严寒地区CRTSⅠ型无砟轨道板预制技术及工艺创新
2012-11-27张先军
张先军
(哈大铁路客运专线有限公司,沈阳 110002)
哈大铁路客运专线贯穿东北三省,南起大连,终至哈尔滨,线路全长904 km。所经地区冬季气温多在-10℃以下,极端最低气温达到-39.9℃,气候条件恶劣。全线无砟轨道铺设长度为847双线km,其中除岔区铺设轨枕埋入式无砟轨道外,其余地段均铺设CRTSⅠ型板式无砟轨道。
为确保哈大铁路客运专线CRTSⅠ型轨道板生产质量及精度满足相关要求,哈大铁路客运专线有限公司以“标准化、工厂化、机械化、专业化、信息化”为手段,组织相关单位对轨道板制造过程中的钢筋加工、预应力张拉、蒸汽养护等关键工序进行研究和工艺创新,并进行了全线推广。
1 无砟轨道设计概况
哈大铁路客运专线CRTSⅠ型无砟轨道板设计为后张法双向预应力混凝土结构,为确保CRTSⅠ型板式无砟轨道在严寒地区的使用寿命,铁道部组织相关单位开展了科研攻关,从优化结构设计着手,采取增加轨道板厚度、板面设置承轨台、加密底座伸缩缝等措施提高轨道结构的低温适应性。与内地沪杭高铁及沪宁高铁采用的CRTSⅠ型无砟轨道板结构相比,哈大铁路客运专线 CRTSⅠ型无砟轨道板板厚由19 cm增至20 cm,增加了1 cm高的承轨台[1],轨道系统结构如图1所示。

图1 CRTSⅠ型轨道板结构示意
根据施工组织安排,全线共设置了16个轨道板预制厂,预制无砟轨道板354 094块[2]。
2 无砟轨道板预制工艺及主要技术创新点
哈大铁路客运专线轨道板制造主要进行了5项工艺创新,轨道板制造流程[3]及主要工艺创新点详见图2。

图2 哈大铁路客运专线轨道板制造工艺及主要创新点
3 无砟轨道板预制工艺创新
3.1 钢筋加工数控化技术
为了提高钢筋加工精度和生产效率,该成套设备主要由数控钢筋切断机和数控钢筋弯曲机组成,效率较高,完全可以满足板厂生产的需要。
钢筋数控加工设备图片详见图3。

图3 自动输送架和立式弯曲机
3.1.1 数控钢筋切断机机械性能特点
数控钢筋切断机采用CNC及PLC系统,可任意设置切断长度以及按设置的任务类别连续工作,输送速度快,定尺切断精度高;斜刀口设计、气动离合式剪切,故障率低,剪切能力强;多挡板设计,定位速度快,避免出现钢筋滑动或切断长度超差;凹槽式刀片设计,防止钢筋剪切时侧移;钢筋料架输送装置可正反向旋转,灵活传送钢筋。防跳动自动压紧装置,安全可靠性高。
3.1.2 数控钢筋弯曲中心机械性能特点
数控钢筋弯曲中心可与数控式钢筋剪切生产线配套使用,也可单独工作,将钢筋进行自动化高质量弯曲加工;钢筋输送台有多个动力辊轮组成,完成钢筋自动输送和存料作用,输送辊采用高质量橡胶表层,降低噪声,提高效率;举升机构由气动控制,可将钢筋自动定位到双弯曲机头上,并将已经弯曲的钢筋传送到储料仓上,降低了劳动强度。
3.2 蒸汽养护温控自动化技术
蒸汽养护是用蒸汽在混凝土结构周围造成湿热环境,以加速混凝土硬化的方法[4],为了保证蒸汽养护效果和混凝土品质,哈大铁路客运专线全线16个板厂全部采用自动温控系统进行温度动态控制,为了提高工作效率,温控系统采用一控一模的方式,即1套温度控制器和1个电磁阀控制单台模具进行养护。温控系统的设备控制及数据采集方案[5]见图4。

图4 温控系统的设备控制及数据采集方案示意
蒸汽养护采取蒸汽锅炉加热,模具的温度控制器可由操作人员现场操作,也可以由远程的中央计算机管理。在蒸汽管道布置和敷设中,采用自然膨胀的方式解决热胀冷缩的问题,末端设置疏水器输出管道凝结水,每台模具的蒸汽管道从两端进入轨道板,使蒸汽供热分布均匀。
蒸汽养护严格按照静养、升温、恒温、降温四个阶段进行[6],采用测温元件实时监控厂房内环境温度、蒸养棚内蒸汽温度、轨道板的芯部温度、轨道板表面温度,同时利用计算机程序在电脑上实现对养护规则的设定,实现对养护过程的全程监控,包括实时温度曲线的显示、历史数据的查询、数据的打印等管理功能,确保蒸养过程中每块板的升、降温速率、恒温时间和温度等满足规范要求。
图5为自动温控系统自动生成的温度曲线。

图5 温控系统自动生成的温度曲线
3.3 预应力张拉自动化及痕迹自动生成技术[7]
自动张拉系统设备由液压系统、测力系统、位移测量系统和控制系统等组成[8]。其结构方框图见图6。
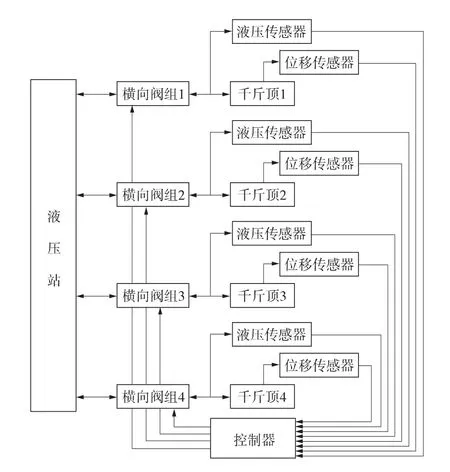
图6 自动张拉系统结构组成示意
1个液压站为4台千斤顶提供动力,4个独立的电控换向阀组分别控制4台千斤顶,控制信号对阀组的控制,可实现千斤顶的加压、卸压及保压;在千斤顶的液压油路中安装有压力传感器,将千斤顶的压力信号传送到控制器,千斤顶上安装有位移传感器,可将千斤顶的位移信号传送到控制器。控制器由可编程控制器(PLC)、触摸显示屏(HMI)和数字采集器组成。千斤顶的位移信号及压力信号通过控制器上的数字采集器传送到PLC,操作者通过触摸屏设定张拉方式、张拉力、持荷时间等参数,启动张拉设备,系统将自动完成张拉。图7为YT-Ⅰ型轨道板自动张拉系统图片。图8为自动张拉设备的控制界面。

图7 YT-Ⅰ型轨道板自动张拉系统

图8 自动张拉控制界面
另外,为了便于张拉后对轨道板张拉完成情况的检查,避免因为工人疲惫或偷懒等原因导致少拉、漏拉现象,哈大铁路客运专线开发了多种张拉自动形成压痕装置,对保证轨道板预应力张拉质量起到了很好的控制作用。
哈大铁路客运专线CRTSⅠ型无砟轨道板采用的自动张拉系统具有以下特点:①张拉精度高。通过采用高精度压力传感器和位移传感器进行压力和位移的实时跟踪测量,提高了张拉精度。②在保证张拉精度的同时可实现预应力张拉中张拉应力和预应力筋伸长值的双重控制。③在可编程软件中能设置了补压和持荷功能,能强制执行持荷倒计时,有效控制人为误差。④通过压力传感器和位移传感器直接记录数据,避免人工测量的误差且保证了数据的真实性;⑤张拉自动形成压痕装置,避免因为工人因疲惫或偷懒等原因导致的少拉、漏拉现象。
总之,预应力自动张拉系统实现了预应力张拉过程的智能化、自动化、标准化、信息化、数字化,具有张拉精度高、差错率小、操作简便,工效高及综合费用较低的优点,具有广阔的应用前景。
3.4 锚穴口自动成槽技术
轨道板锚穴自动成槽工艺是采用在模板内锚具表面加纵横交错硅胶条制成的环状体,在混凝土灌注前安装在锚具上并调整均匀,直接在混凝土灌注过程中形成纵横交错的凹槽以达到锚穴成槽的效果[9]。此工艺避免了以前人工对高强度等级混凝土凿毛的困难、能够提高工效,减少板厂的粉尘污染和噪声污染,同时纵横交错成槽使封锚砂浆能与轨道板板体很好的连接,降低了运营过程中封锚砂浆脱落的风险。图9~图11为锚穴口自动成槽技术图片。
3.5 成品板平整度自动检测技术
传统意义上的检测方法大多采用游标卡尺、塞尺、靠尺及水准仪等设备,不仅工效慢,精度低,影响检测进度。哈大铁路客运专线组织相关单位开发了成品板平整度自动检测评估系统。
成品板平整度检测系统主要由测量机器人(全站议)、数据处理终端(数据处理软件)和测量辅助器材3部分组成[10]。详见图12。
为了保证测量精度,提高测量效率,相关单位联合开发了成品轨道板自定心螺孔适配器(图13),能够精准的测量螺栓孔的中心和对应的板面的高程;使用球形棱镜做测量目标,定心准确,快速高效。采用高精度(测角精度:一测回方向标准偏差0.52,测距精度:1 mm+1 ppm)、具有自动目标搜索、自动目标瞄准的全站仪(测量机器人)进行测量。

图9 网状橡胶条

图10 网状橡胶条安装

图11 成型的锚穴口槽道
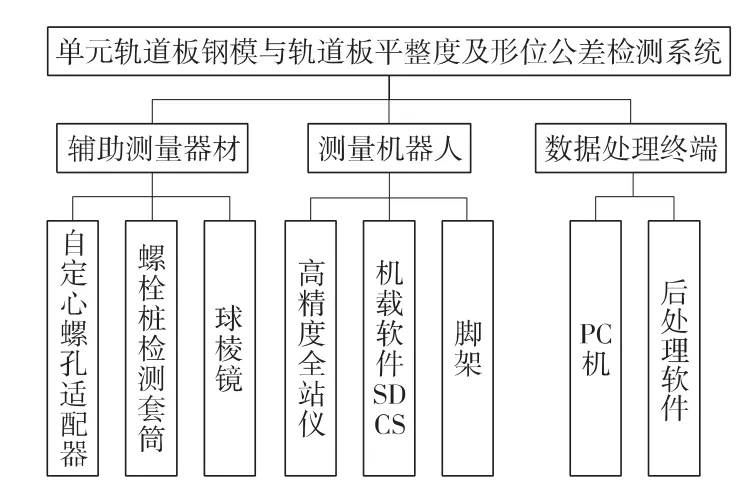
图12 平整度检测评估系统结构

图13 自定心螺孔适配器与球形棱镜
现场测量完成后将检测数据导入数据处理软件,对成品轨道板进行螺栓孔的共面性、共线性、对称平行性及等距性分析评估,评估完成系统自动生成图形并标出分析结果,形象直观。成品板平整度自动检测评估系统设备配备见表1。成品轨道板检测评估流程详见图14。
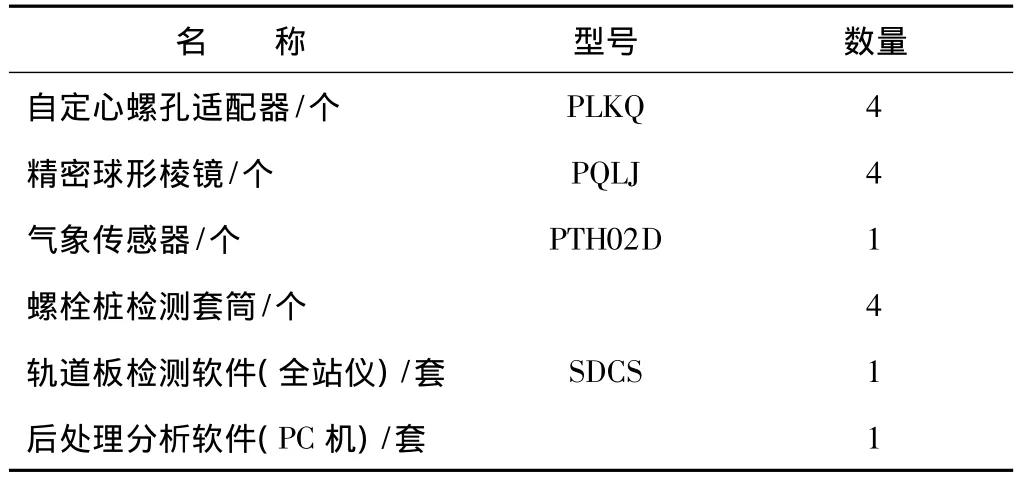
表1 检验设备配备
总之,采用成品板平整度自动检测评估系统,满足了规范要求的测量精度,操作方便快捷,提高了检测效率,减少人了为误差。
4 结论及建议

图14 成品轨道板检测评估流程
综上所述,哈大铁路客运专线在CRTSⅠ型无砟轨道板制造过程中采取的5项工艺创新大大提高了工效,降低了操作人员的劳动强度,确保了工艺质量,对今后我国的CRTSⅠ型无砟轨道板制造具有示范和推广作用。
但是,由于该5项创新工艺多为首次在CRTSⅠ型无砟轨道板制造过程中应用,部分创新工艺相关的设备性能有待进一步改进,部分自动化控制和数据处理的软件还有优化完善的必要,建议在今后的生产过程中研发单位能进一步对相关设备和软件进行优化完善,形成标准化的生产制造工艺。
[1]杨靖东.哈大客运专线无砟轨道结构选型研究[J].铁道建筑,2008(10):92-95.
[2]哈大铁路客运专线有限公司.哈大客专CRTSⅠ型无砟轨道板质量控制手册[S].沈阳:哈大铁路客运专线有限公司,2009.
[3]李雪松.严寒地区CRTSⅠ板式无砟轨道板制造工艺[J].山西建筑,2009,35(32):151-152.
[4]李敏霞,李义强.双块式无砟轨道生产线蒸汽养护系统设计[J].工业安全与环保,2010,36(4):45-47.
[5]张先军,赵世运.严寒地区客运专线CRTSⅠ型无砟轨道板制造蒸养阶段裂纹控制技术[J].国防交通工程与技术,2011(3):49-51.
[6]铁道部科技司.客运专线铁路CRTSⅠ型板式无砟轨道混凝土轨道板暂行技术条件(科技基[2008]74号)[S].北京:中国铁道出版社,2008.
[7]张俊宏.CRTSⅠ型轨道板自动化张拉系统研究[J].今日科苑,2009(8):27-29.
[8]马进军,余会春.无砟轨道板张拉工艺的自动控制[J].铁道建筑技术,2010(S):193-194.
[9]张先军,等.哈大客运专线CRTSⅠ型无砟轨道板自动张拉技术研究[J].铁道标准设计,2011(4):24-27.
[10]哈大铁路客运专线有限公司.哈大客专综合施工技术研究报告-CRTSⅠ型无砟轨道板预制综合施工技术研究阶段性科研报告[R].沈阳:哈大铁路客运专线有限公司,2011.
