纸张涂布如何实现自动接纸
2012-11-22赵英
赵 英
(东莞市天盛特种纸集团有限公司工程技术研发中心,广东东莞,523932)
纸张涂布如何实现自动接纸
赵 英
(东莞市天盛特种纸集团有限公司工程技术研发中心,广东东莞,523932)
通过控制好收、放卷的自动搭接,压光机的自动分、合辊,各加工区间张力适当3个主要环节,实现了纸张涂布过程的自动接纸,提高了生产效率。
涂布;张力控制;自动接线
1 自动搭接
本文所述纸张涂布过程的自动接纸 (搭接)虽然以无碳复写纸生产设备为例,但其他纸张的涂布过程收、放卷的自动搭接方式与无碳复写纸的涂布相比较基本大同小异。实现纸张涂布过程中的自动接纸不仅可以提高生产效率、减少能源浪费、节约生产成本,而且还能减轻操作工人的劳动强度、提高产品品质等。自动搭接由放卷搭接和收卷搭接两部分构成。
1.1 自动放卷搭接
自动放卷架是由一个旋转臂和减速机的传动机构构成。旋转臂旋转一周约需1.5 min。在旋转臂的两端分别配有动力传动双工位结构的A、B无轴退、卡纸架。
自动放卷搭接是指一个纸卷涂布完成时,另一个纸卷迅速搭接上;生产过程中不停机、不减速,周而复始不停地涂布。非特殊情况,一般无需停机。
自动放卷的原理是:预先在B纸卷上粘好双面胶带,当A纸卷即将涂完时,旋转臂将B纸卷旋转到合适的位置开始预加速;当旋转到线速度和A纸卷的线速度接近时,断纸刀在气缸的推动下,A纸卷尾部的纸幅在气缸的作用下不断地上移;当移到B纸卷并与其上面的双面胶粘上的瞬间,断纸刀迅速将A纸卷的尾部纸幅切断,B纸卷的纸头被粘上并开始新的涂布,B纸卷预加速停止,进入正常的运行状态。此时卸下A纸卷上的纸芯管,装卡一卷新的纸卷,然后又重复新的涂布操作。图1所示为400 m/min的自动放卷搭接装置图。
1.2 自动收卷搭接
自动收卷搭接与自动放卷搭接基本类似,也分A、B收纸卷。所不同的是:收卷部A、B两部分装卡的是钢管,电机不像放卷那样在放卷的过程中一直处于被拖动状态,而始终是主动旋转。A纸卷在收卷的过程中,装在B纸卷的收卷钢管上粘有双面胶带。A纸卷即将完成一卷纸的收卷时,卡有钢管的B纸卷开始预加速,当线速度和A纸卷线速度一致时切断A纸卷尾部纸幅,此时B纸卷的接头被粘在A纸卷尾部的纸幅上并开始收卷;卸下A纸卷并装卡上一条新的钢管然后重复上述过程,完成连续自动接纸。另外,粘在放卷B纸卷、收卷A纸卷钢管上的双面胶要整齐、平整,否则在搭接的过程中容易将纸幅拉断。

图1 自动搭接放卷设备
2 压光机自动分、合辊
2.1 普通压光机存在的弊端及解决方法
自动搭接虽然能解决收、放卷的搭接问题,但是由于纸幅的接头是靠双面胶完成搭接的,因此有接头的部分若通过压光机就比较困难;因为有接头的纸幅在经过压光机时,由于压光机对接头的碾压很容易造成有接头的纸幅粘在压光辊上,并引发断纸。这也是长期困扰自动接纸的一个重要环节。若有一种压光机在接头经过时,加压辊与被加压辊自动分离,待纸接头通过两辊的间隙后再合辊并继续加压,纸幅经过压光机的断纸及胶带粘辊问题就可以迎刃而解了。
由笔者所在的团队经过深入的研究,研发出一种全新压光机,该机无论是整机结构还是控制部分都是最新的研究成果。该机具有自动分、合辊特性,已申报发明专利。
2.2 新型压光机的构成及控制
(1)该机的上下两辊均由合金锻造而成,主要目的是增强其尺寸稳定性、韧性、耐磨性,经过热处理及数控磨床精磨后表面硬度可达60HRC(洛氏硬度)左右。架体采用A3钢板焊接成形后整体回火处理,消除内应力,防止变形。
(2)压光机上、下两辊均配有22 kW直流电机传动,其目的主要是防止分辊后其中一个不带动力的辊线速度会减慢,这样两辊合辊时线速度就会一致,不会导致辊面摩擦引起断纸。因为两辊均配有独立的动力传动,即使分辊后再合辊,两辊均能保持同一线速度运行,对纸幅压光不会产生任何影响。
(3)电器控制部分采用西门子直流控制器、压光机单机可编程逻辑控制器 (PLC)与油压系统及整条生产线PLC相结合的控制技术。
因自动分辊压光机的控制在位移、分辊同步方面要求很精确,直流控制在微调、精调控制方面要优于交流变频控制。另外,直流控制在车速处于低速状态下对压光控制也比交流变频控制更容易实现。
(4)两辊通过西门子触摸屏可独立加压、调整两端升降速度。
2.3 自动分、合辊的原理
以车速400 m/min、断纸刀距离压光机30 m为例,当放卷部搭接完成的一瞬间,由断纸刀断纸时,发出压光底辊自动分离信号。纸幅从断纸刀断纸动作并发出信号,该信号经过PLC到压光机需要4.5 s。在4.5 s内经PLC处理后自动发出油压系统卸载信号,油压系统接到PLC给出的信号通过电磁溢流阀卸油压系统载荷,卸载后底辊同上辊迅速分离2~3 mm的间隙让有接头的纸幅通过;待接头通过后,油压系统自动恢复加压合辊。从而完成对纸幅连续加压过程。虽然压光机的自动分、合辊后会造成约10 m纸幅不能压光,但这部分都发生在收卷的纸头及纸尾,不会对产品质量造成影响,也不会造成纸幅的浪费。自动分、合辊式压光机见图2所示。
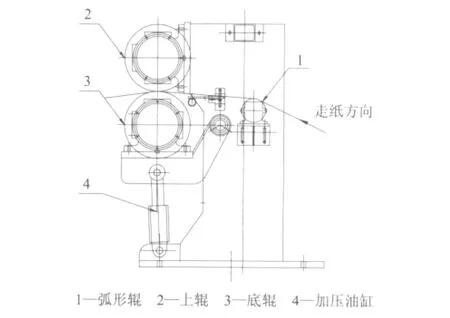
图2 自动分、合辊底部加压压光机简图
3 各加工区间的张力分段控制
虽然自动接纸需要有自动收、放卷搭接,自动分辊式压光机,但是各个加工段的张力若控制得不好,实现自动搭接并连续涂布还是有一定难度的。这是因为各个区间段的张力在整饰阶段有差异,因此涂布纸不能采用统一的张力控制,否则会造成涂布纸起皱、死纹、断纸,降低自动接纸的效率。
3.1 烘箱区间段的张力控制
纸张经涂布被涂料润湿后其抗张强度会降低,因此采用的张力同其他部分相比较要低一些,并且进出口两端须采用张力分段辊将这段纸幅分隔开来,使得烘箱内的这段纸幅单独形成一段张力控制。否则,在烘干的过程中,纸幅在烘箱内容易起皱或被拉断。以涂幅宽1720 mm、定量42 g/m2的纸幅为例,则烘箱区间段的张力一般满幅为245 N左右。
3.2 出烘箱后到烫平区间段的张力控制
纸幅出烘箱后为了防止其翘曲,加了一台防止翘曲的背涂水机。因背涂水机涂到纸幅的水膜比较薄,一般在10 μm左右,其纸幅的含水量要比纸幅在烘箱内低,因此张力控制要比在烘箱内的张力控制略高,一般设定满幅为265~275 N。
3.3 烫平至压光区间段的张力控制
纸幅从烫平缸出来到压光机这段区间因经烘干后纸幅抗张力基本恢复原值,因此不能采用与烘箱烘干同等的张力,要高于纸幅在烘箱段的张力。若烘箱区间段的张力满幅为245 N,则烫平至压光区间段的张力要提高到满幅294 N左右。当然这只是一个参考值,不是一个张力控制的绝对值,具体操作时要根据纸张及纸种的差异、松紧、起皱等状况进行相应的调整;否则,纸幅不是过松就是过紧,过松会导致收卷松紧不一,过紧就会造成纸幅起皱、断纸。
3.4 放、收卷恒张力控制
现以放卷为例,当卷筒直径变化时,为了使纸幅的表面张力保持不变,必须保证纸卷转速与卷径成反比且转矩的变化与卷径成正比。这样得到的纸卷松紧才能保持一致。关于恒张力控制有多种控制方案可选,一般采用中心卷曲原理较好,其原理是根据电机转矩的变化与卷材卷径成正比来实现恒张力控制。优点是:不需要磁粉制动器或气动刹车器,直接采用直流调速器控制直流电机就可以实现恒张力控制。也可通过张力传感器检测张力传给PLC,然后通过触摸屏控制张力的大小。这种控制具有独特的内置卷径计算功能,卷径输出可视,以及静态补偿及加速补偿等特点。
以上提供的数据是笔者根据生产实践中作为张力分段控制调整时的参考数值,具体操作要根据实际情况做出相应的调整。对于常用规格的纸幅,一旦张力设定好,一般情况就无需再调整。
4 结论
4.1 成功实现纸张涂布过程自动搭接的关键是控制好自动放卷、收卷,A、B纸卷的搭接线速度基本同步;此外,自动放卷的B纸卷及自动收卷B纸卷钢管上粘的双面胶带粘结得是否平整,也会对搭接是否成功产生重要影响。
4.2 对于压光的纸幅,在纸幅接头经过时具有自动分辊功能。
4.3 涂布纸各个加工整饰区间的张力控制对自动搭接后连续涂布产生影响;为了防止纸卷松紧不一,收卷、放卷必须采用恒张力控制。
[1] 张毅佳,张 文,王 澍.多功能涂布机的研制[J].中国造纸,2012,31(5):36.
[2] 刘述芳.液压识图速成与技法[M].南京:江苏科学出版社,2009.
[3] 张美云,陈均志.纸加工原理与技术[M].北京:中国轻工业出版社 1998.4
[4] 钟益联.纸机运行状态监控系统[J].中国造纸,2009,28(8):77.
[5] 郭艳萍.复卷机负荷分配控制策略的分析与实现[J].中国造纸,2009,28(12):53.
[6] 李路海,谭绍勐.涂布复合技术[M].北京:印刷工业出版社,2011. CPP
How to Realize Automatic Splicing in Coated Paper Production
ZHAO Ying
(The Center of Engineering Technology and Research Development of Dongguan Tiansheng Special Paper Products Group Co.,Ltd.,Dongguan,Guangdong Province,523932)
Three important operations must be well controlled in order to realize automatic splicing in coated paper production,they are automatic splicing in winding and de-winding,automatic separating and joining of the rolls of the calender,the tension control of the different process areas of the coating line.
coating;tension control;automatic splicing
TS758+.1
A
0254-508X(2012)11-0071-03

赵 英先生,工程师;长期从事无碳复写纸生产设备管理工作。
(E-mail:dgzhaoying 163@163.com)
2012-07-17(修改稿)
(责任编辑:郭彩云)
