电镀过程管理不到位导致的镀层弊病
2012-12-06沈涪
沈 涪
(国营华丰企业集团公司,四川绵阳 621000)
电镀过程管理不到位导致的镀层弊病
沈 涪
(国营华丰企业集团公司,四川绵阳 621000)
在电镀加工过程中抓好细节管理是保证产品镀层质量的关键因素。无论是电镀设备的检查调整,还是镀液的周期维护,以及带状材料镀件的收放料工作,一旦出现疏忽必将导致质量问题产生。通过发生在带状材料连续电镀生产过程的几个质量故障事例,说明了细节管理工作的重要性。
带状材料电镀;细节管理;质量故障
引 言
在电镀加工的工艺管理工作中,搞好设备、镀液的日常维护,按工艺规范操作是保证镀层质量稳定的必要条件,这一观点当前已成为电镀从业人员的共识。但是,要想完全避免镀层质量问题的发生,除了要满足上述条件外,抓好电镀加工过程中的细节管理也是工艺管理的关键,一些看似不经意的疏忽就会造成大的质量问题的发生。本文列举了几例发生在带状材料连续电镀中发生的质量故障,供电镀同行参考。
1 质量故障事例
1.1 风刀排列不正确导致质量故障
某镀件为带状材料连续电镀生产线选择镀金产品,电镀过程为带材全部镀镍后局部镀金。在某一批次电镀加工后,经检验镀层各项指标均合格,在提交用户制成成品过回流焊检测时,其中部分产品的金层表面出现黑褐色污渍,不合格品比例占8%左右。其不良现象见图1。
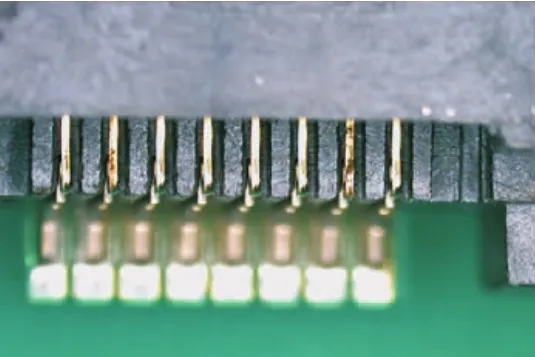
图1 端子镀金层表面黑褐色污渍照片
将不良品用酒精棉球擦拭变色部位,污渍即可去除,目视发现污渍下面的金层仍完好,初步分析是镀层表面粘附污渍造成的。当时怀疑用户在涂抹助焊剂时不小心弄到了金层上,又抽20只产品不经涂抹助焊剂,经过回焊炉后仍有两只出现同样现象。于是将出现污渍的产品拆散开详细观察,在镀金工作面位于带状材料的侧面即冲压成型时的冲切面,该部位粗糙度较带状材料正反面要高,在20倍放大镜下明显看出冲切时因撕拉产生的小凹坑。怀疑污渍是该部位镀层孔隙率较高,在高温下基材铜渗出金层表面氧化变色出现的现象[1],但是继续观察发现,污渍仅在带状材料电镀时在溶液中背对着行进方向的那个侧面上出现。此时再到电镀生产线仔细观察发现了问题,原来在镀后处理的油性封孔工序后面,几个用于吹水的风刀几乎方向一致的呈45°朝向带状材料行进方向(见图2所示),这样一来,带状材料向左行进,风刀向右方吹风,带状材料背对着行进方向的那个侧面就成了背风面,油性封孔剂在该表面的凹坑里囤积,而且封孔剂质量浓度已达工艺上限,通过调整风刀方向为交叉吹风,并稀释封孔剂质量浓度在工艺下限,重新电镀加工同一产品,该故障现象消除。
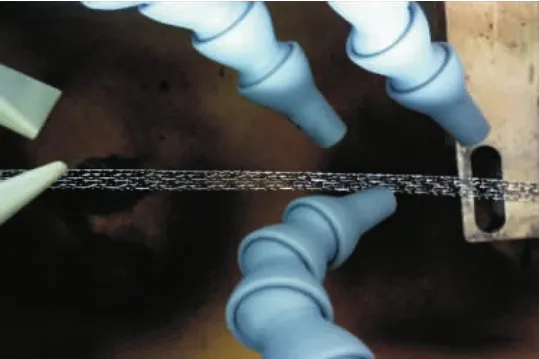
图2 带状材料与风刀位置示意图
2.2 收料时不规范导致质量事故
对镀金带状材料镀件进行出厂前盐雾检测,48 h盐雾试验,被检测样件的一面无任何腐蚀现象,而另一面出现明显腐蚀点。初次判断认为,镀镍时某个镍槽单边阳极导电不良使镍层两面厚度不一致,通过对样件测厚,排除这一因素。又认为是带状材料基材正反面粗糙度不一致造成[2],但目视观察样件和带状材料基材两边的粗糙度并无明显差异。用20倍放大镜对检测样件仔细观察,发现盐雾试验后出现腐蚀的一面有不易察觉的擦痕。最后将镀件倒盘检查,发现镀件有一面出现间断的轻微擦伤,在擦伤部位还可看见有少量细小灰尘。该故障是由于镀后收料入盘前电镀生产线无缓冲装置,带状材料在地面拖行造成。带状材料与地面摩擦,既损伤了镀层表面浸封孔剂后形成的防护膜层,又污损了镀层表面,最终导致污损面盐雾试验不合格。针对上述原因,电镀工序采取了两项措施:1)实时监控保证带状材料不在地上拖行;2)在电镀机台和收料台之间放上干净的塑料盘以缓解带状材料收料的紧张现象。自实行这两项措施后,该故障没有出现。
2.3 放料管理疏忽导致质量事故
在电镀加工过程中,如果镀件相似度较高又遇到镀件在转运过程中管理不当,很容易出现混料现象。以下这两种零件基材一样,镀种一样,形状相似,只是局部略微不同(见图3)。

图3 两种不同的带状材料零件照片
由于零件相似程度较高,放料员由于疏忽将两种零件连接在一起电镀,随后收在一个料盘上,至用户装配时才发现,造成该批次电镀产品全部退货。
对于这次故障,采取了以下措施:a.来料后在料盘上贴上有明显区别的标识;b.发料员在发料时先发放一种零件,待前一种零件电镀完成后再发放另一种零件;c把此种故障作为专项事例纳入放料员、收料员和技术员的技术培训教材中。
2.4 基材材料牌号差异造成的质量故障
某电镀加工厂有不少不锈钢基材带状材料镀件,技术要求为电镀半光亮镍。该厂电镀工艺流程为:镀前采用化学除油→电解除油→10%盐酸活化→酸性氯化镍冲击镍→预镀镍→镀半光亮镍。某次,同一用户发来一批新的零件电镀加工,技术要求跟原加工零件一致。电镀主管技术员一看,同样是不锈钢件电镀半光亮镍,立即安排上机电镀。谁知镀完一盘零件后抽样检测镀层结合力不良。退除镀层重镀后检测故障依旧。原来,该用户以前加工的零件是301不锈钢基材,而本次的零件是304不锈钢基材冲制。在弄清是基体材料不同因素后,考虑到304不锈钢较301不锈钢难以活化,因此对镀前活化液进行了调整,把盐酸质量分数由10%提高到50%,把电镀走带速度由10 m/min降到5 m/min,才将该批镀件电镀合格。
2.5 镀前不清洗点镀轮导致质量事故
加工一批镀金零件,镀金部位为单件镀件上四个1 mm2左右的点状区域。由于该镀件需要采用点镀金方式选择镀金,用户随加工镀件提供了点镀轮胶模,电镀一切正常。但第二天工厂临时停电,当班工人没有卸下镀金模具,转天在分析调整溶液后,生产继续进行。但是刚镀完一盘镀件,发现带状材料间断出现个别零件的某一点有漏镀金现象。在排除了相关操作因素后卸下点镀轮方找到故障原因:a.由于头次镀金结束和第二次镀金前未清洗点镀轮胶模,其出液孔已有镀金溶液结晶,导致本来很小的出液孔孔径缩至更小;b.该镀件金层要求δ为0.025 μm,镀金时走带速度较快,在胶模出液孔出液不畅时很容易形成漏镀。
将点镀轮胶模用热纯水浸泡清洗后重新安装调整,漏镀现象消失。
2.6 镀液不按规定进行处理导致质量事故
图4的镀件为一带状材料端子镀锡,锡层要求δ 为4.5 ~5.5 μm,电镀几个批次一切正常。但是连续供货四批以后,在第五批也是最后一批货中,在做回焊炉检测时,样件端子侧面锡层出现蓝色,不良率达90%。取前几批次留样镀件做同样项目检测却无变色现象出现(见图4)。
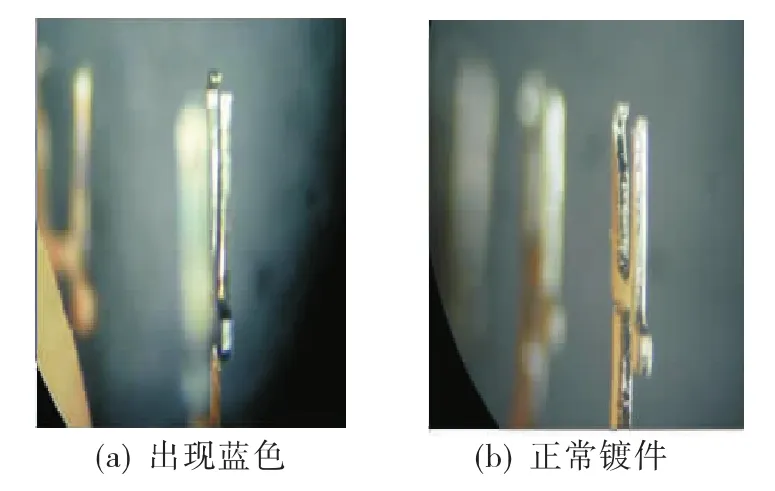
图4 变色镀层照片
初次判断以为是镀层厚度问题,将出现变色批次的镀件做锡层厚度测试,抽样10件,对端子的两个平面即正面、反面、以及两个侧面即带状材料在镀液中行进的迎水面、背水面采用X-射线荧光测厚仪分别进行测厚,得出的数据列于表1。

表1 不同部位锡层厚度
从表1可以看出,该镀件侧面镀层厚度低于平面镀层,似乎镀层高温变色是镀层厚度不够引起。但是,随后抽验不变色批次镀件锡镀层厚度跟表1数值相差甚微。在排除了厚度因素后,考虑是镀液杂质的影响。经检查,该生产线工艺要求每周对镀锡溶液作一次沉降处理以清除Sn4+和其他杂质。但实际上电镀最后一批次镀件时,镀液距上次沉降处理已有十天,由此推断,该次镀锡层高温变色是由于镀件侧面锡层厚度较薄,在杂质过多的情况下镀层孔隙率较高引起。针对判定对镀锡溶液进行了沉降处理,在维持其它工艺条件不变的情况下,镀件过回焊炉检测再无侧面变色现象。
3结论
在电镀加工过程中,其工艺细节管理是保证镀层质量合格的关键因素。如果不抓好工艺细节管理,即使有先进的电镀设备和著名商家的专利品牌镀液添加剂,电镀质量问题也会时有发生。为了保证电镀质量稳定,避免出现镀层质量故障,电镀厂要把工艺细节管理纳入员工技术培训和生产线管理的考核内容之中。如镀液添加剂的补充方式,电镀设备和电镀溶液的维护时间周期,来料加工零件的分类管理以及各镀种工序间的衔接能否做到科学合理、互相照应,这些都是细节管理工作的重要内容。
[1]沈涪.接插件镀金、镀银层变色原因及防变色措施[J].电镀与涂饰,2005,(10):17-20.
[2]沈涪.接插件电镀技术[M].北京:国防工业出版社,2007:44-61.
Some Cases of Coating Quality Faults Caused by Detail Mismanagement in Electroplating Process
SHEN Fu
(Huafeng Enterprise Group Co.,Mianyang 621000,China)
Good detail management in electroplating process is the key of quality control.Any careless mistake either in equipment inspection/adjustment or in periodic maintenance of bath solution,and in loading/unloading of reel-to-reel plating will surely cause quality faults.In this paper the importance of detail management was emphasized through some cases of quality faults in reel-to-reel plating process.
reel-to-reel plating;detail management;quality faults
TQ153.2
B
1001-3849(2012)01-0030-03
2011-04-18
2011-05-09