钢轨铝热焊接技术在高速铁路上的应用
2012-11-27陈春秋
李 欢,陈春秋
(北京铁路局 丰台工务段,北京 100071)
随着我国高速铁路的飞速发展,钢轨铝热焊技术在高铁上的应用也是越来越多。铝热焊具有设备简单、使用方便、经济高效、安全可靠、不需外界电源等优点,被广泛用于无缝线路的焊接,尤其是跨区间无缝线路道岔焊接后可消除因轨缝造成的车轮对钢轨的冲击和行车时车体的突然振动,减少钢轨和车轮的磨耗等。基于此,京沪高铁廊坊站1号至8号道岔的焊接采用的是德国Thermit铝热焊技术。
1 铝热焊原理和工艺
1.1 铝热焊接原理
活动性较强的金属能够把活动性较弱的金属从它的氧化物中还原出来,这是铝热焊接的化学原理。因为铝在足够高的温度下有较强的活动性,它可以从很多重金属的氧化物中夺取氧,而把重金属还原出来。例如铝能把铁、钛、钒、铬、锰、钨等从它们的氧化物中还原出来,同时放出大量的热,其温度可达2 500℃ ~3 500℃,从而使这些金属成为液态。可焊钢轨类型有50 kg/m,60 kg/m,75 kg/m,可焊钢轨钢种有 PD3,U71Mn,U71(U74),RE,稀土轨,淬火轨等各种钢轨。
铝热焊接钢轨基本原理的主要化学方程式是3Fe3O4+8Al=9Fe+4Al2O3+3 236.3 kJ
1.2 德国Thermit铝热焊接技术在京沪高速铁路中的工艺
1)现场准备工作。到焊接现场检查所带工具是否能够正常工作,材料是否可用或过期,人员是否到位等,排查在焊接过程中可能出现的安全隐患[1-2]。
2)钢轨端头准备工作。将要焊接的两个钢轨端部200 mm范围内除锈、除污、除氧化物和突刺等。
3)钢轨端头对正。有三个要点:①两钢轨的对齐,要求工作边、非工作边、轨腰、轨底均对齐,并用1 m直钢尺进行复核;②尖点控制的范围;③轨缝大小范围。不同轨缝焊接接头的静弯荷载不同[2],如图 1所示。

图1 轨缝大小对焊缝接头静弯荷载的影响
京沪高铁采用的轨缝是26~28 mm,主要是考虑外界环境对轨缝的影响,进而影响接头静弯荷载。同时,尖点选择控制在18~19 mm。尖点过高,打磨时就会伤到母材,尖点过低,就会出现低接头,影响行车的安全。
4)安装砂模。检查砂模是否受潮,是否有裂纹等损坏。按照由下而上的顺序安装好后要盖好纸板,避免有异物掉入安装好的砂模内。检查封箱泥水分,过干容易漏浆,过潮容易产生焊缝气泡。用封箱泥封堵砂模,并且要夯实适度。在砂模废渣流出口及夹具螺纹处抹上少量封箱泥,防止铁水溢出损坏工具。并做两个堵漏棒,以备堵漏。
5)预热。一般为5 min,但是根据当时温度的高低、钢轨的型号,可适当增加或减少30 s。京沪高铁廊坊站道岔用的是60 kg/m轨,轨温一般为15℃ ~23℃,所以预热时间取的是5 min,钢轨预热完成温度为950℃ ~1 000℃。将预热器调成至蓝色火焰,放于砂模中心,此时,火焰应从砂模的两侧冒出,并且均匀对称[3]。
6)焊剂准备。检查焊剂是否受潮、过期、有异物等,若良好,摇匀并倾斜快速倒入一次性坩埚内。
7)浇筑。预热好后,将分流塞放入砂模顶部的入口内,再将坩埚放于中部上方,点燃高温火柴,立即倾斜插入焊剂中23~25 mm(其铝热反应速度适当),马上盖上坩埚盖,进行浇筑。手持堵漏棒,以防钢水泄露。
8)拆模。浇筑结束1 min后,移走坩埚,4.5 min后拆下夹具和砂模。
9)推瘤。浇筑结束6.5 min后开始推瘤。切忌推瘤不可过早,如果没有达到时间和温度的要求就推瘤,焊缝处就会产生很多的细碎裂纹,形成裂纹源。注意,推瘤前要仔细检查推瘤机的刀头是否有损坏,以防拉伤焊头。
10)打磨。分热打磨和冷打磨。700℃以下热打磨,顺序:钢轨顶面的内侧→钢轨顶面与内侧交汇面的拐角处→钢轨内侧面→钢轨顶面的外侧→钢轨顶面与外侧面交汇的拐角处→钢轨外侧面,打磨至留有0.8~1.0 mm的余量。90℃以下冷打磨。按照速度区段的不同,轨头工作面1 m长度平直度允许的最大偏差也不同,如表1所示。京沪高速铁路是按照速度>200 km/h的标准作业的。
11)50℃以下温度进行超声波探伤。

表1 平直度允许的最大偏差
2 常见焊接缺陷及成因分析、预防措施
钢轨焊接完后除了检查表面上的质量外,还要对其内部结构进行检测,这就离不开超声波探伤[4]。
2.1 气孔
1)超声波探伤波形图示如图2。

图2 气孔超声波探伤波形图示
波形特点:单个气孔的回波高度较低,从各个方向探测波形相同。密集气孔会出现很多波形,并且随着探测方向的不同,波形会出现此起彼落的现象。
2)成因分析:气孔是焊缝在凝固过程中产生和放出气体所形成的。产生的主要原因有焊剂过期或者潮湿、轨缝有水分、封箱泥过湿、预热时使用的燃气水分含量高、焊剂燃烧平静时间短、外界环境中水分较多等。
3)预防措施:焊前检查焊剂,不用过期、过潮的焊剂;检查封箱泥,不用过潮、过干的封箱泥,坚决不多用、少用,封箱泥的使用量要适量;预热使用的燃气(丙烷和氧气)纯度要高,否则含水量高,燃烧过程中产生的水蒸汽就容易留在焊缝里,产生气泡;高温火柴插入焊剂深度要严格控制,过深了反应速度过快,镇静时间不够,钢水提前浇筑,会在砂模内继续反应,易形成气孔[5-6]。
2.2 夹杂
1)超声波探伤波形图示如图3。
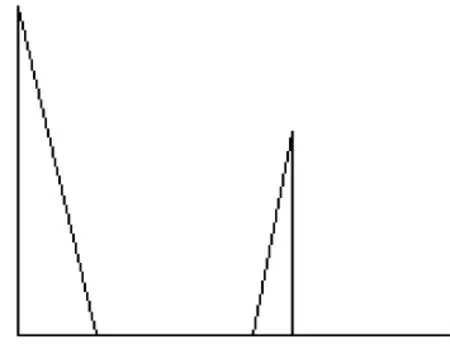
图3 夹杂超声波探伤波形图示
波形特点:形状与气孔的类似,但在不同角度探测时,波形会出现较大变化。
2)成因分析:砂模有残渣没有清理干净;封箱泥封箱时不小心掉进砂模;钢轨未清理干净,有铁锈等杂物留在了轨缝里;焊剂镇静时间不够,钢水提前浇筑,产生的熔渣无法完全排出。
3)预防措施:安装砂模前检查砂模是否有破损或掉渣,并用毛刷将砂模内多余的浮砂清理干净;焊前将要焊接的两个钢轨端部200 mm范围内铁锈清除干净,包括轨头、轨腰、轨底以及钢轨端面;安装完砂模后要用干净的纸板盖上砂模,避免杂物落入砂模;检查焊剂是否均匀,避免出现偏析现象;控制高温火柴插入焊剂的深度,避免反应速度过快。
2.3 缩孔疏松
1)超声波探伤波形图示如图4。

图4 缩孔疏松超声波探伤波形图示
波形特点:回波松散,有些波峰呈树枝状。
2)成因分析:轨头预热不均匀;浇筑口散热过快。
3)预防措施:控制好预热时间和温度,保持轨头断面垂直,使其受热均匀;钢轨轨温 <15℃时要对轨头1 m范围内加热至37℃;寒冷天气要对焊头保温,减缓散热速度。
2.4 未焊透
1)超声波探伤波形图示如图5。
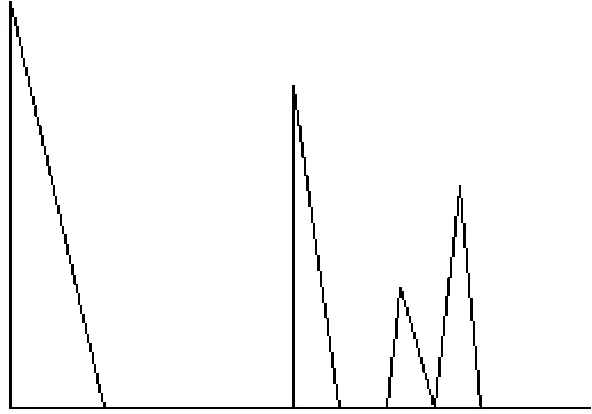
图5 未焊透超声波探伤波形图示
波形特点:波幅较低,在焊缝两侧探伤时均能得到大致相同的反射波,有些呈多支波同时显示。
2)成因分析:燃烧火焰未调至规定预热温度,预热时间不足;焊缝间隙过大或过小,致使局部预热不到位,特别是轨头厚的部位和轨底角边缘;撤模推瘤过早,未凝固前钢轨蹿动。
3)预防措施:预热时间一定要把握好,可以根据当时的天气情况适当延长或缩短预热时间,确保预热温度;严格轨缝预留宽度和推瘤间隔时间;防止钢轨的振动。
2.5 裂纹
1)超声波探伤波形图示如图6。

图6 裂纹超声波探伤波形图示
波形特点:回波高度大,波幅宽,波形稳定,强烈。
2)成因分析:受热不均,冷却速度过快;焊缝过早产生应力。
3)预防措施:按照操作规程,控制好预热时间、温度、均匀度;避免焊缝结晶过程提前受力,避免钢轨振动;焊缝结晶过程避免钢轨突然受冷,如夏天焊轨时突然降雨。
3 结语
目前我国高速铁路网规划已经初具规模,将来会有几万公里的高速铁路,列车的速度也达到了300 km/h,无缝线路无疑已经是必然的选择,这就对铝热焊提出了更高的要求。对铝热焊焊接工艺的研究,对其常见病害的检测,都有助于提高焊接质量,减少接头病害,这不仅节约了焊接成本,减少了维修工作量,延长了设备的使用寿命,更重要的是提高了线路的安全性和旅客乘坐的舒服性。本文通过结合京沪高速铁路廊坊道岔铝热焊接过程,介绍了铝热焊在高速铁路上的焊接工艺以及病害检测,希望对以后我国高速铁路的铝热焊接技术提供借鉴。
[1]曹喜君.无缝线路铝热焊施工方法[J].科技经济市场,2006(3):50-51.
[2]李锦,刘景利.钢轨铝热焊焊缝边缘伤损的超声波检测技术[J].铁道建筑,2009(9):104-105.
[3]李东侠.钢轨接头铝热焊接质量的控制[J].铁道建筑,2005(5):70-71.
[4]崔成林,高松福,迟俊杰,等.国内外钢轨铝热焊接技术研究现状和发展[J].铁道建筑,2009(6):96-100.
[5]李法恒.50 kg/m钢轨铝热焊接质量控制[J].铁道建筑,1991(2):17-18.
