超轻泡沫金属材料的研究进展
2012-12-22韩福生
韩福生
(中国科学院 固体物理研究所, 安徽 合肥 230031)
2009年 “第六届多孔金属及泡沫金属国际会议”于9月1日至9月4日在斯洛伐克首都布拉迪斯拉法举行.作为多孔金属及泡沫金属领域最重要的学术会议,本次大会共吸引了来自26个国家约170名代表.在国家“973”计划课题的支持下,笔者作为仅有的4名中国代表之一参加了本次会议.通过与国内外同行的切磋与交流,对泡沫金属材料的发展现状与趋势有了较为直观的了解,也对该材料在我国的发展前景产生了一些联想.本文仅就本次会议报道的国外相关研究进展作简要介绍,以求对国内相关领域的发展提供参考.
会议围绕着世界多孔金属及泡沫金属研究的最新水平开展了以下5个专题讲座:
1) 泡沫物理.气泡形核、生长、聚集和稳定化的物理机制.
2) 制备技术.泡沫铝及其他多孔金属的制备技术,加工参数对结构及性能的影响.
3) 结构与性能表征.孔形貌、微观组织及性能的多尺度表征.
4) 数值模拟.结构演化及相关性能模拟.
5)实际应用.挑战性的应用研究与案例分析.
这些方向涵盖了有关超轻多孔金属材料基础研究和应用研究的主要内容,基本代表了目前本领域的研究热点和前沿.
1 泡沫物理
通过发泡技术(熔体直接发泡或粉末熔化发泡)获得的闭孔泡沫金属毋庸置疑是最重要的超轻金属多孔材料.但是,由于发泡过程的复杂性,特别是气泡在温度场和流动场作用下,发生的聚集、排液和破裂对最终孔结构影响的随机性,使其在可设计性、可控性及一致性等方面存在较大的不足.因此,深入了解金属发泡过程中的气泡生长热力学和动力学原理,掌握气泡运动、演化、交互作用规律及其对冶金过程的依赖性,对于解决这些工艺问题是极为重要的.
为了澄清这些问题,J.Banhart[1]小组利用X射线同步辐射技术原位观察了气泡在熔体中的形成和演化过程,并对泡沫膨胀、聚集及密度分布等进行了定量分析.快速同步辐射X射线(fast synchrotron radioscopy)拍摄的释压过程中气泡的聚合过程如图1 所示.
研究表明,当气泡产生以后,即使降低熔体温度,泡沫仍将在一定时间内保持膨胀体积不变.这说明当温度(或粘度)适当时,气泡是可以稳定存在的,熔体温度与膨胀率随时间的变化如图2 所示.

图1 气泡(圆圈内)的聚合过程

注:曲线1为温度变化曲线;曲线2为膨胀率变化曲线.图2 熔体温度与膨胀率随时间的变化曲线
在对比研究环境气氛对气泡稳定性的影响中,发现在空气中保温时(800 ℃),随时间延长,气泡膨胀率下降较为缓慢,而在氩气中保温时,气泡膨胀率达到峰值后即迅速下降,直至坍塌.表明在空气中泡沫较为稳定,这与空气中气泡表面存在较厚的氧化膜有关.
在发泡法制备泡沫铝的工艺中,目前使用的发泡剂仍以TiH2为主.因TiH2热分解温度低于铝合金的熔化温度,并且释氢速度非常快,致使气泡均匀化操作及生长过程控制非常困难.此外,TiH2价格昂贵,制造成本偏高,在一定程度上制约了泡沫铝的推广应用.因此,近年来对于新型的、成本较低的发泡剂的研究开始引起关注.J.Banhart小组系统研究了在不加发泡剂的情况下,气压对泡沫生长的影响,发现突然减小熔体表面的气压,将会诱导熔体发泡(pressure induced foaming).通过控制熔体温度和保压时间,则可改变泡沫铝(AlSi6Cu4)的密度和孔径,如图3所示.为进一步验证熔体表面气压的影响,该小组还利用欧洲空间局的抛物线飞行计划(parabolic flight campaign)进行了微重力条件下的发泡试验.结果表明,泡沫在微重力条件下生长时发生很强的吸液现象,泡沫密度随时间和高度变化基本保持不变,这与重力条件下的排液及沿高度方向存在明显密度差的现象形成了鲜明对比,如图4所示.

(a) 泡沫膨胀率 (b) 形貌图3 泡沫膨胀率及形貌随气压和温度的变化

(a) 微重力 (b) 1.8 g重力图4 微重力及重力条件下泡沫的形貌(AlSi6Cu4+0.6% TiH2)
2 制备技术
有关泡沫金属制备技术的研究在此次会议上依然是本研究领域的热点之一,其中提出了很有前景的新原理、新技术和新材料,这对加快泡沫金属的发展、拓宽其应用范围都具有深远的影响.
2.1 触变铸造技术制备异型泡沫铝部件
目前熔体发泡法制备的泡沫铝大多为方坯,经切割后成为板材.对于形状复杂的工件,只能通过机械加工或组装的方法成型.如果能在发泡过程中直接成型,将使泡沫铝生产效率更高,成本更低.
德国不莱梅大学、Fraunhofer研究所和柏林技术大学介绍了用触变铸造技术(thixocasting)制备泡沫铝的原理、材料结构及应用前景.他们将铝合金粉末和TiH2粉末经过混合后,升温至半固态,然后挤压注入铸型进行保温发泡,最后得到异型的泡沫铝工件.该工艺得到的发泡前铸件、发泡后工件及其孔结构分别如图5(a)、5(b)和5(c)所示[2].

(a) 发泡前铸件 (b) 发泡后工件 (c) 工件内部孔结图5 触变铸造工艺

(a) 1wt.%TiH2 (b) 1wt.%TiH2+1wt.%Al2O3 (c) 1wt.%TiH2+5wt.%Al2O3(3μm)图6 陶瓷颗粒对泡沫铝(AlSi11)膨胀量的影响
为了提高触变铸造后泡沫铝的膨胀量即孔隙率,降低排液量,分别从金属元素(In、Fe、Sb和Sn)以及陶瓷颗粒(Al2O3)对泡沫稳定化的影响进行了研究,发现陶瓷颗粒可以显著提高泡沫的膨胀率.颗粒越细小,泡沫稳定化程度就越高,如图6所示.这一现象的机制是,陶瓷颗粒不仅使熔体粘度增加,而且使液体流动通道曲率增加,从而使薄膜间的排液和破裂过程减慢.
2.2 非铝基泡沫金属的制备技术
为了提高泡沫金属在高温、重腐蚀、强冲击等苛刻条件下的服役性能,一些非铝基泡沫金属应运而生,如泡沫铜、泡沫镍、泡沫不锈钢以及泡沫非晶合金等.在本次会议上,英国诺丁汉大学的A.Kennedy[3]报告了用粉末浆料制备闭孔和开孔泡沫316L不锈钢的方法.其基本过程包括:
1) 制备浆料.将不锈钢粉末与适当比例的增粘剂(甲基纤维素)和分散剂混合、搅拌形成浆料.
2) 制备泡沫金属.泡沫金属结构有2种.
① 闭孔结构.在上述浆料中加入发泡剂(表面活性剂)并进行搅拌,此时浆料开始发泡,形成孔径为0.5~1.0 mm、密度为0.7~2.0 g/cc的泡沫.由于表面活性剂的作用,此时的泡沫具有很高的稳定性(>1 h);将泡沫化的浆料浇入铸型,于65 ℃保温约24 h,使浆料转变为凝胶;脱模后在1 150 ℃、75%H2/25%N2环境下进行烧结便得到具有闭孔结构的泡沫金属.
② 开孔结构.将网状PU泡沫浸入上述浆料,通过滚压将多余的浆料挤去;于65 ℃保温约24 h,使浆料转变为凝胶;于550 ℃保温将PU泡沫烧除;在1 150 ℃、75%H2/25%N2环境下进行烧结,即得到与PU泡沫结构基本一致的开孔泡沫金属.
这种方法最突出的优点在于泡沫化过程在常温下进行,因此过程与材料结构易于控制,操作简便.图7所示为该方法制备的两种孔结构的泡沫不锈钢.

(a) 闭孔 (b) 开孔图7 浆料法制备的闭孔和开孔泡沫316L不锈钢
多孔金属是一个很有前景的应用方向,是生物医学领域的矫形植体材料.基于生物和力学相容性的要求,目前,已发现金属钛和Ti-6Al-4V合金是最适宜的基体材料.此外,为保证生物骨组织在植体内的生长,还要求多孔金属具有较高的孔隙率(>60%)、较高的孔隙连通性、较小的孔径(100~400 μm)及整体力学性能的各向异性.为此,美国西北大学的D. Dunand[4]小组分别对定向凝固法及电化学溶蚀法制备柱状孔多孔钛的工艺进行了系统研究,并对所得材料的力学性能及宏、微观结构进行了表征.其中定向凝固法的工艺原理如图8所示,其典型组织和不同方向上的压缩应力应变曲线分别如图9和图10所示.
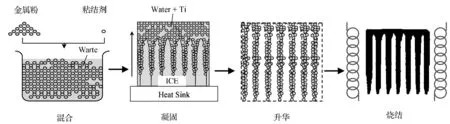
图8 定向凝固法制备柱状孔多孔钛的工艺图

(a) 组织Ⅰ (b) 组织Ⅱ图9 柱状孔多孔钛的典型组织特征

图10 柱状孔多孔钛不同方向的压缩应力应变曲线(Type1为纵向,其余为横向)
2.3 工业化生产技术
目前,国际上已有一些企业实现了大尺度泡沫铝规模化生产,如日本神钢钢线株式会社、奥地利Alulight AFS公司和美国ERG公司.前两者分别采用熔体发泡和粉末发泡技术生产闭孔泡沫铝,后者则采用熔模铸造法生产高孔隙率开孔泡沫金属.Alulight AFS公司的泡沫铝生产线及其产品[5]如图11所示.

(a) 泡沫铝生产线 (b) 泡沫铝夹心板 (c) 泡沫铝夹心板图11 奥地利Alulight AFS公司
3 结构与性能表征
3.1 结构表征
目前,表征泡沫金属宏观孔形貌和微观基体组织的主要手段是光学显微镜和扫描电镜.因视场广度和深度的局限性,这些方法还难以给出泡沫金属孔结构参数的全面信息.为此,国外一些研究单位已开始研究其他一些更具统计意义的表征方法.例如前述的德国J.Banhart小组所采用的X射线同步辐射技术,可在较大范围内实时观察泡沫的动态演化过程,如图1、图3和图4所示.该方法对于认识气泡演化规律、控制气泡生长过程具有非常重要的理论意义和实际意义.此外,美国西北大学的D. Dunand[4]小组通过层析X射线摄影技术,对多孔金属的三维结构进行了图像重构,不仅可完整地掌握有关孔形状、尺寸、连通性及取向等特征参数,而且可获得单位体积的孔表面积、孔表面取向正态分布和曲率分布等拓扑信息,为深入、全面分析多孔金属的性能特征及其机制奠定了基础.图12所示为柱状孔多孔钛的重构图像及相应的结构参数.

(a) 钛为实体 (b) 孔为实体
3.2 性能表征
泡沫金属作为一种很有应用前景的轻质结构材料,其力学性能无疑是最重要的性能参数.经过多年的研究,目前关于泡沫金属静态和动态力学性能的基础理论已趋于成熟,因此本次会议上有关泡沫金属力学性能的研究报道并不多.但值得关注的是,在本领域具有较高研究和应用水平的日本和德国已开始联合制定关于多孔和胞状金属压缩试验的国际标准:ISO/TC164 /SC2 N552,旨在满足此类产品工程设计的需要.在此之前,该两国分别于2008年9月和10月制定了相关的国标,即JIS H 7902和DIN 50134[5].
在所建议的国际标准中,首先对多孔和胞状金属的结构特征进行了限定,即孔隙率大于50%的闭孔泡沫、开孔泡沫和空心球泡沫3种类型,如图13所示,然后对压缩试样的几何形状、压缩试验的程序及压缩性能的定义做了规定.对于试样几何形状,该标准建议采用圆形或正方形截面的柱状试样,其直径或边长大于10倍孔径,高/宽(直径)比为1~2.对于试样基本压缩性能的定义如图14所示.

(a) 闭孔泡沫 (b) 开孔泡沫 (c) 空心泡沫图13 相关国际标准对多孔金属的分类
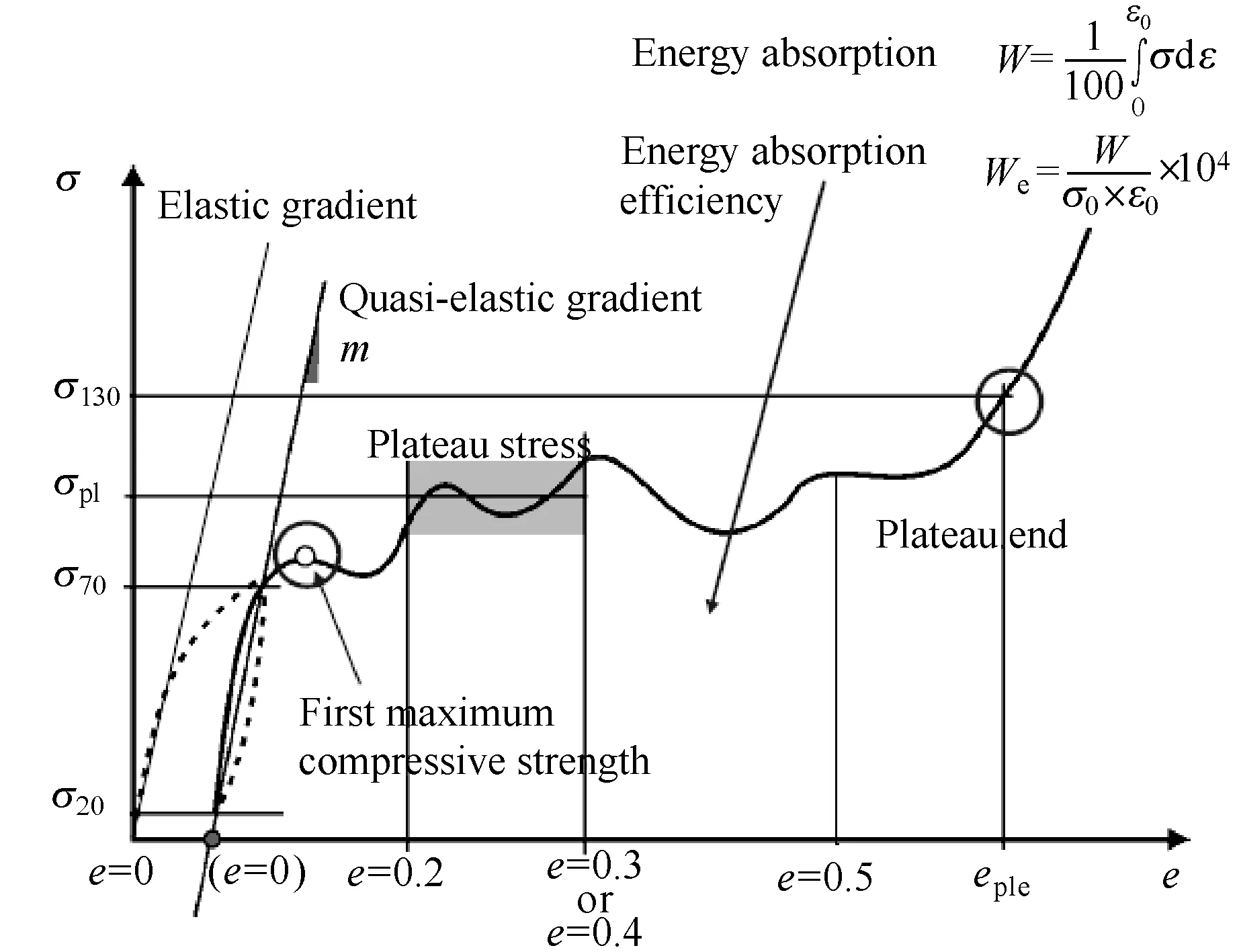
图14 对泡沫金属基本压缩性能的定义
目前我国还没有制定相关的标准,在对泡沫金属力学性能表征时尚缺乏统一的、严谨的限制条件,如试样几何尺寸与孔径的比例、压缩屈服应力的定义、平台应力及致密化起点的选取等.这些基本参数的不确定,给工程应用带来了诸多不便.因此,根据我国泡沫金属及相关产业的应用特点,尽快制定统一的并与国际通用标准兼容的力学性能表征方法是非常必要的.
4 应用研究的成果
泡沫金属由于基体和孔隙的耦合作用而表现出一系列优异的结构和功能特性,在诸多工业领域都有着潜在的应用需求.但是,由于在工业化生产技术、性能和成本等方面存在的局限性,实际应用的范围及数量仍非常有限.在本次会议上,德国、奥地利、美国等国的代表展示了一些用泡沫金属制作的工件,一些代表也针对具体行业的需求介绍了应用研究的成果.
4.1 车辆缓冲结构
奥地利Alulight 公司利用粉末冶金法生产出了异型结构的泡沫铝,用于奥迪Q7轿车上的安全分离网(位于后排座位与行李箱之间)、法拉利赛车Spider 430车架导轨以及西门子轻轨列车Combino的车头缓冲器.利用其低密度、高比强及高吸能性提高车辆的安全性[6].
4.2 轻质建筑结构
加拿大的一些泡沫铝生产商,如Cymat, ALCOA (aluminair)和AGS Taron,利用泡沫铝良好的力学、绝热、耐火及工艺等性能,将泡沫铝巧妙地应用于各类轻质建筑结构,如地板、天花板、装饰板等,使之不仅具有节能、环保及减重等功能,而且显示出独特的美感与现代化特点,如图15所示[7].

图15 泡沫铝在建筑装饰材料上的应用
4.3 军事装备
超轻泡沫金属具有非常突出的吸能缓冲、减震降噪性能,在各类军事装备中有着广泛的应用前景,如移动式营房、重装空投台架、导弹发射缓冲架、防爆罐等.奥地利Alulight公司设计了轻质陶瓷—泡沫铝—钢板复合装甲板,在坦克上使用可将应力波和爆炸压力衰减10倍以上[6],如图16所示.

图16 泡沫铝在轻质复合装甲上的应用
5 结论
随着我国航空航天、交通运输、国防、能源与环境等领域的快速发展,对超轻泡沫金属的供求矛盾日益突出,加快超轻泡沫金属基础理论、制备工艺与应用开发的研究步伐已成为研究单位和工业部门的广泛共识.通过多年的积累,我国在不同结构、不同基体超轻泡沫金属的设计、制备与应用等方面取得了可喜的进展,在相关高技术领域也得到了一定的应用并发挥了关键作用.但是,在材料结构可设计性、批量生产一致性控制等方面尚未取得实质性突破,距离广泛工业领域的要求还有很大差距.基于此,本文从“第6届多孔金属及泡沫金属国际会议”上的报告中选择了一些大家可能感兴趣的问题进行了简要介绍,以期对国内本领域的发展有所帮助.
参考文献:
[1] GARCIA-MORENO F, BANHART J. X-ray radioscopy method for metal foaming[C]// The 6th International Conference on Porous Metals and Metallic Foams. Bratislava:[S.l],2009.
[2] HAESCHE M, BAUMEISTER J, WEISE J, et al. Processing of foamable precursor materials using thixocasting-principles, properties and potential[C]//The 6th International Conference on Porous Metals and Metallic Foams. Bratislava:[S.l],2009.
[3] LIN X, KENNEDY A. Foam manufacture from metal powder slurries[C]//The 6th International Conference on Porous Metals and Metallic Foams, Bratislava:[S.l],2009.
[4] DUNAND D C. Titanium with elongated pores[C]//The 6th International Conference on Porous Metals and Metallic Foams. Bratislava:[S.l],2009.
[5] KANETAKE N, MIYOSHI T. NAKAJIMA H, et al. International standard for compression test of porous and cellular metals[C]//The 6th International Conference on Porous Metals and Metallic Foams, Bratislava:[S.l], 2009.
[6] GüNTER S, THOMAS H. Cellular metals in Europe[C]//The 6th International Conference on Porous Metals and Metallic Foams. Bratislava:[S.l],2009.
[7] LEFEBVRE L P. Status and recent developments on porous metals and metallic foams in north America[C]//The 6th International Conference on Porous Metals and Metallic Foams. Bratislava:[S.l],2009.
