EPC对边系统在首钢平整分卷中的常见故障及处理方法
2013-01-01黄雪岩
摘 要:介绍了EPC纠偏系统的硬件组成、原理、对边方式及常见故障处理方法
关键词:EPC纠偏系统 常见故障 位移传感器 对边方式
中图分类号:TG333 文献标识码:A 文章编号:1672-3791(2013)01(c)-0106-01
首钢京唐公司热轧平整分卷生产线,具有较高的生产工艺和先进的自动化控制化水平,平整机组不仅能提高板材表面质量和板型,改善板材的机械性能,也可以作为钢卷分切线使用,满足各类用户的需求。机组最高的设计工作速度600 m/min,年生产能力达到100万吨。如此高速的生产线,带钢在运行过程中偏离机组中心线可能会造成设备的损坏及人员的伤害, 因此必须有一个可靠的纠偏系统,才能保证生产质量和产量,首钢京唐平整分卷生产线采用的是德国EMG公司的CPC(Center Position Control)对中及EPC(Edge Position Control)对边纠偏系统,本文仅对EPC对边纠偏系统的常见故障及处理方法简要说明。
1 EPC纠偏系统的硬件组成
EPC对边系统由一套光电探测头定位器通过对带钢边缘位置的跟踪,使板带边缘对准一点卷取,并通过CANBUS总线与其自带处理器进行检测纠偏等控制,达到板带卷一边平齐的目的。
2 EPC纠偏系统的原理:
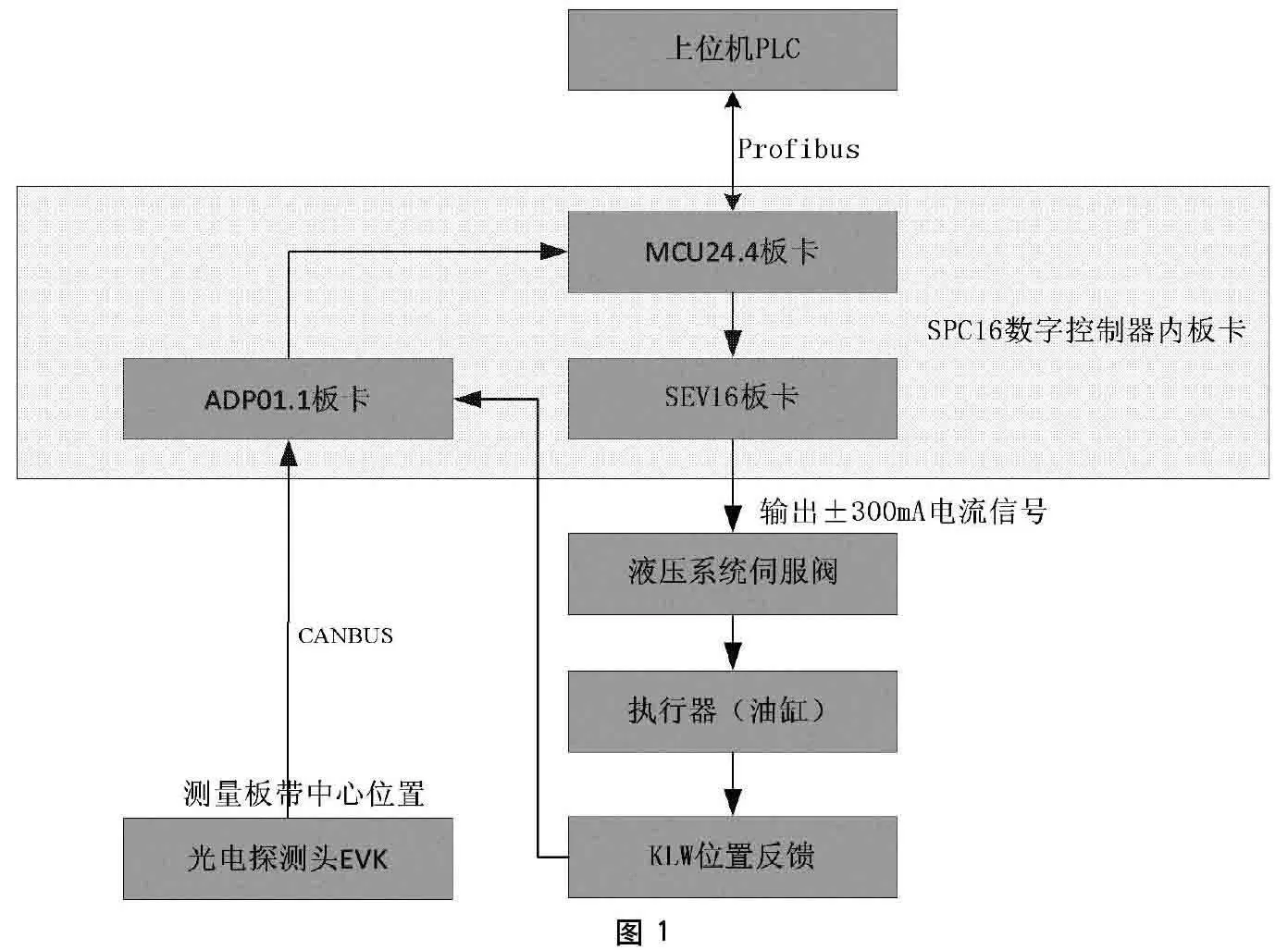
EPC对边系统与生产线PLC通过Profibus-DP总线进行通信控制。EPC对边系统内部利用光电探头EVK检测板带边缘来测量板带位置,通过CANBUS总线将其传送到ADP01.1板卡转换成数字信号后传送至MCU24.2板卡进行信号处理计算,终端伺服放大器输出±300 mA电流信号来控制伺服阀,通过伺服阀控制油缸动作,由KLW线性位移传感器检测油缸行程,并反馈到MCU24.2中进而进行差值计算,形成一套完整的闭环控制系统,达到对边效果(如图1)。
卷曲机卷筒的轴向移动对边的投入是通过上位机PLC向CPC系统发送相应的指令信号、EPC系统根据指令控制伺服阀来实现。
3 EPC对边系统分为以下两种对边方式
3.1 自动对边方式
带钢的对边控制在自动方式下运行,此时,EPC系统根据带钢的边沿检测信号移动卷筒,使其边沿始终对齐初始位置。EPC进行纠偏控制时的液压缸调节行程范围-100~+100mm,当到达某一侧的极限位置时,停在该极限位置处;如果带钢偏离量超过调节范围,给出报警信号。卷取过程中,可以手动投入或解除自动对边偏控制。
3.2 手动对边方式
手动方式用于除对中控制外的其它需要移动卷筒的情况。手动方式下卷筒的移动可单独手动点动操作,也可在联动上卷或卷曲机复位时自动起动。经过长时间对EMG纠偏系统的学习和维护,结合EPC对边系统工作原理,总结出以下常见故障及处理方法。
3.3 常见故障及处理方法
(1)EMG纠偏系统断电检修后,数字式控制器SPC16无ready信号导致EPC对边系统无法启动的故障是比较常见的。首先检查高频交变光源发射器LIC1075的反馈信号是否正常,夏季高频交变光源发射器停电后重新恢复到工作状态的时间约为30 min,冬季恢复时间要更长一些,约为40 min。高频交变光源反馈正常后,检查系统电源,和所有板卡。更换板卡时要注意,所更换板卡拨码与原板卡拨码位置一致。检查CANBUS终端电阻及插头是否牢固,重新启动数字式控制器SPC16。
(2)光电探头EVK能正常接收高频交变光源是保证EPC对边质量的基础,但是由于现场环境等原因经常会造成光电探头表面脏,要定期用镜头擦拭纸对镜头进行擦拭,随时清理光源发射器。首钢京唐平整分卷清理光源的方法是操作人员手动擦拭光源发射器,但是由于光源距地面有一段距离,很容易造成人员坠落的危险。加入一组自动吹扫装置,能完美解决这一问题,每完成一次过卷后由PLC系统给自动吹扫装置发送吹扫指令达到清洁光源的目的。
(3)由于现场震动等原因两个光电探头的角度会发生变化。维修时通过ECU01操作面板观察两组测量探头的反馈数据,如测量探头测量值点数小于10000,参考探头点测量值数小于5000,则需要重新标定探头保证生产质量。
(4)线性位移传感器KLW300.012可以记录执行器的位置,发送给位置控制器的信号可用于手动模式和自动模式的控制。但其经过长时间的运行后,由于机械损坏等原因,会导致测量数据不够精确或数据跳变等情况,解决这种问题需要对其进行更换。更换时需要对其进行重新标定,才能达到生产工艺要求,总结具体的标定过程如下。
(1)首先,确定机械安装是否达到要求,必须水平安装并与液压缸平行,KLW行程必须大于液压缸机械行程。
(2)将SPC16中ECU01调到“手动”模。式
(3)设置P008(cylinder stroke)参数为300mm。
(4)通过ECU01手动控制伺服阀使液压缸移动到中心位置,位移传感器行程与液压缸行程相对应。观测M006(actual position cylinder)的值是否为0.0 mm,如果不是则需要移动位移传感器。
(5)手动将液压缸移动50.0 mm关闭液压系统使其保持静止,调节P006(scaling stroke transducer cylinder)参数,使M006(actual position cylinder)参数的值为50.0 mm。
5 结语
通过对故障的快速处理,不断的对设备参数进行优化,使得EPC对边纠偏系统在首钢平整分卷机组能够更稳定的工作,保证了设备的稳定运行和控制精度,提高了带钢的卷形质量,减少了故障停机时间,使生产线能够连续、稳定生产。