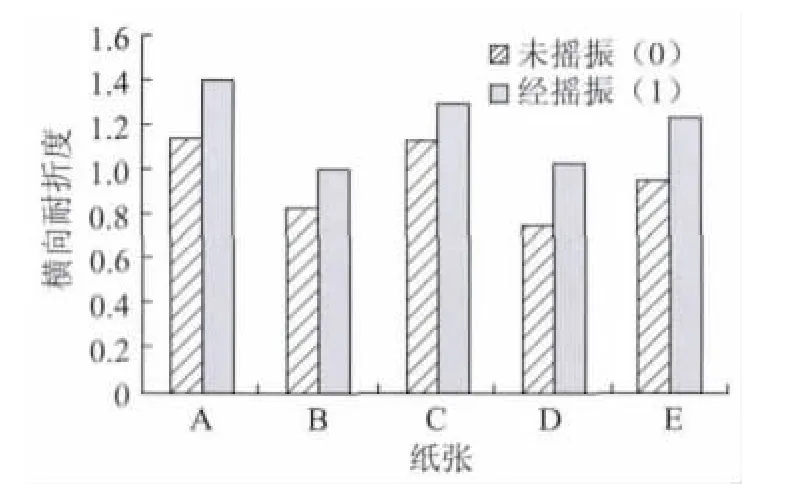
图7 摇振前后不同纸张横向耐折度
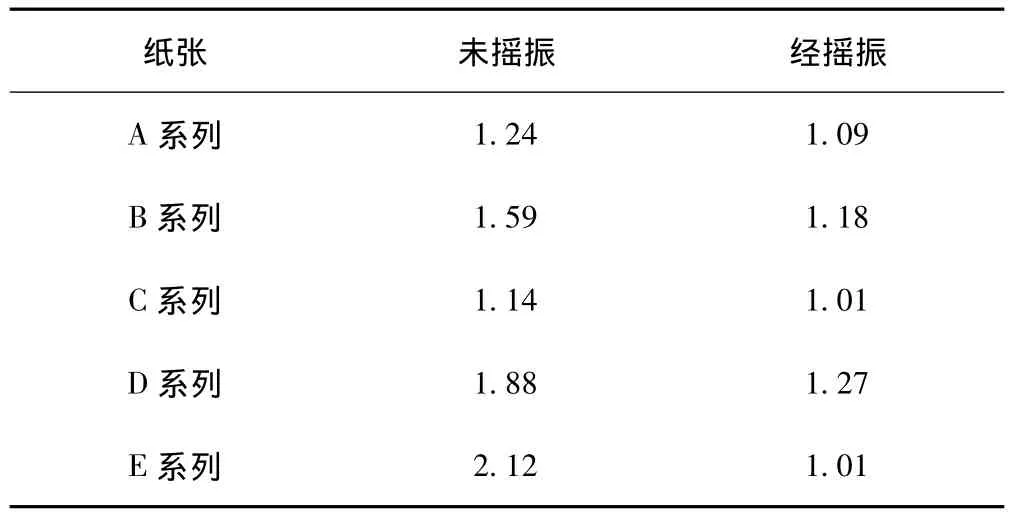
表3 不同纸张耐折度纵横向比
在进行耐折度测试时,由于耐折度检测的影响因素较多且复杂,每个检测值之间的差异较大,往往存在成倍数的差别,试验结果按国际标准及现行的国家标准规定用以10为底耐折次数的对数来表示纸张的耐折度[3]。图6和图7也对测试数据进行了取对数处理。由图6和图7可知,经无后座力高速摇振箱摇振,生产的A和C系列纸张的纵向耐折度有所提高,B、D和E的纵向耐折度有所下降。但是无论提高还是下降,它们之间的差值都不大,这与纸张纤维的复杂分布有所关联。由图7可知,经摇振生产的所有纸张的横向耐折度都明显增大,取对数后的耐折度分别从 1.14、0.83、1.14、0.76 和 0.96 增 至 1.41、1.00、1.3、1.04和1.05。这是由于纸张耐折度除取决于纤维的平均长度和强度外,还决定于纤维间的结合强度、交织情况和弹性[3]。无后座力高速摇振箱的摇振作用使纤维之间得到更好的分散和交织,特别是在横向上,摇振作用使得纤维在成形过程得到更多、更好的交织分散,故而能使横向耐折度得到明显的提高。
根据图6、图7各系列纸张纵横向耐折度数据计算得出不同纸张耐折度纵横向比见表3。由表3可知,经摇振生产的所有纸张所对应的耐折度纵横向比都有所下降,且耐折度纵横向比接近于1,符合理论上的认知。这也说明无后座力高速摇振箱的摇振作用可以有效地降低纸张耐折度的纵横向比。
4 结论
华南理工大学研发的无后座力高速摇振箱的摇振作用可以有效改善成形纸张的匀度,降低纸张的纵横强度差。试验结果表明,经摇振生产的纸张抗张强度和耐折度纵横向比都比未摇振生产的纸张纵横向比小,这说明无后座力高速摇振箱的摇振作用使成形纸张在横向方向的纤维分布相对增加,从而使纸张横向抗张强度和耐折度都得到提升。
[1] LI Song-nian.Dealing with the Fatigue and Damage of Fourdrinier Shake's Support Plate Spring[J].China Pulp & Paper,1991,10(5):45.李松年.长网造纸机成形网摇振装置支撑板簧疲劳折损问题及解决方法[J].中国造纸,1991,10(5):45.
[2] Li Haiming.The breast roll shaking system of DuoShakeTM[J].Paper Chemicals,2010,22:64.李海明.DuoShakeTM胸辊摇振系统[J].造纸化学品,2010,22:64.
[3] Lu Qianhe.Papermaking Principle and Enginering[M].Beijing:China Light Industry Press,2008.卢谦和.造纸原理与工程[M].北京:中国轻工业出版社,2008.