味精企业清洁生产与审核
2013-01-06
(中国食品发酵工业研究院 北京 100102)
目前,味精行业正通过清洁生产推进产品绿色化进程,实现资源利用效率最大化,废水与废物产生量与排放量最小化,以提高市场竞争能力。
1 味精清洁生产基本情况
味精生产主要采用以发酵为主的各种单元操作,这些操作将大量地使用原材料与耗能,并产生大量的冷却水、二次蒸汽、洗涤水,同时,生产工艺中有些工序有废弃物、废水排出。大力提高味精生产资源与能源的利用效率,以及搞好综合利用和废水治理正是清洁生产与审核应迫切解决的问题。
“发酵工业‘十二五’发展规划”显示,2006年到2010年,生产一吨味精的水耗从105吨下降到85吨(先进企业为50吨)、综合能耗从1.9吨下降到1.69吨标煤(先进企业为1.55吨),分别下降了19%、12%。这些主要技术经济指标及其下降充分说明,先进生产企业与一般生产企业有很大差距,一般企业进行清洁生产潜力很大,而先进企业也有一定潜力。
2 清洁生产主要的评审标准与依据
味精企业清洁生产主要包括节水、节电、节能,节约原材料,搞好废弃物综合利用和废水治理,加强生产组织与管理。
清洁生产和审核要将企业主要技术经济指标同比国家有关标准与要求,以找出差距与目标。目前,国家发布与制订的与味精行业清洁生产有关的标准与要求主要有五个,可以作为企业清洁生产的依据。一个是国家发展改革委发布的“发酵行业清洁生产评价指标体系”(2007年41号公告),该指标体系提出了味精行业被评估各项指标的权重值和基准值(见表1),通过计算与评分,即能得出考评企业实施清洁生产的绩效;一个是环境保护部发布的 “味精行业清洁生产标准”(HJ444—2008),该标准将指标要求分为三个级别指标(国际先进、国内先进、国内基本),数据见表1;另一个是工业和信息化部发布的“聚氯乙烯等17个重点行业清洁生产技术推行方案”(工信部节[2010]104号)中味精行业部分,提出到2012年该行业主要消耗指标(单位产品耗粮、取水、耗电、耗标煤、废水量)应达到的指标(见表1);再一个是工业和信息化部发布的“味精行业节能减排先进适用技术指南”(工信部联节[2012]434 号),该技术指南将主要消耗指标分为国内准入、国内一般(即国内基本)、国内先进、国际先进四档(见表1)。还有一个是环境保护部早已发布的“味精工业污染物排放标准”(GB19821—2005),该排放标准规定了企业水污染物排放标准,化学需氧量(COD)、生化需氧量(BOD)、氨氮分别为200(mg/L)、80(mg/L)、70(mg/L),允许吨产品排水量为 150[m3/t],目前正在对该“标准”进行修订。五个标准与要求的制订由于处于不同时间与背景,因此有差别甚至有很大差别(见表1),但仍可作为清洁生产与审核的参考依据,引用时应说明具体来源与使用情况。
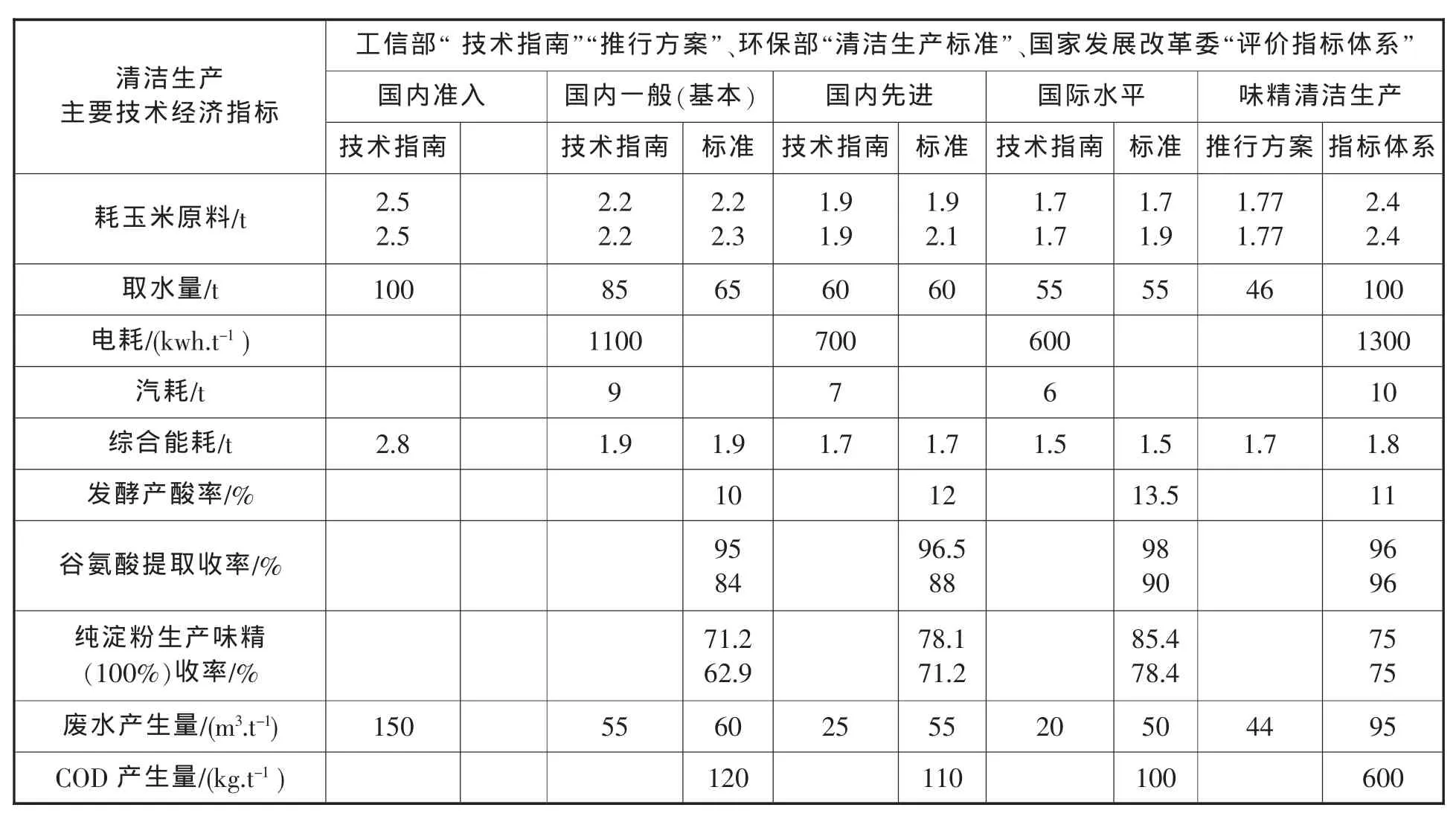
表1 与味精清洁生产有关的标准与数据
表1中:“发酵行业清洁生产评价指标体系”“味精工业清洁生产标准”对淀粉渣生产饲料、味精菌体蛋白生产饲料、味精发酵废母液综合利用率、冷却水重复利用率、炉渣综合利用率的回收利用提出了定量指标(100%)要求,还对原辅材料、生产工艺与设备、环境管理体系等提出了要求。
3 味精清洁生产能耗测试关注点
味精企业清洁生产与审核要进行能耗测试,以确定生产每吨产品和综合利用产品能耗。拟应根据水表、电表、蒸汽表实测,并采用估算、计算确定每种产品能耗,特别是要关注耗能大的工艺与设备。
从表1可以看出,生产每吨味精产品汽耗很大,占综合能耗的85%以上,清洁生产与审核尤其要予以关注。除核算淀粉乳、糊化、糖化、浓缩、结晶、干燥工艺,以及生产综合利用产品的蒸气消耗外,关注二次蒸汽汽化热回收工艺、回收率、经济效益是至关重要的。二次蒸汽汽化热量可用这些工艺的料液蒸发量与温度,查饱和水蒸汽表计算求得,二次蒸汽回收利用率与经济效益应是味精清洁生产审核重点,它反映了节约能耗、水耗的潜力。
物料衡算确定的每吨味精产品能耗可与前述国家有关标准和数据比较,而综合利用产品与废水治理能耗在味精清洁生产各种标准尚未有反映,因此可同比其他企业和行业。
4 味精清洁生产的高中费方案
味精企业清洁生产是要引进多项新工艺、新技术达到国家有关部门提出的节水、节能、减排、综合利用、废水治理的目标,评审最后阶段要提出“高费与中费方案”,以申报各类项目获国家与地方支持。纵观味精企业清洁生产,主要方案应为:
(1)全闭环湿法粉碎生产玉米淀粉并联产玉米油、蛋白粉、饲料。
(2)高性能温敏型谷氨酸生产菌发酵生产谷氨酸工艺。
(3)浓缩连续等电点转晶工艺提取谷氨酸。
(4)浓缩与结晶工艺、糊化与糖化工艺和冷却工艺、干燥工艺回收二次蒸汽汽化热热量.如玉米浸泡水、发酵废母液、离交流出液、结晶母液的浓缩,糊化(包括真空冷却)与糖化工艺和干燥工艺产生的二次蒸汽,采用二次蒸汽再压缩技术(MVR,TVR),将加压后二次蒸汽继续用于料液加热,不再使用或少使用新鲜蒸汽。
(5)发酵生产蒸汽余热梯度利用。
(6)味精生产有机气溶胶烟气治理。
(7)综合废水处理工艺与技术改造。
味精生产高浓度有机废水必须采用浓缩干燥工艺生产有机复合肥料,不能进入生化处理。综合废水只应包括各种浓缩工艺与结晶工艺冷却水、离交工艺处理水、各种洗涤水与冲洗水,COD浓度为 5 000~8 000 mg/L,氨氮浓度为 150~400 mg/L。为达到 “味精工业水污染物排放标准”(GB19431—2004),综合废水可采用二级或三级生化 (一级厌氧与一级好氧或一级厌氧与二级好氧)工艺处理,厌氧消化液与低浓度废水可用好氧工艺处理后达标排放,该工艺应注意氨氮的氧化时间。目前,味精工业水污染物排放标准已提出氨氮排放标准(70 mg/L),而即将发布的修订版除提出氨氮外,还增加了总氮、总磷指标。为达到修订版要求,严格达标排放,拟改造原处理工艺,增加深度处理工艺。
(8)废弃物再利用生产产品。
(9)糖化与发酵车间微机控制改造。
(10)应用电机变频控制技术,控制系统采用PLC自动控制。
各类水泵、电机、空压机、风机等用电设备采用变频恒压PLC自动控制,节电20%。
(11)原煤贮存系统,改造为封闭储存。
原煤贮存改造为封闭系统并添置喷洒抑尘剂设备,减少原煤储存过程的损失,以及粉尘污染环境。
(12)合理利用水、冷却水与CIP清洗技术。
(13)再生水生产与使用。
5 味精清洁生产拟应大力回收二次蒸汽
目前大部分味精企业二次蒸汽(浓缩、糊化、糖化、真空冷却、结晶、干燥等工艺)并不回收,回收企业的二次蒸汽利用工艺并不先进,拟应重视回收二次蒸汽汽化热,清洁生产审核要高度关注。
根据节水节能要求,为更好地利用二次蒸汽汽化热(热焓),使其成为有用的热能,可采用蒸汽压缩机(即MVR),它可在常压、正压、负压下,吸入饱和水蒸汽,经压缩后的蒸汽成为该压力下饱和蒸汽继续用于加热工艺,浓缩工艺的单效蒸发器与热泵即可组合成节能的加热系统。液化完成后的醪液冷却可采用真空冷却工艺,为回收由此产生的二次蒸汽,可采用真空热泵(MVR)或热压蒸汽再压缩热泵(TVR)进行压缩,即由真空罐与压缩热泵或蒸汽喷射热泵 (高压蒸汽进入该热泵并吸入二次蒸汽混合后再行使用)组成一个二次蒸汽回收系统。糊化、结晶、干燥工艺产生的两次蒸汽均可采用压缩机(MVR)或喷射器(TVR),使二次蒸汽汽化热量得到全部回收。以蒸发器—热泵蒸发一吨料液为例,耗水0.1 t、耗电30 kwh、耗汽0 t计算,该系统综合能耗可节约标煤80%以上,其节能效果是明显的。“味精行业节能减排先进适用技术目录”(工信部联节 [2012]434号)提出,“机械式蒸汽再压缩技术”在“十二五”期间推广比例将达到70%以上(原为10%),可见潜力巨大。
“机械式蒸汽再压缩技术(MVR、热泵)”已列入“国家重点节能技术推广目录(第三批)”(国家发展改革委,2010年33号公告)。工业和信息化部发布的“轻工行业节能减排先进适用技术目录”(工信部联节[2012]434号),其中发酵行业部分有“机械式蒸汽再压缩技术”。2013年4月,国家发展改革委主持的“节能技术改造财政奖励项目”评审,全国25个食品项目,其中有6个项目是采用热泵技术达到国家规定的节能量 (年节约标煤5000 t),争取国家财政奖励(节约一吨标煤一次性奖励240元或300元)。味精生产企业,可将热泵技术应用于浓缩等工艺的两次蒸汽再利用,大量的节能节水,并可作为清洁生产审核高费项目按要求向国家有关部门审报预算内节能节水项目、节能节术改造财政奖励项目及清洁生产、循环经济等项目,以获支持。
