ACS6000交流传动系统在铝冷轧机主传动中的应用
2012-12-21韦云松
韦云松
(广西南南铝加工有限公司,广西 南宁53003)
广西南南铝加工有限公司于从德国西马克公司引进一台2 800 mm六辊CVC不可逆铝冷轧机,该轧机是目前国内最大宽幅的铝冷轧机,轧制力最大达到32 MN,速度最高为1 200 m/min,主电机最大功率为9 000 kW,传动系统要求具有单机功率容量大、具有很高的动态响应速度、很大的过载能力和高精度的转矩速度控制。
本文以广西南南铝加工有限公司的西马克六辊CVC单机架冷轧机为例来介绍ABB ACS6000中压变频器在冷轧机主传动中的应用。主要介绍ABB ACS6000中压变频器在实际应用中的几个功能单元原理及其功能介绍。
1 2 800 mm单机架冷轧机介绍
2 800 mm单机架CVC六辊不可逆冷轧机在常温状态下,将合格的、材质为铝及铝合金带卷,经多道次不可逆冷轧,生产出满足厚度、品质要求的合格冷轧铝带卷。该冷轧机由1台开卷机、1台轧机和1台卷取机组成,如图1。
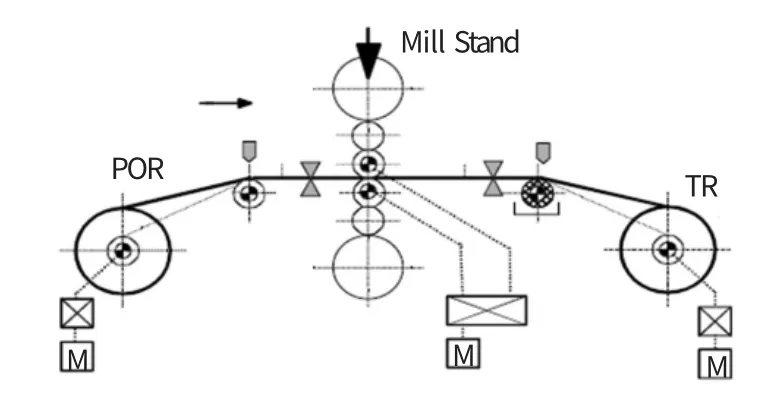
图1 冷轧机传动系统图
整个传动系统由一套ABB公司ACS6000中压多传动系统实现。在轧制过程中,卷取机处于电动状态,开卷机处于制动状态,制动产生的能量,通过公共直流母线传递到卷取机上,而无需电网的负担,从而降低了对电网功率的需求,电网的额定容量与独立的传动配置相比,降低了近50%。
该冷轧机装配有ABB公司的2×7MVA整流变压器,ABB公司的ACS6000中压传动变频器以及湘潭电机厂的交流同步电机,开卷电机功率为2 270 kW,主电机为9 000 kW,卷取电机为3 102 kW,目前在国内铝冷轧机中,装机功率最大。
2 ACS6000中压变频器介绍
在铝加工行业,轧机传动系统要求具有快速、平滑、精确地转矩控制,在整个速度范围内,具有瞬间高峰值的负载能力,而且要求具有静止状态时全扭矩可用。
ABB公司的ACS 6000变频器是采用模块化设计,分有线性供电单元(LSU)、有源整流单元(ARU)、逆变单元(INU)、电容组单元(CBU)、控制单元(COU)、水冷单元(WCU)等等模块,可以根据冷轧机的工艺要求和电机功率灵活组合配置,组成单电机传动、多电机传动、冗余传动和孪生传动共4种传动方式。而且ACS6000具有DTC(直接转矩控制)功能,可以实现高精度的转矩和速度控制,转矩响应时间最小达到2 ms,整套传动装置采用无熔断器设计。
2.1 南南冷轧机主传动系统配置
广西南南铝加工有限公司于2011年1月份引进德国西马克公司的2 800 mm六辊CVC单机架冷轧机,传动采用了ACS6000交流传动系统,配置有2台2×7 MVA整流变压器、2个2×11 MVA有源整流模块、4个逆变模块(开卷功率为5 MVA、卷取功率为7 MVA,主电机功率为2×9 MVA)、3个励磁模块、3个控制模块、水冷模块、3台交流同步电机和测速编码器等组成。3台交流同步电机由湘潭电机股份有限公司设计制造,最大可承受115%连续过载和150%20 s过载。整体组成结构如图2所示。
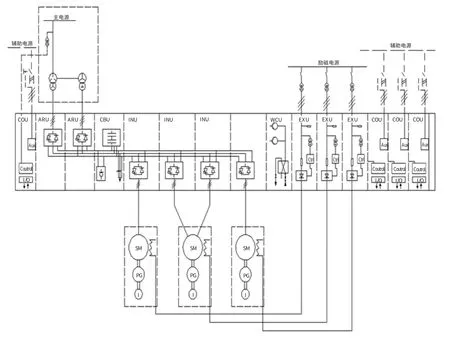
图2 ACS6000系统图
2.2 有源整流模块(ARU)
冷轧机主传动系统采用2套2×11 MVA有源整流模块并联,为了降低谐波干扰,2个整流单元的输入电压,分别采用三角形和星型的连接方式,主要功能是将整流变压器的二次侧电压3.16 kV的正弦波电压转变为直流电压4 840V,控制单元自动监控直流母线上的电压以及电流,当电机处于电动状态,电流从整流变压器流向整流单元,当电机处于制动状态,电流从整流单元流回到电网中去,如图3所示。
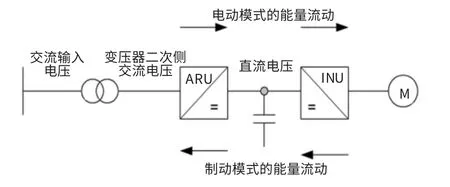
图3 能量流动图
2.3 逆变单元(INU)
南南公司的单机架六辊CVC冷轧机,开卷、主机和卷取均采用交流同步电机驱动,主电机功率达到9 000 kW,采用2个逆变单元并联,开卷和卷取各分别使用1个逆变单元。逆变模块由3组IGCT功率管组成的标准相位模块构成,将直流母线上电压转变为频率可调的交流输出电压,分别驱动开卷机、主机和卷取机共3台交流同步电动机。
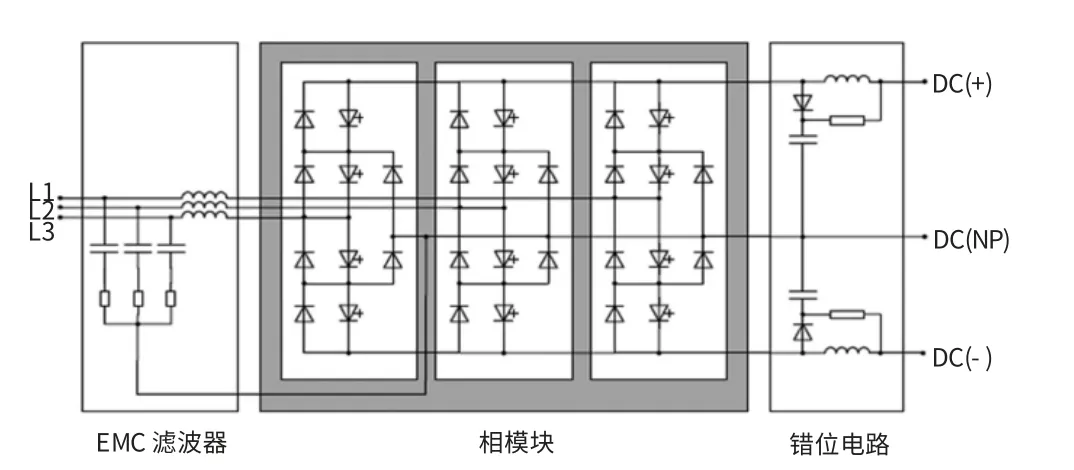
图4 ARU(INU)电气结构原理图
2.4 励磁单元(EXU)
冷轧机开卷电机、卷取电机和主电机的励磁电源,分别由独立的励磁变压器和励磁整流单元提供。用于调整电机转速基数以上的弱磁控制,给电机转子提供励磁电流,分别使电机转子和定子产生旋转磁场,带动电机轴同步旋转。
2.5 水冷单元(WCU)
IGCT功率模块在使用脉宽调制方式通断工作过程中,产生很大的热量,传统的冷却方式是采用散热片加冷却风机进行散热,长时间使用后,由于散热积灰和风机老化,冷却效果大大降低,减少功率模块的使用寿命。
ACS6000的IGCT功率模块采用自循环的去离子水进行冷却,冷却水直接与IGCT发热体接触,吸收晶闸管的热量,并通过板式换热器与车间循环冷却水进行散热。水冷系统有2台泵(一备一用,切换时间可自由设定,一般建议12 h切换1次)、一个热交换器,配有水流量、压力、液位、温度和电导率等检测。
3 直接转矩控制(DTC)
ACS6000具有直接转矩控制(DTC)功能,它提供了精确的转矩和速度控制,使得变频器在零转速时,可以提供最大的启动转矩,既便于控制,又有利于平滑运行,充分地发挥了同步电机功率因数高、输出转矩大而转动惯量小的特点。直接转矩控制(DTC)控制理论,能够实现转矩响应时间比传统的磁通矢量或脉宽调制控制方式快10倍;最小的转矩纹波;精确的静态速度和转矩控制。
图5和图6分别显示ACS6000交流传动系统直接转矩控制的原理和典型的动态速度响应。
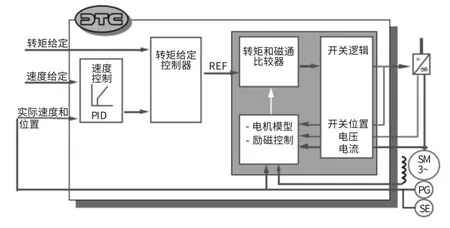
图5 同步交流电机直接转矩控制(DTC)方框图
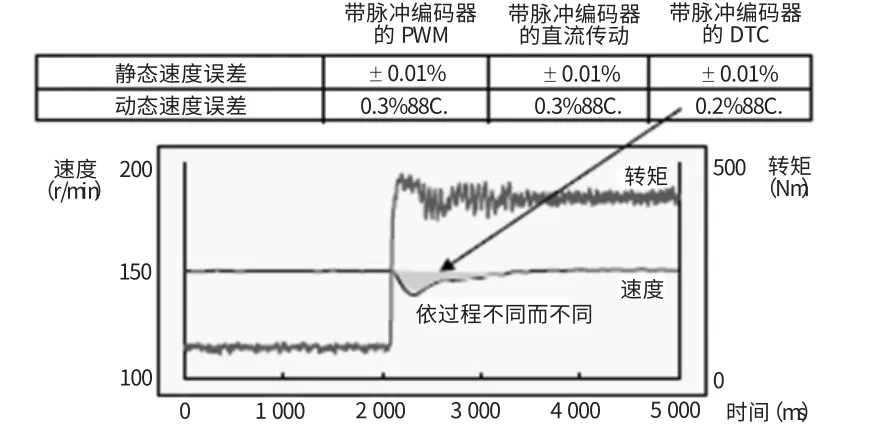
图6 典型的动态速度响应
ACS6000交流传动系统的关键器件,为集成门控换流晶闸管IGCT(Intergrated Gate Commutated Thyristors),是ABB公司专门为中压变频器开发的功率半导体开关器件,它把门极驱动电路和门极换流晶闸管GCT合在一起,作为一个整体器件,减少变频器的元件数量,从根本上降低了变频器开关元器件设计的复杂程度,直接采用去离子进行冷却,提高了使用效率和可靠稳定性。
4 结束语
ACS6000采用的IGCT技术,是基于成熟的GTO技术,并且IGCT已在中压变频领域内成功地应用了5年时间。由于采用无熔断器设计,避免使用不可靠的熔断器,因而提高了整体可靠性。西马克冷轧机配置ABB的ACS6000交流传动系统,不仅提高了设备的先进性、可靠性和稳定性,而且应用了三电平交一直一交变频传动技术,控制主传动同步电机,大大降低谐波影响改善电网品质,功率因数几乎等于1,提高了冷轧机的运行效率;同时也提高轧制产品的产量和品质,满足了铝硬合金生产工艺要求,提高了效益。
[1]广西南南铝加工有限公司.冷轧机技术文件[Z].南宁:广西南南铝加工有限公司,2011.
[2]ACS6000技术样本(同步电机和异步电机的速度和转矩控制)[Z].北京:北京ABB电气传动系统有限公司,2003.
[3]Operating Instructions ACS 6000 with Active Rectifier Unit(ARU)[K].Switzerland:ABBSwitzerland Ltd,2006.
