新型电除尘器在皂化废液焚烧废气治理中的应用
2012-11-22丁秀青
李 军,丁秀青
(武汉龙净环保科技有限公司,武汉 430065)
新型电除尘器在皂化废液焚烧废气治理中的应用
李 军,丁秀青
(武汉龙净环保科技有限公司,武汉 430065)
皂化废液焚烧技术是一种新型的化工工艺,移植造纸黑液焚烧技术,采用焚烧法来处理皂化废液,产生的废气污染严重,常规电除尘器不能满足当前废气治理要求,开发的新型高效电除尘器投入应用后,取得了满意效果。
皂化废液;新型高效;电除尘器
1 概述
石油化工厂用环己烷氧化生产环己酮的生产过程中会产生大量的皂化废液,皂化废液中不仅含有大量可回收的物质,而且也是一种难处理的有机废水。国内第一套皂化废液碱回收装置安装在岳阳巴陵石化公司。以苯为原料,采用荷兰STAMICARBON公司HPO工艺制取己内酰胺,年产5万t。在环己酮生产过程中,每小时产生2300kg有机酸盐皂化废液,其固形物含量在46%以上,化学组成及物化性质与造纸黑液相似。巴陵石化公司、岳阳造纸厂、武汉锅炉厂、轻工部长沙设计院联合进行工业试验,在移植造纸黑液焚烧技术的基础上加以改进,采用了焚烧法来处理皂化废液。主要是在锅炉内用重油做燃料使皂化废液焚烧,以得到副产物蒸气和回收碳酸钠。
皂化废液是一种棕黑色黏稠液体,有强烈的刺激性臭味,为了除去环己烷氧化液中有机酸类、有机酸酯类的衍生物,工业上通常加30%~50%的氢氧化钠中和皂化,使系统由酸性变成碱性,最后形成的液体称为皂化废液。它的组成根据环己酮氧化生产工艺的差异也有所不同,但一般都由NaOH、有机酸、有机酯酮、聚合物和水等组成。典型的皂化废液的组成如表1。
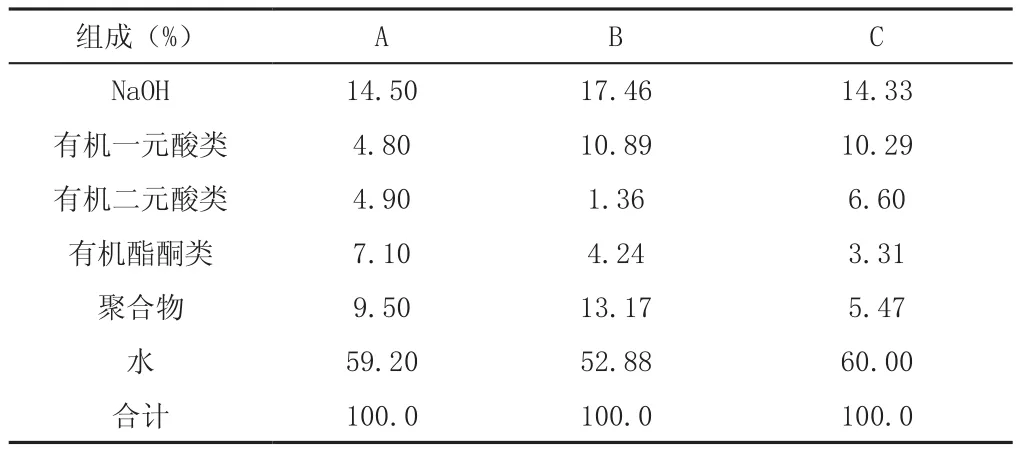
表1 典型的皂化废液的组成
2 当前皂化废液焚烧废气治理存在的问题
皂化废液焚烧系统不断完善,碱回收率和皂化废液提取率不断提高,这为化工行业的水污染控制提供了保证。但皂化废液在焚烧过程中产生的废气对大气的污染相当严重,治理其废气主要是控制粉尘排放。最初采用的是常规电除尘器处理废气,但由于皂化废液焚烧后产生的烟尘具有粉尘粒径非常小(直径<1μm的粉尘比例很大),粉尘的黏度大,含碱量大,气体的温度高,腐蚀性大,并具有较强的吸水性,烟尘中含湿量较大,且粉尘的浓度会随负荷和原料的变化而波动的特点等,因而造成烟气排放不达标,污染严重,除尘器也会出现多种故障。如:绝缘件故障多,承压绝缘子、穿墙套管、电瓷转轴经常破裂或断裂;高压电源频繁跳闸,造成停炉;电晕线肥大,卸灰装置失效;除尘器刚投运时效果很好,几个月后除尘效率下降;阴阳极、本体腐蚀严重;经常赌灰,造成短路等。
3 新型静电除尘器的开发
针对皂化废液焚烧在常规电除尘器出现的问题,采用新型高效静电除尘可解决以上问题。因此研发新型的专用于治理皂化废液焚烧废气的高效静电除尘器十分必要。
3.1 常规电除尘器设计存在的问题
(1)常规电除尘器通常是在选型、设计上多采用依照经典公式和模仿引进国外样机为主,因此电除尘器在绝缘、气流分布、极配形式、电场布置、振打清灰以及供电方式上都存在不同程度的不足。最明显的问题是绝缘问题,因为绝缘子在工作时与废气接触,表面易形成灰层,造成高压电极与收集极间产生高压爬电,导致跳闸,被迫降低电压运行,这样就会使粉尘超标排放;严重时会损坏绝缘子或瓷套,使电除尘器不能工作。
(2)电极配置没有突破旧的形式。常规设计的电除尘器的每个电场的极配、电场强度是一致和均匀的,但在实际工况中,粉尘在电场中的分布是不均匀的,其结果是使除尘器的集尘板利用率降低,电场强度得不到合理分配,工作电压受到限制,除尘效率低。
(3)电除尘器的电极材质没有采用防腐工艺处理或没有采用防腐材料,在皂化废液焚烧废气处理时会发生化学腐蚀,使电极腐烂,造成电极部件更换频繁。
(4)电气高低压设备没有进行电负载匹配设计,这就导致不能充分发挥电参数在电除尘器运行中的作用,不能使电除尘器发挥最大效率,也不能长期工作在最佳状态。
3.2 新型静电除尘器的设计思路
根据皂化废液焚烧工艺的特点和废气工况参数,针对常规电除尘器在使用中存在的问题,总结电除尘器长期使用的经验,开发皂化废液焚烧废气治理专用新型高效静电除尘器:
(1)根据电除尘过程的工况条件,采用动态参数设计,使电除尘器的电场分布、电极配置在工况中达到最佳效果,提高电极板的利用率,节约钢耗量。
(2)通过高低压与IPEC节能控制系统的有机结合,使除尘器与锅炉同步运行,除尘器节能降耗;使电源和电除尘器匹配,将电除尘器的处理能力和效率发挥到最大限度并使电除尘器长期稳定工作。
(3)电除尘器的阴阳极关键部件在设备运行中应具有自动清理和自动恢复功能,并能维持正常、高效的工作状态。
(4)采用防腐蚀材料和工艺制作新型电除尘器。使电除尘器具有足够的防腐能力,确保电除尘器的长期高效可靠运行,降低维护费用。
3.3 新型高效电除尘器的技术特点
(1)采用良好的绝缘结构,使绝缘体与污秽气体隔离。绝缘体不直接与烟气接触,避免了瓷套内侧沿面爬电、闪放电的现象,解决了电除尘器绝缘的关键问题,使设备长期运行稳定可靠。
(2)采用热风清扫系统,保证绝缘体干燥,杜绝因锅炉波动造成瓷套积灰,保证了电除尘器长期可靠升压运行,大大提高了运行率。
(3)采用特制、专有不锈钢阴极线,避免电晕线结球而造成电晕封闭,避免断线,实现节能运行,明显提高可靠性和除尘效率。
(4)采用了特制、专有的阴极结构及其振打方式,有效解决了因电瓷转轴爬电而断裂,大大提高了运行的可靠性和稳定性。
(5)采用多种极间距结构,并配置了专有的电场分布装置和扰流装置,放宽了电除尘器对粉尘比电阻、气体温度、湿度和含尘浓度的要求范围,提高了收尘效率和运行的可靠性。
(6)采用预处理技术和专有的气流分布技术,保证了除尘效率达99.9%以上,经电除尘器处理后的气体排放符合国家最新的排放标准。
(7)采用新的制造、焊接工艺和专有的密封装置,保证了除尘器整体的气密性,提高设备整体的耐腐蚀性,延长了设备的使用寿命。
(8)改进输灰装置结构,有效解决了除尘器的堵灰现象,提高了设备运行率。
(9)采用特殊的保温材料,增加保温层厚度,加大了电加热器的功率,有效解决了因结露造成的腐蚀,设备可长期、稳定、有效运行。
(10)采用防腐工艺和防腐材料,延长了除尘器阴阳极的使用寿命,降低了维护费用,提高了运行率。
(11)采用特殊的加热工艺,有效解决了因锅炉停运和启动而造成的设备腐蚀。
(12)采用了IPEC节能和PLC相结合,实现了除尘器的在线检测和高效节能。
3.4 新型高效电除尘的工艺流程(见下图)
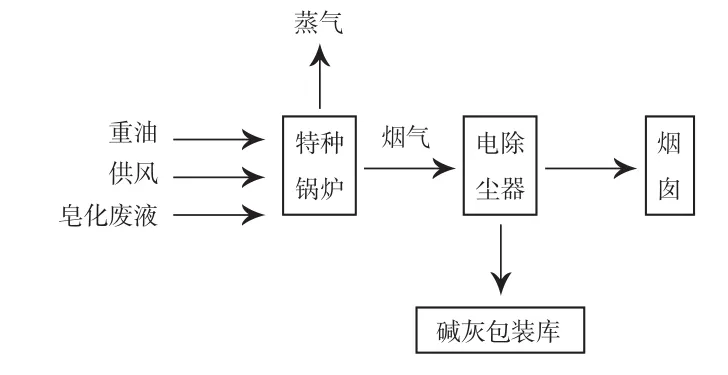
新型高效电除尘工艺流程图
4 新型高效电除尘器的应用
2008年某石化公司新建一套皂化废液焚烧装置,采用了新型高效电除尘器,投运至今,除尘效率达到国家有关排放要求,取得了满意效果。
(1)锅炉技术参数:处理皂化废液能力为16t/h;设计蒸气产量35t/h;正常蒸气产量25t/h;额定蒸气温度194℃;额定蒸气压力1.27MPa;给水温度105℃;热风温度(预热器进口)150℃;热风温度(预热器出口)300℃;排烟温度195℃。
(2)锅炉燃料:1)设计燃料的皂化废液元素分析(%)为,War=55;Aar=15.938;Car=10.260;Har=2.840;Oar=15.840;Sar=0.054;Naar=0.068。皂化废液低位热值3307kJ/kg;比重1.2g/cm3;黏度8.2mPa.s;皂化废液入炉浓度5%;皂化废液入炉温度100℃;皂化废液入炉压力2.5MPa。2)校核燃料皂化废液固形物元素分析(%):C=33.38;H=5.22;O=35.34;Na=22.76;其他=3.3。皂化废液固形物热值13.03MJ/kg(高位),12.11MJ/kg(低位);皂化废液入炉浓度45%。3)辅助燃料#100重油元素分析(%)(用户提供):War=1.05;Aar=0.05;Car=82.5;Har=12.5;Oar=1.91;Sar=1.5;Naar=0.49。低位发热值Qar.net=40,600kJ/kg;开口闪点120℃,凝点25℃;重度0.92~1.01g/cm3;恩氏黏度(E80)15.5。4)掺烧工艺气体醋酸车间尾气分析见表2。5)烟气性质(锅炉MCR工况):除尘器入口烟气量70,000m3/h;除尘器入口烟气温度最高为220℃,正常运行温度为195℃;除尘器入口含尘量60g/m3,出口烟气含尘浓度≤90mg/m3;最大负压4000Pa,正常负压3500Pa;除尘器入口烟气露点温度为115℃~145℃。
(3)电除尘器的主要性能及参数:形式为卧式三电场;有效流通面积45m2;处理烟气量70,000m3/h;电压66kV;电场风速0.75m/s;进口烟气温度最高为220℃,正常运行温度为195℃;烟气入口含尘浓度60g/m3;烟气出口含尘浓度≤90mg/m3;电场通道数为15个。
新皂化废液焚烧装置于2010年3月4日建成投产运行,年处理能力达13万t。一年多来的运行证明,新炉运行经受了负荷频繁变化、燃料热值偏低且品种更换频繁的考验,装置的烟囱排烟指标、处理能力、热效率、成本费用均创历史最好成绩。
为验证新炉开车以来的环保效果,检测部门对皂化废液锅炉除尘器的排放烟气进行了综合检测,结果显示:二氧化硫和一氧化碳的含量均为0,二氧化碳含量为8.71%、粉尘含量<50mg/m3,均符合国家最新的工业锅炉一级排放标准。
5 结语
皂化废液焚烧技术是一种新型化工工艺,化工副产品市场非常广阔,而且回收碱的利润相当可观,各化工厂相继采用了此技术。开发皂化废液焚烧废气治理的专用新型高效电除尘器,可最大限度地在皂化废液焚烧废气治理中发挥作用保护环境,发展前景良好。
[1]范冰.已内酰胺生产中皂化液的处理及综合利用[J].石油化工,1997,26 (10):711-714.
[2]李方文,马淞江.焚烧法处理环已酮生产中的皂化液[J].环境污染治理技术与设备,2005.
[3]冯肇霖,殷贵宪.造纸碱回收中废气治理新型高效静电除尘器的开发研究[C].中国造纸学会97’全国造纸碱回收技术研讨会交流资料.
Application of New Type Electrical Precipitator in Exhaust Gas Treatment of Waste Liquid Incineration from Saponification
LI Jun, DING Xiu-qing
X701.2
A
1006-5377(2012)01-0032-03