成衣印花
2012-11-20刘永庆
◎ 文 刘永庆
成衣印花
◎ 文 刘永庆
成衣印花包括衣片(裁片)、半成衣和成衣三种类型印花,虽属纺织品印花,但与织物印花相比,成衣印花具有批量小、适应性强、随市场变化灵活、交货期短、个性化的优点。

成衣印花中衣片印花是主要的印花品种,半成衣印花是先将一部分衣片已经缝制成半成品,尚有部分没有合成,仍可打开铺平,这样便于其平整地粘贴在台板上进行手工印花。成衣印花需要制作与成衣大小相仿的台板模型,将要印制的服装套在其上,然后进行印花。成衣印花大部分集中在胸前和后背两大部位。印花方式和印花原理与通常的纺织品印花基本相同。衣片印花、成衣印花与布匹印花的设备材料和技术有较大不同,在国内的发展也分为两大系统,布匹印花隶属于纺织印染行业,设备多以平网印花机、圆网印花机为主,产品广、产量大、发展成熟;而衣片和成衣印花的发展从20世纪80年代初开始的,设备多以手动丝网印花机为主,产量小、基础薄,主要以丝网印刷行业为主。服装成衣印花和衣片印花近十几年发展非常迅速,特别是随着对外贸易的开发,服装印花也随之飞速发展,这主要是由于人们追求服装花型的快速翻新以及服装上局部印花和服装的个性化趋势,使服装印花更具有市场竞争力。特别是随着服装行业及印染行业两大纺织品印花鸿沟逐渐淡化,印花工艺技术相互渗透以及印花材料相互运用,使纺织品印花的发展更加丰富多彩。
成衣印花方式
成衣印花工艺方式取决于成衣衣料所选用的纤维材料性质,一般优先考虑用涂料印花工艺,因为涂料印花是依赖于印花色浆的黏合剂固色纤维,所以,对织物纤维没有选择性,几乎所有织物纤维全能用于印花。
目前,美国大约有80%的印花织物都采用涂料印花。据巴斯夫公司最近的预测,纺织品涂料印花将从2002年的110亿平方米增加到2012年的150亿平方米。涂料印花为什么有这么大这么快的发展,其原因是有它独特优点:色谱较全、设备简单、适用范围广、印制花纹清晰,但涂料印花不能印制深浓色,只能印制浅、中色,印制大面积花纹时手感较差。棉织物和针织物衣片如用涂料印花使手感不良,可采用快色素、快胺素、快磺素及可溶性还原染料印花,所印得的针织物色泽艳丽,染色牢度好,而且手感柔软。毛织物衣片或羊毛衫可采用酸性染料、中性染料和活性染料印花,对手感要求不高时可采用涂料印花。真丝衣片可用酸性染料、直接染料、活性染料和中性染料印花。涤纶衣片可采用分散染料印花(也可选用低温的分散染料进行升华转移印花)。对混纺的涤/棉、涤/腈、涤/黏等衣片常用涂料印花。衣片或成衣的涂料印花工艺如下:
1.涂料印花色浆的配制

涂料尿素自交联型黏合剂合成增稠剂xg 50g 250~400g 500~600g加水合成 1000g
2.工艺流程
丝网印花→烘干→汽蒸或焙烘
3.印花工艺注意事项:
①涂料印花所需的着色剂是颜料,颜料的性能对印花产品的色泽鲜艳度、色牢度、得色量、印花质量等影响很大,要选择具有优良着色力和遮盖力的颜料。涂料印花色谱齐全,适用各种纤维织物。
②衣片或成衣涂料印衣后可以不必经过任何后处理过程,只要晾挂一定时间即可缝合或上身穿着。涂料丝用印花过程简便实用。
③涂料印花后,如果急于穿用可马上用焙烘方法加工,焙烘温度在150℃,3~5min即可完成。
成衣印花设备
成衣印花大都采用台板式平网印花机(涤纶纤维还可选用热转移印花机),但对于印量大的也可选用机械化程度较高、适用大批量的连续式丝网印花机及全自动T恤衫丝网印花机 (转盘式平网印花机)。设备状况介绍如下:
1.印花台板
台板是成衣印花的主要设备,有冷台板和热台板之分。前者不能加热,后者在台板下方配有蒸汽加热设备,使台板板面温度可加热至40~50℃。台面由铁板制成,要求绝对平整光滑,台板的长度根据厂房而定,一般从10~30米不等,宽度一般为110~160cm。铁制台面底层是由双面绒布或尼毯包覆,在其上覆上一层人造革以增加其弹性,这样会使印制出的花型清晰。台板两侧装有固定好并钻有对花用的槽眼三角铁,供筛网框上对花钉穿插使用。印花前选在人造革上涂布一层黏合剂,再将要印的衣片平整地铺贴在人造革台面上。若是热台板印花时用黏合剂,会因黏性过大使衣片的纱线头、绒屑头等黏附在涂层上,因此有些企业在印制毛织物时还是用贴布浆,每印一次后用水洗去贴布浆,再重新刮贴布浆。为了保证印花的顺利进行和准确的套印精度,需将柔软的衣物平整牢固地附着在印花台板上,常采用涂覆粘合剂的方法,俗称此粘合剂为台板胶。合成树脂台板胶由于具有较高的粘合强度、优良的重复使用性。其中乳液型丙烯酸酯台板胶由于采用水作溶剂,无毒、无污染,粘合力强,重复使用性好,深受印花行业的接受。应用前先将台板用酒精擦拭干净,然后用软手刷将台板胶均匀涂刷上,白然晾干或用热风吹干。涂刷一次可反复使用两千次以上,若清除该胶,用棉布沾少许酒精即可擦去。

2.转盘式平网印花机
转盘式平网印花机上的数个台板等距离地安装在一个具有旋转功能的圆柱周围,台板多用木质贴面板制成,上面铺有毛毯和人造革,或浇上橡胶,可以升降的丝网版安装在同心圆柱上。这种印花台安装呈放射状,一般为复数个(4~12个),这种印台可按印花色数来决定。印花时花版围绕着机架中心立轴(圆柱)旋转,在转盘周围等角分布台板和托臂,托臂下边有定位锥套或定位卡槽。圆柱下降并压放在被印的衣片上,再用刮墨刀刮浆后抬起,圆柱转动一定角度让下一个已经铺衣片等待印花的台板来到印版下方,处于待印状态,如此重复这种动作。如MY-120型圆盘式丝网印花机主要用于T恤衫印花。

3.连续式丝网印花机
该式印花机结构特点是:承印物由传送带输入,传送带的速度可根据工艺要求进行调节,丝网印刷版安装在网框架上,框架可进行微调;印刷时,丝印版作上下垂直运动。该机安装有过滤装置。机械动作由气动控制,工作平稳,整机由微电脑控制,自动化程度高。适于大批量裁片及成衣印花。
成衣印花工艺
成衣印花的承印物是织物,织物是由各种纤维材料织造而成,织物纤维的不同采用的染料也会不同,不同的染料性质往往又会决定不同的印花工艺过程。下边根据成衣纤维的性质不同采用印花工艺分述如下:
一、棉及人造棉衣片的印花
1.色浆配制
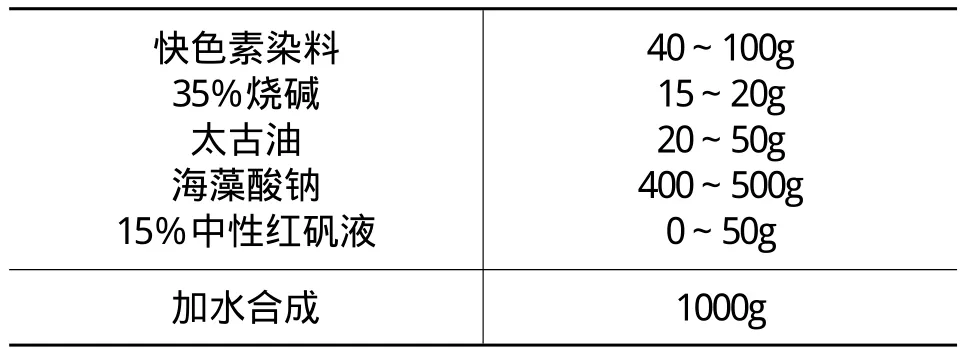
快色素染料35%烧碱太古油海藻酸钠15%中性红矾液40~100g 15~20g 20~50g 400~500g 0~50g加水合成 1000g
2.工艺流程
印花→显色→水洗→皂洗→烘干→整烫
该工艺注意事项:
①棉及人造棉衣片印花可采用快色素、快胺素、活性染料、可溶性染料和快黄素等,也可用涂料印花。
②染料品种不同导致印花色浆与工艺也不相同。棉和人选棉衣片的印花工艺与同染料的棉纤维相同。
③快色素染料印花后可悬挂在空气中进行显色(24~48h)。
二、真丝调成衣印花
1.色浆配制

xg 500~600g 50g加水合成 1000g染料原糊尿素
真丝织物筛网印花选用时,除了白糊精-可溶性淀粉外,还可采用白糊精-小麦淀粉的混合糊、植物种子胶的醚化衍生物等。

2.工艺流程
印花→烘干→汽蒸→冷流水洗涤→烘干→整烫
工艺流程中注意事项:
①真丝绸成衣印花常用弱酸性染料、中性染料和直接染料。涂料印花因手感问题,影响印花织物的风格,在真丝织物上基本不采用,仅个别地用白涂料印花,用于产生立体效果(如深色丝绒上的罩印白点)。
②丝织物印花后经烘干,这时色浆仅凭糊料粘附在纤维表面,染料和纤维还没有起作用,只有汽蒸使糊料吸收水气膨化,染料溶解向纤维内部渗透扩散完成着色作用。酸性染料、直接染料对丝纤维亲和力不大,蒸化时间要长些,活性染料较短些。通常汽蒸条件为100~102℃,40~60min,用4g/L固色剂C在40℃温度下固色10min,固色浴比为1:30。
三、羊毛衫及毛织物衣片印花
1.色浆配方

20~50g 50g 600~700g 30g 30~50g加水合成 1000g染料尿素原糊助剂释酸剂
2.工艺流程为:
印花→烘干→汽蒸→冷流水洗涤→温水洗→热水洗→烘干→整烫
执行印花工艺注意事项:
①对毛织物成衣印花通常选用弱酸性染料、毛用活性染料、中性染料等。
②印制深色羊毛成衣需要经过氯化预处理。氯化处理后的羊毛纤维表面的疏水鳞片结构被部分破坏,羊毛极性增强,更易吸湿膨化,大大提高了染料吸附能力,所以,可印制浓艳深色花纹。羊毛衫氯化处理方法:在有效氯浓度为0.018~0.3g/L的漂白粉和1.4~1.5g/L的盐酸溶液中处理10~20s,然后充分水洗。
③氯化预处理速度过快,容易产生色泽不匀,也会使羊毛衫泛黄及手感粗糙,为此印制浅色花纹的毛衫也可不经过氯化处理。

④一般染料印花后都要用蒸汽进行蒸化,使染料进入纤维和固着。蒸化工艺条件随着染料和织物性质不同而不同。羊毛织物汽蒸时要求湿度大、渗透深、时间长,常用圆形蒸箱进行蒸化,一般控制在102~104℃,汽蒸时间为40~60min。若汽化湿度低渗透差,效果可能变差;汽蒸后用冷流水冲掉没有作用的浮色,以免沾污白地之处。
四、化纤衣片(以涤纶为例)印花工艺
涤纶(即聚酯纤维)纤维,因分子中无亲水性基团,因而具有疏水性,它的结晶度和取向度都很高,分子排列紧密,微孔小,染料和助剂扩散进入其纤维内部比较困难,所以,涤纶衣片或成衣印花以分散染料为主,也可采用涂料印花。
1.色浆配制:

分散染料氧化剂原糊酸或释酸剂xg 5~10g 600~700g 5~10g加水合成 1000g
工艺流程:
丝网印花→烘干→汽蒸→洗涤→烘干→熨烫
工艺流程注意事项:

①长丝涤纶绸、短纤维的仿毛织物以及涤纶针织物等纯涤纶的衣片印花工艺与一般涤纶织物印花基本相同。均所采用分散染料印花,也可采用涂料印花。涤纶与棉、黏、腈、麻、丝等纤维混纺的织物一般通常采用涂料印花。涂料印花中涂料中的黏合剂对涤纶纤维的黏着力较差,为此,纯涤纶涂料印花色牢度不如混纺织物的牢度。
②涤纶织物用分散染料印花烘干后可采用高温高压汽蒸法、热熔法和常压高温连续蒸化法进行固色。高温高压汽蒸法固色是在密闭的汽蒸箱内用125~135℃的高温蒸化20~30min;热熔法固色印花织物通过焙烘机用180~220℃干热空气固色1~1.5min;常压高温汽蒸法固色是在常压下以过热蒸汽为载体,温度为175~180℃汽蒸6~10min。
成衣印花的几点说明
1.本文成衣印花是指各种纤维衣物的直接印花,不包含仿拔染印花和综合直接印花。成衣的转移印花已有文章另叙,故不包含在此文中。

2.如果坯布或已漂白的成品用于制作服装,在成衣印花时可能会导致较高的收缩率,必须通过适当的放大尺寸,而加以合适地调节。
3.成衣印花多数都是服装的湿加工(水洗、汽蒸),对于成衣已经完成钮扣、拉链等加工的影响必须引起注意。有些拉链和钮扣由金属材料制备的附件,会影响或破坏染料及腐蚀钮扣,应采取印花后再装钉。
参考资料:①《纺织品印花》 周曙红 主编化学工业出版社 2011年5月
②《现代丝网印刷技术问答》曹振英 主著印刷工业出版社 1999年11月
