磷钙无铅黄铜及其切削变形机理
2012-12-20朱权利张先满陈维平汪桂龙罗良颂
朱权利,张先满,陈维平,李 微,汪桂龙,罗良颂
(1.华南理工大学国家金属材料近净成形工程技术研究中心,广州510640; 2.广东华金合金材料实业有限公司,广州510890)
磷钙无铅黄铜及其切削变形机理
朱权利1,张先满1,陈维平1,李 微1,汪桂龙2,罗良颂2
(1.华南理工大学国家金属材料近净成形工程技术研究中心,广州510640; 2.广东华金合金材料实业有限公司,广州510890)
为取代铅,减轻对环境的污染,采用磷和钙共同替代铅,获得了综合性能优良的磷钙无铅黄铜铸锭.为研究磷钙无铅黄铜的切削变形机理,采用卧式车床进行了切削实验,通过扫描电镜及能谱仪对切屑组织进行研究,并结合Griffith脆性断裂理论和切削力学计算,对切屑变形过程进行了分析.结果表明:磷钙无铅黄铜切削性能优良,切屑的尺寸和形貌与HPb59-1相当;沿晶界弥散分布的金属间化合物,割断了基体组织的连续性,切削时在剪切力的作用下,金属间化合物颗粒经变形后发生断裂或脱落,甚至在切削热的作用下部分熔化,引发基体产生应力集中,萌生裂纹并致使扩展,导致刀具前面剪切区剪切带的周期形成,并向自由表面扩展成层片结构,造成切屑断裂,从而提高了磷钙无铅黄铜的切削性能;磷钙无铅黄铜的综合性能优良,其替代含铅黄铜,具有可行性.
磷钙无铅黄铜;切屑;切削性能;第二相颗粒;金属间化合物
现有已被广泛应用于民用供水系统、电子电器、汽车及机械制造等行业的黄铜材料,大多含有1.0-3.0%的铅,以提高其切削性能[1].但这类材料在生产或使用过程中容易发生铅以固态或气态的形式析出,进入环境后又不易被除去,并能不断富集,极易对生物和人体健康造成威胁[2].世界各国均很重视铅造成的污染和引起的危害,并相继出台了一系列对含铅铜合金应用的限令[3].环保型易切削黄铜的研究已成为世界有色金属研究的热点,因此,研究开发出无铅易切削黄铜将会产生巨大的社会效应和经济效应[4].目前,国内外通过添加Bi、石墨、Si、Mg和Sb等元素替代Pb的研究,已相继公布了多项成果[5-16].由于P和Ca是对人体和环境无害且资源丰富的元素,本课题通过添加P和Ca替代Pb,已成功制备出无铅磷钙黄铜[17],并且该黄铜显示出优良的力学和耐脱锌腐蚀性能(如表1所示),因此,本文作者研究了磷钙无铅黄铜合金的切削变形机理,希望为无铅黄铜易切削机理的研究,提供一定的理论参考.

表1 磷钙无铅黄铜的力学性能及脱锌腐蚀深度
1 试验
试验原料为电解铜、工业纯锌锭,含 P为14%(质量分数,下同)的P-Cu中间合金、工业纯锌锭和大块状纯钙,铜稀土(含RE为10%),纯锡.磷钙无铅黄铜合金名义成分如表2所示.通过合理的熔铸工艺,于中频感应炉中成功制备磷钙无铅黄铜铸锭,其显微组织如图1所示,可看出,磷钙无铅黄铜主要由ɑ相、β相和沿晶界、相界分布的第二相颗粒组成.对制备出的磷钙无铅黄铜合金进行切削性能检测,并对切屑进行扫描电镜观察和能谱分析.

图1 磷钙无铅黄铜的显微组织
主要设备为:250 Kg中频感应炉,Nova Nano 430扫描电镜,INCA X-act能谱仪,国产C6132A1普通卧式车床.

表2 磷钙无铅黄铜的名义成分(质量分数/%)
2 结果与分析
2.1 切屑光学照片
磷钙无铅黄铜合金的切屑照片如图2a所示,为了对比,将自制HPb59-1也进行切削试验,其切屑如图2中下边标HPb59-1的照片所示.磷钙无铅黄铜的切屑表面光亮,大致成“C”形,切屑短小.在形态和尺寸上,与含铅黄铜HPb59-1的切屑相似.同时发现,磷钙无铅黄铜的试样在切削过程中无积屑瘤的产生,加工后的表面光亮.由于铜与铜合金判断其切削加工性能较常用的依据是切屑类型[18],故磷钙无铅黄铜合金的切削性能大致与HPb59-1相当.

图2 切屑照片
2.2 切屑SEM组织
磷钙无铅黄铜的切屑的SEM照片如图3所示,其中,图3a为呈“6”字形的细小的切屑,宏观上看起来,切屑靠刀刃侧表面很光亮,但沿图3a中箭头“A”方向经更高倍数放大后(见图3b),发现其表面存在周期性的剪切带,可认为变形是沿着剪切面发生间断的滑移,而且有大量空洞,疑似金属间化合物在切削过程中脱落或熔化时留下的;图3c为切屑的自由表面(图3a中箭头“B”所指方向),呈现周期性的凹凸状的层片结构,可推测出这种层片结构源于刀刃-工件接触面(图3b)产生的周期性的剪切带向切屑自由表面的扩展.故切屑形成过程可简单地当作是各层片结构间在剪切力作用下通过位错实现的相互滑移过程.一般金属晶体内的缺陷间隔是μm数量级的,故滑移间隔也是μm数量级,但图中切屑的自由面却具有更大的一些间隔凹凸,其原因是由于切削多晶体金属时,其内部晶粒的强度或结晶方向不同或者振动等造成的.图3d为切屑断面(图3a中箭头“C”所指,即剪切面)的照片,可看到大量的韧窝,且韧窝内大多包含着第二相颗粒,剪切断口从这些类似夹杂物的颗粒开始,而在裂纹及变形硬化达到最大程度后形成.同时,各晶粒被剪切拉长成椭球形.

图3 磷钙无铅黄铜切屑的显微组织
对图3d中第二相颗粒进行能谱分析,位置如图4,结果图5和表3所示.其中,能谱1的位置,第二相颗粒中 Cu、Zn、P的原子比例约为25∶22∶3,而能谱2的第二相颗粒中其相应的比例为9∶27∶14,铜的含量明显低于1处的第二相颗粒,锌、磷的含量则相对较多,故可推断出为两种不同的第二相,但此时没有检测到Ca的存在,可能是由于含钙的化合物在切削加工产生的剧烈的热效应中,熔化或者脱落,起到类似铅的改善切削性能的作用.并且,这些低熔点化合物的熔化或者脱落,与图3b中剪切面上残留的大量空洞相映衬.这些颗粒偏聚在晶界上,会降低ɑ/ɑ和ɑ/β晶界能,进而引发沿晶断裂.

图4 切屑中第二相能谱分析位置
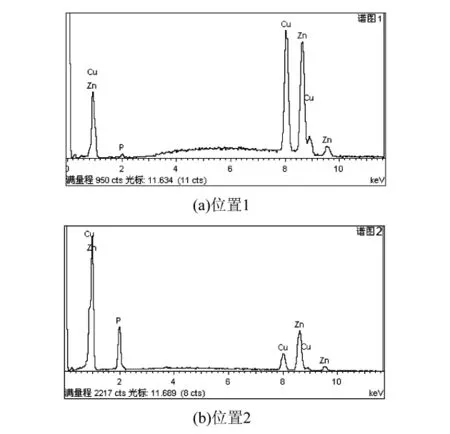
图5 能谱分析结果

表3 能谱分析结果(原子百分比/%)
3 讨论
金属间化合物改善切削性能的高低,主要取决于其是否能弥散分布在基体中[19].而这种化合物能否进入基体晶粒内部,与二者表面张力密不可分.如图6所示,此时系统自由能的变化量[19]

即应满足

其中σIC为化合物颗粒与晶体间的界面张力;σLI为金属液体与化合物颗粒间的界面张力;σLC为金属液体与晶体间的界面张力,S1为化合物颗粒与金属液体的粘附面积;S2为化合物颗粒与晶体的接触面积.

图6 金属间化合物附着晶体示意图[19]
只有满足了(2)时,化合物才有可能被晶体粘附而卷入晶体内,否则,化合物颗粒就会与晶粒分开而偏聚在晶界上.目前,本研究主要是在不明显降低加工使用性能的前提下,通过合理的熔铸工艺,实现这一目的,进而改善黄铜合金的切削性能.
这些金属间化合物的存在,割断了基体的连续性,可视为合金基体中产生了微小的孔洞,借助Griffith的脆性断裂理论[20]来分析脆性的第二相对基体断裂的影响,断屑过程模型如图7所示.
假定在厚度为d的黄铜基体中存在一直径为2C的球形颗粒,且颗粒与正应力σ垂直并弥散分布在基体中,当应力σ足够大致使颗粒与基体间萌生裂纹,并沿剪切方向扩展而释放弹性能量时,切屑就会断裂.
由弹性力学知,体积为V的完整晶体在应力σ作用下,储存的弹性能为


图7 切屑中第二相颗粒断裂模型[21]
当在切削过程中贯穿颗粒施加应力σ时,为简单起见,假定切削过程中轴向的应力为零,满足平面应力条件,则单位厚度的弹性能为

其中,ν为泊松比,E为黄铜的弹性模量.
在第二相颗粒断裂的同时,其分裂表面上增加了表面能U2=2Ce,因为每裂开单位面积所需能量为2e,于是在正应力σ作用下,含Cu、Zn、P、Ca等元素的复杂金属间化合物颗粒的切削区域内的总能量为

其中,颗粒的总能量即由于裂纹扩展而造成系统总能量的变化为

U(C)随颗粒的尺寸变化而变化,为求U(C)具有极值,令

这样就推导出切屑发生断裂时含Cu、Zn、P等元素的复杂金属间化合物颗粒的临界尺寸为

切削加工时,切屑受到两个大小相等、方向相反的力R和R,,以维持其平衡,其中,R、R'的分解情况如图8所示.其中,剪切面上的剪切应力由加工材料的性质决定,切削力R在剪切面方向的分力Fs在剪切面上产生剪切应力,这个剪切应力必须与被加工材料在变形条件中的剪切变形应力相等.临界条件:这个剪切应力与被加工材料的剪切强度τs相等,故有

所以


图8 切屑受力示意图[22]
对于切削力的方向和由切削力引起的滑移方向之间的关系,借助剪切角理论进行分析,剪切角的实验公式为[23]

故

其中,Ac为切削面积,dw为直角切削时的切削宽度,t1为切削厚度,φ为剪切角,μ为摩擦角,γ为刀前角,v为切削速度,φ0、k和A为被加工材料的常数.
对于黄铜,E=105GPa,e=10-6J/mm2,ν=0. 3,τs=260MPa,k=0.25,A=1.1°.m.min-1/2,而切削加工时的切削条件:刀前角为20°,切削厚度为0.1 mm,切削速度为14.0 m/min,φ0=40°,μ =22°,经计算最终得

而如果假设剪切变形发生在与切削力成45°的剪切面上,故从图8b可得出

代入计算得

对比式(14)和(16)可发现,磷钙无铅黄铜合金在切削加工过程中断裂的第二相颗粒的临界尺寸,比在较容易发生剪切滑移的剪切面上的第二相颗粒的临界尺寸稍小一些.根据式(13)得到的磷钙无铅黄铜中的复杂金属间化合物颗粒的临界断裂直径为2C=1.04 μm.结合图3的SEM照片可知,第二相颗粒的直径大多在2 μm左右,且弥散分布在晶界上,这将充分地促使磷钙无铅黄铜在加工时断屑,提高切削性能.
切削加工时,剪切面上的晶粒在剪切力的作用下,沿着滑移面通过位错运动进行滑移,原本近似球形的晶粒,被剪切拉长成椭球形,而含Cu、Zn、P等元素的复杂金属间化合物颗粒,弥散分布在晶界上,割断了基体组织的连续性,其与刀具接触,相当于减小了刀具与基体的接触面积,进而减小了切削力,起到改善切削性能的作用;同时,这些脆而不硬的第二相颗粒的存在,促使剪切角增大,使得通过位错运动的滑移变得容易,其在剪切力作用下,发生变形后断裂或者脱落,甚至在切削热的作用下部分熔化,引发其周围的金属基体产生应力集中,位错萌生、增殖、长大、复合,萌发裂纹并致使扩展,使切削很快断裂而不会连续长大,从而改善了切削性能.
4 结论
(1)磷钙无铅黄铜切屑与刀具接触的表面光亮,且存在剪切带,这些周期性的剪切带在剪切力的作用下向自由表面扩展为层片结构,而断面上的晶粒被剪切拉长,并在晶界上存在大量尺寸在2 μm左右、由Cu、Zn、P等元素第二相颗粒.
(2)沿晶界分布的金属间化合物,割断了基体组织的连续性,切削时在剪切力的作用下,金属间化合物颗粒经变形后发生断裂或脱落,甚至在切削热的作用下部分熔化,引发基体产生应力集中,萌生裂纹并致使扩展,导致周期性剪切带向自由表面扩展成层片结构,造成切屑断裂,从而提高了切削性能.
(3)磷钙无铅黄铜综合性能优良,其替代含铅黄铜,具有可行性.
[1] VILARINHO C,DAVIM J P,SOARES D,et al.Influence of the chemical composition on the machinability of brasses[J].Journal of Materials Processing Technology,2005,170(1-2):441-447.
[2] ISMAIL K M,EISHERI R M,BADAWY W A.Effect of Zn and Pb as alloying elements on the electrochemical behavior of brass in NaCl solutions[J].Electrochimic Acta,2004,49(28):5139-5150.
[3] SANDVIG A M,SIMONI T,EDWARDS M,et al.Nonleaded brass-a summary of performance and costs[J]. Journal/American Water Works Association,2009,101 (7):83-94.
[4] NAKANO A,HIGASHIIRIKI K,ROCHMAN N T.Removal of lead from brass scrap by compound-separation method[J].Journal of the Japan Institute of Metals,2005,69(2):198-201.
[5] JANG Y,KIM S,HAN S.Effect of misch on elevated temperature tensile ductility of the Cu-Zn-Bi alloy[J].Metallurgical and Materials Transactions A,2005,36A:1060-1065.
[6] FONTAINE A L,KEAST V J.Compositional distributions in classical and lead-free brasses[J].Materials Characterization,2006,57(4-5):424-429.
[7] YOSHIAKI T,MOTOAKI K,KIYOSHI I.Lead-free free cutting brass alloy and its manufacturing method[P].Japan patent:2008214760A,5/22/2008.
[8] XIAO Lairong,SHU Xuepeng,YI Danqing,et al.Microstructure and properties of unleaded free-cutting brass containing bismuth and stibium[J].Journal of Central South University(Science and Technology),2009,40(1):117-122.(in Chinese)
[9] KESTURSATYA M,KIM J K,ROHATGI P K.Friction and wear behavior of a centrifugally cast lead-free copper alloy containing graphite particles[J].Metallurgical and Materials Transactions A,2001,32A:2115-2125.
[10] PANG Jinshan,XIAO Yinxi.Study of nonleaded easycutting brass[J].Journal of Guangdong University of Technology,2001,18(3):63-66.(in Chinese)
[11] PARK C M,LEE B J,HAN J C.Free cutting brass alloy having excellent machinability and workability manufactured by adding proper quantities of Fe and Si and finely dispersing spherical Bi onto grain boundaries or into grains of the free cutting brass[P].Korean patent:2006096877-A,9/13/2006.
[12] HIDEKI Y,KO H,KATSUYUKI N,et al.Lead-free free-cutting copper alloy,and lead-free free-cutting copper alloy for continuous casting[P].Japan patent: 2009007657A,6/29/2007.
[13] HUANG Jinsong,PENG Chaoqun,ZHANG Siqi,et al.Microstructure and properties of cutting magnesium-brass containing no lead[J].Transactions of Nonferrous Metals Society of China(English Edition),2005,15(6):1242-1247.
[14] XIAO Lairong,SHU Xuepeng,YI Danqing,et al.Microstructure and properties of unleaded free-cutting brass containing stibium[J].Transactions of Nonferrous Metals Society of China(English Edition),2007,17(s1):1055-1059.
[15] ZHU Quanli,WU Weidong,LIU Kaizhou,et al.Study on microstructure and properties of brass containing Sb and Mg[J].Science in China Series E:Technological Sciences(English Edition),2009,52(8):2172 -2174.
[16] 肖莱荣,张路怀,舒学鹏,等.无铅锑黄铜轧制工艺的研究[J].材料工程,2009,s1:288-292.
[17] 朱权利,张先满,陈家坚,等.无铅易切削黄铜的研究进展[J].材料科学与工程学报,2011,29(2): 308-315.
[18] 赵祖德,姚良均.铜及铜合金材料手册[M].北京:科学出版社,1993:50-58.
[19] 黄劲松,彭超群,章四琪,等.无铅易切削铜合金[J].中国有色金属学报,2006,16(9):1486-1493.
[20] 范继美,万光珉.位错理论及其在金属切削中的应用[M].上海:上海交通大学出版社,1991:192-197.
[21] 张路怀.60Cu-Zn-xMg合金组织与性能研究[D].长沙:中南大学,2009.
[22] VIKTOR P,ASTAKHOV.Geometry of single-point turning tools and drills fundamentals and practical applications[M].London:Springer London,2010.
[23] 中山一雄.金属切削加工理论[M].李云芳,译.北京:机械工业出版社,1985.
P-Ca lead-free brass and its cutting deformation mechanism
ZHU Quan-li1,ZHANG Xian-man1,CHEN Wei-ping1,LI Wei1,WANG Gui-long2,LUO Liang-song2
(1.National Engineering Research Center of Near-Net-Shape Forming for Metallic Materials,South China University of Technology,Guangzhou 510640,China;2.Guangdong Hua Jin Advanced Alloys Industrial Company Limited,Guangzhou 510890,China)
A novel lead-free brass containing P and Ca instead of Pb,whose over-all properties were excellent,was prepared by casting.Its cutting deformation mechanism was investigated by lathe turning experiment,and the cutting deformation was studied by scanning electron microscope(SEM)and energy dispersive spectrometer (EDS)in combination with Griffith theory of brittle fracture and cutting mechanics calculation.Results show that the cutting performance of P-Ca brass is good,the size and appearance of chips are the same as those of HPb59-1.Intermetallics distributed in grain boundaries cut off the continuity of matrix,during cutting,it fractures or falls off after deformation,even some melt because of the cutting heat,which cause sress concentration of matrix,lead to crack initiating and expensing,then the periodic shear bands slip to the free surface of chips into lamella structure,resulting in the fracture of chips and improving the cutting property.The properties of PCa brass is excellent,it is feasible to develop a new lead-free free-cutting brass containing P and Ca.
P-Ca Lead-free brass;chip;cutting property;the second phase particle;intermetallics
TG146.1+1;TG291 文献标志码:A 文章编号:1005-0299(2012)02-0122-06
2011-07-29.
朱权利(1961-),男,硕士,副研究员;
陈维平(1959-),男,教授,博士生导师.
(编辑 张积宾)