我国生活垃圾焚烧工程分析
2012-11-20白良成卜亚明刘庆丽张晓斌
白良成,卜亚明,刘庆丽,张晓斌
(城市建设研究院,北京 100120)
我国生活垃圾焚烧工程分析
白良成,卜亚明,刘庆丽,张晓斌
(城市建设研究院,北京 100120)
分析了我国生活垃圾的基本特征、垃圾焚烧厂的效益和垃圾焚烧厂的现状,展望了我国垃圾焚烧工程的发展趋势。
生活垃圾;焚烧工程;现状分析;发展趋势
我国生活垃圾焚烧工程已经历了20多年的发展历程,其中前10年主要是学习和经验积累的过程,此期间工程以采用进口设备为主,建设了约10座垃圾焚烧厂,包括我国第一座日处理450t的深圳环卫综合处理厂,处理规模分别为1200t/d和1000t/d的上海江桥和御桥垃圾焚烧厂,处理规模为1000t/d的宁波垃圾焚烧厂,处理规模为300t/d的深圳龙岗综合处理厂以及数座小型国产炉型的垃圾焚烧厂。我国的垃圾焚烧工程在建设初期就十分注重对烟气污染物排放、渗滤液收集、恶臭及噪声控制等环境污染问题的控制和治理,因而国内的垃圾焚烧工程一直处于健康发展并不断完善的过程中。进入21世纪以来的10年,不断深化我国的垃圾焚烧工程理论,实现了焚烧工程主体设备的国产化,确立了以环境效益(包括保护环境资源;严格控制污染物排放,减小土壤、大气、水体的环境负荷)、社会效益(承担垃圾处理与不会对暴露人群的健康造成危害的社会责任)与经济效益(达到资源消耗最小化,经济利益适度化)为支撑的垃圾焚烧处理的可持续发展,使垃圾焚烧事业进入了高速发展时期。
1 生活垃圾的基本特征及效益分析
垃圾焚烧过程是以挥发分的空间燃烧为主。在生活垃圾的可燃物中,通常固定碳占20%左右,挥发分占70%~80%。据报道,在温度达到600℃时一些有机物挥发分的析出比例为:塑料99.94%、橡胶55%、纸类与竹木80%等,并具有在100℃~600℃温度环境下,短时间内大量析出的特点。
从热处理角度看,我国的生活垃圾大部分热值在3800~5500kJ/kg,处于从低热值(3350kJ/kg)向稳定高热值(7530kJ/kg以上)的过渡期。近两年一些城市对生活垃圾进行了垃圾干湿分类试点工作,通过对这些城市生活垃圾特性变化的分析估测(见表1),将会加速垃圾热值的提高。
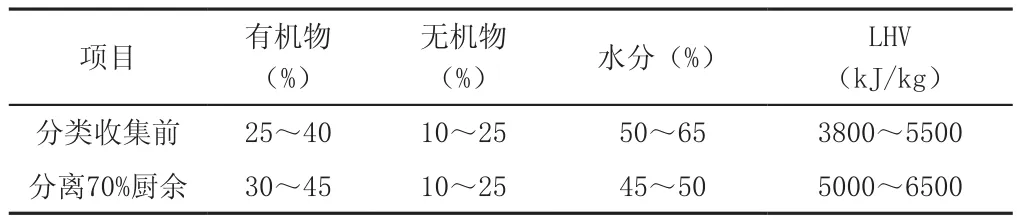
表1 城市生活垃圾特性
垃圾焚烧临界热值是实现垃圾持续、稳定焚烧的基本特征参数,定义为在无辅助燃料的条件下,实现进炉垃圾持续、稳定燃烧的下限低位热值。垃圾焚烧临界热值必须达到的预定状态为燃烧性的临界热值、环保性的临界热值、经济性的临界热值(见表2)。
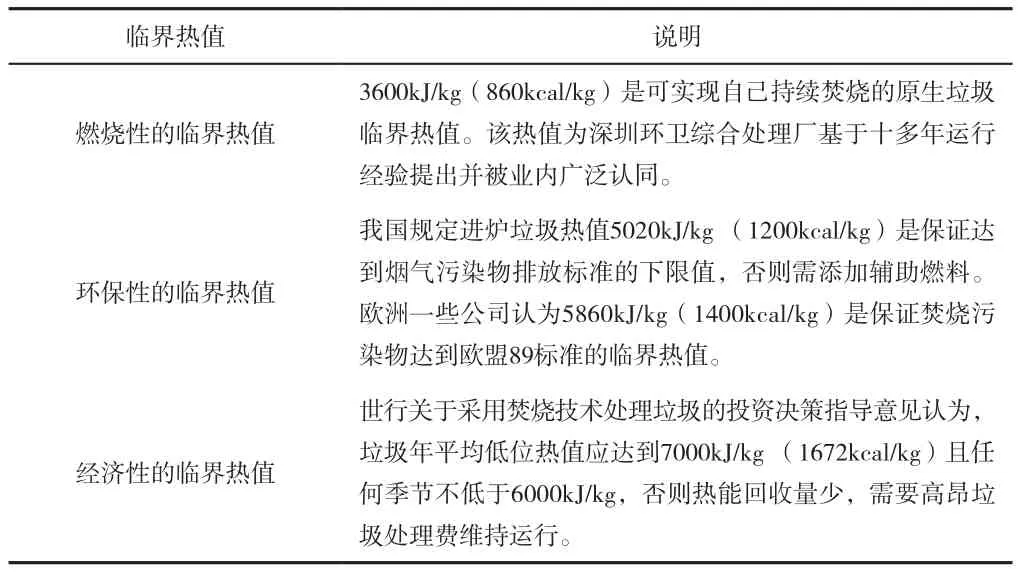
表2 垃圾焚烧临界热值及说明
我国垃圾焚烧工程的经济效益主要来自垃圾处理费和上网电价,因而垃圾处理量与上网电量就成为了垃圾焚烧厂追求企业利润最大化的经济目标。垃圾处理量分为进厂垃圾处理量和进炉垃圾处理量,按每天的进厂垃圾全部焚烧处理计,进炉垃圾处理量是进厂垃圾处理量与垃圾池内析出的渗滤液量的差(渗滤液析出量统计值为进厂垃圾量的10%~15%);另考虑焚烧装备允许每天4h多烧10%的垃圾量,则垃圾焚烧炉的处理规模为100%时,进厂垃圾量为112%~117%。因此实际上垃圾焚烧厂一直是在超负荷运行。在正常运行条件下,连续超负荷运行,对设备短期内的影响并不是很明显,但将会带来长期的损害。从保证环境效益和焚烧装备运行寿命的基本前提出发,垃圾焚烧量不应超过上述进厂垃圾量的计算比例,实现上网电量最大化也是提升垃圾焚烧厂运行管理水平的具体体现。主要途径是降低企业的用电率,提高上网电量;降低汽轮机排汽压力及各项热损失,提高全厂热效率。厂用电率有设计厂用电率和运行厂用电率之分,前者大于后者。设计厂用电率是用电设备铭牌功率与运行条件的计算结果。基于目前各类污染物的排放指标条件,大型垃圾焚烧厂的设计厂用电率约20%,中小型垃圾焚烧厂最高达24%。运行厂用电率是实际发生的厂用电率,一般在16%~18%,小型垃圾焚烧厂会大于20%。对垃圾焚烧锅炉、汽轮发电机组及管道等系统设备进行热平衡分析与全厂热效率分析找出节能降耗点,是优化运行厂用电率的有效途径。进行热平衡分析时,要求热平衡的不平衡率≯±1%;垃圾焚烧锅炉考核期热效率≮78%;汽轮机内效率达到设计值。机组排汽用水冷却时,全厂热效率在24%左右,用空气冷却时,可按降低4%考虑。
基于上述垃圾热值、析出渗滤液量及厂用电率等的分析,以吨垃圾焚烧总收益260元为例,对单位垃圾上网电价和垃圾处理费进行分析。吨垃圾发电量按下式估算。

由于该公式忽略了许多详细计算时的边界条件,通过对我国目前的垃圾焚烧状态的对比分析,估算发电量比项目的详细计算结果约低1%。测算结果如表3所示。该结果也印证了垃圾焚烧经济性的临界热值的合理性。

表3 单位垃圾上网电价测算
上述测算公式中的关键点是进炉垃圾热值(LHV)的确定,与之密切相关的是垃圾采样分析的误差率问题。垃圾采样分析的误差和干扰是任何检测过程中都存在的,误差原因主要有:样品基质随检测的区域、时间、气候而不同;采样计划、采样方法、样品前处理、检测范围以及检测溶剂、试剂及样品处理用的设备都可能对样品分析造成误差和干扰。垃圾采样分析与实际情况有偏差会导致全厂调试时间较长。利用统计分析原理,研究出垃圾物理成分与元素分析的经验关系(详见《生活垃圾焚烧技术导则》)。经过多年实践证明,该《生活垃圾焚烧技术导则》可作为核算垃圾元素与热值的实用工具。
2 我国垃圾焚烧厂的现状分析
2.1 国内垃圾焚烧厂的现状
2009年,我国大陆地区已经运行的垃圾焚烧厂为93座,日处理总规模71,253t,单位厂日处理规模766.16t,实际日处理量55,396t,实际单位厂日处理量595.66t,焚烧设施利用率77.75%(见表4)。与欧盟、日本、美国等其他国家的垃圾焚烧厂建设运行情况比(见表5),我国单位垃圾焚烧厂处理规模最大,结合历年垃圾处理情况,说明我国垃圾焚烧厂的建设规模趋于大型化。此外2010年垃圾焚烧厂达到106座,表明我国垃圾焚烧项目正在高速发展中。从年等效利用时数与焚烧设施利用率看,我国垃圾焚烧厂的运行状况处于偏低水平,表明需进一步提高我国垃圾焚烧厂的运行管理水平。另一原因是,我国的垃圾焚烧技术是炉排型与流化床型(处理规模占30%以上)焚烧炉技术共同发展。其中,采用流化床焚烧锅炉的多属于大中型垃圾焚烧厂,但等效利用时数及焚烧设施利用率低于炉排型焚烧炉,需提高其设施的可靠度。

表4 2001—2010年国内垃圾焚烧厂运行情况
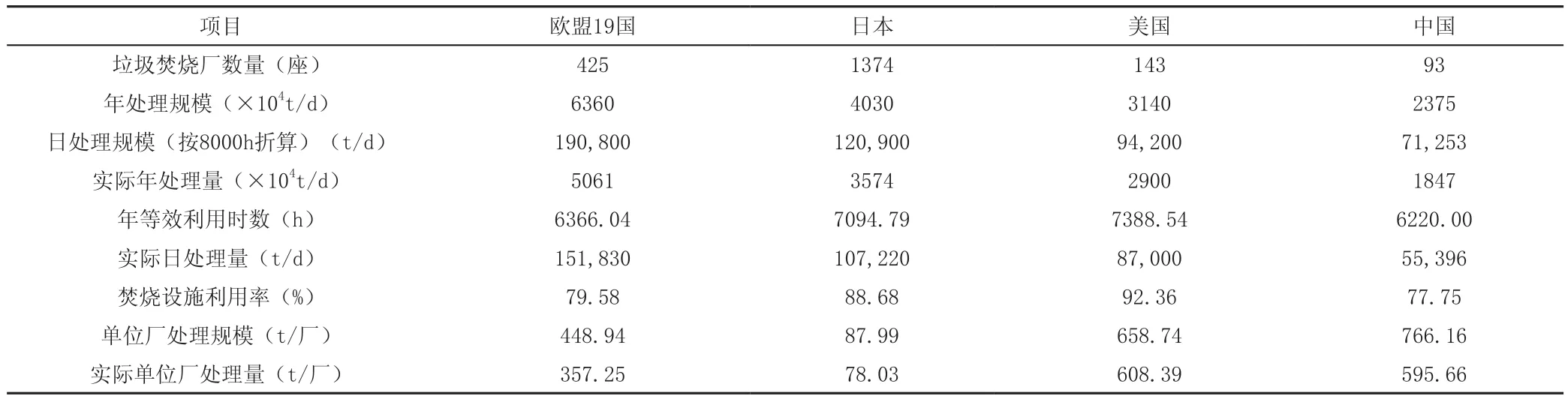
表5 我国与部分国外垃圾焚烧厂建设运行的对比(2009年)
2.2 国内的垃圾焚烧设备现状
我国炉排型焚烧炉装备国产化的路线图是:引进—消化—吸收—创新。至今,国际公认的优秀焚烧技术设备都已引进到我国,各项可靠性指标都较高,对我国垃圾特征的适应性基本良好,但DCS尚不能充分发挥功能。随着炉排型焚烧炉产品进口减免税门槛提高,进一步促进了垃圾焚烧技术装备的国产化。在消化吸收过程中,引进技术国产化设备的类型有5(已运行)+1(未运行)种,技术原型有MATIN、CITY2000、VON ROLL、SIGHERS、WATERLUE及VOLUND。全面引进技术、结构、制造、组装、调试等的国产化设备运行良好;但无全面引进的设备需注意防止重大故障发生。杭州新世纪、伟明、绿色动力等在马丁技术基础上的创新工作,获得了实用新型专利,总体运行状况正常。在焚烧设备国产化进程中,炉排片铸造质量与钢结构加工精度达到引进技术的要求甚至高于了引进部件的要求;设备装配精度仍有进一步提高空间;液压缸的质量与国际先进水平尚有差距。我国一些企业自主研发的垃圾焚烧装备主要以小型设备为主,大部分可靠性较低,一些环保不达标的企业已被关停。
2.3 垃圾焚烧热解气化技术
目前,垃圾焚烧行业的热解气化理论已经不是传统意义上的干馏概念,而是将气化与干馏统称为热解气化技术,这也是国际上有较大争论的原因。该技术目前在国际上处于市场应用初级阶段并具有发展潜力,我国目前几乎还没有实质上的热解气化应用技术。垃圾热解气化技术的主要特点有:发电效率高、能实现对焦油的控制、能耗较高、可燃气体净化投资高;采用干馏技术的垃圾处理规模小;不需烟气净化设施,但对前处理要求较高;气化技术对燃烧段温度的控制困难,市场化进程尚不明朗。
2.4 炉排型焚烧炉运行情况
(1)进口设备与引进技术国产化设备均可实现年运行8000h的要求,国产技术设备需进一步减少非计划停炉时间。
(2)存在连续超负荷20%~30%运行的状况,原因解释为“垃圾热值偏低,要达到炉膛出口处温度850℃/2s的要求,就要增加垃圾处理量”。但实际上,垃圾焚烧锅炉在设计时考虑到20~30年长期运行的要求,运行初期的炉膛热负荷要低于额定值。正常运行的垃圾处理量控制在70%~100%(实际控制在80%以上),相应总发热量控制在65%~100%,炉膛热负荷也在此区域内,即垃圾热值在燃烧图确定的稳定燃烧区域内时,均可保证设备连续、稳定运行。
(3)炉渣热灼减率≯5%是在我国垃圾焚烧装备国产化进程初期缺乏相应工程经验条件下的规定,其中对引进技术的国产化垃圾焚烧炉的炉渣热灼减率要求≯3%。实践证明,此规定对推动我国焚烧装备的发展及保证引进焚烧技术设备的可靠性具有保驾护航作用。至今,无论是采用引进技术还是具有专利技术的国产设备,大都以3%作为炉渣热灼减率的运行控制目标。主要问题是对采集样品代表性的质疑。对此,《福建省生活垃圾焚烧厂运行维护、检测监管及考核评价标准》中首次提出焚烧炉渣热酌减率按照《工业固体废物采样制样技术规范》HJ/T20采样的规定,弥补了国内对该采样规范的空白。
(4)针对炉排下灰斗易发生再燃烧事故,经对设备和运行状态分析,提出炉排漏渣率≯0.5%的参考指标,实际可达到≯0.2%。
(5)锅炉出口烟气含氧量一般控制在6%~10%,目前大多按8%控制,相应CO量控制在80mg/Nm3以内。
2.5 烟气净化系统
烟气净化系统中,脱酸系统以旋转雾化半干法为多,其关键设备采用下图所示的三种进口设备,这些设备的运行可靠性较高,但对Ca(OH)2粒度与品质要求也高,计划停运系数高。对于循环流化法脱酸系统,国内的垃圾焚烧厂从瑞士引进了一套GSA系统,从日本引进了一套NID系统,运行状态均优于国产同类系统。随着烟气污染物排放标准的提高,一些新建的垃圾焚烧厂将采用半干法+干法等组合工艺。目前湿法在上海老港项目上准备尝试应用,实际运行费用与全厂的热效率等经济性问题尚待实践证实。
除尘器本体目前已基本实现国产化,但不同产品的质量差异比较明显。国产覆膜PTFE滤袋已成功应用,具有与进口产品强有力的市场竞争能力。以SNCR系统为主的脱氮装置陆续应用于垃圾焚烧厂,以提高脱氮效率为目的的改进型装置也在逐渐进入市场,但我国还没有应用。SCR系统受运行费和催化材料等问题的困扰,尚未有运行业绩。采取高效袋除尘+规定质量的活性炭吸附,加之燃烧控制措施,可有效控制二英达到目前严格的排放标准。由于二英的多类型与痕量特点,现还不能实现在线监测,现阶段的研究成果可从包括CO与炉渣热灼减率等完全燃烧指标进行日常运行的间接控制,具体指标可参考现行的欧盟标准。
3 我国垃圾焚烧工程的发展趋势
近十年来,我国垃圾焚烧项目取得了较快发展,一线城市绝大部分已经建设了垃圾焚烧厂,二线城市的需求量仍较大,且按城乡一体化发展的需求,仍有较大发展空间。我国垃圾焚烧项目的建设资金来自政府投资与企业投资。从垃圾处理规模、发电功率与规划投资等方面看,截至2008年底,政府投资建设项目所占的比例较小,通常建设周期较长。民营企业的投资占大多数,已成为垃圾焚烧事业主力军,但建设资金与总建设规模的矛盾比较突出(见表6)。近年来,央企、国企市场占有率大幅提高,其明显优势在于资金有保证。按目前的政策,垃圾焚烧项目近期仍以企业投资为主。
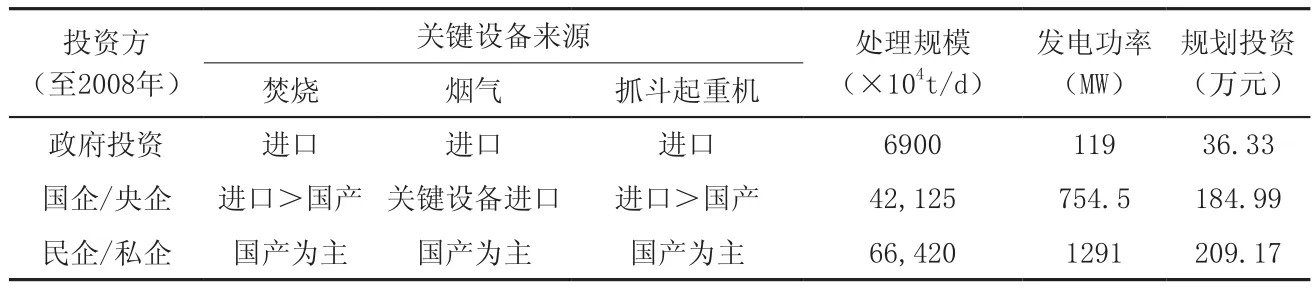
表6 垃圾焚烧项目建设资金及总建设规模情况
从我国垃圾焚烧处理的发展趋势看,应进一步树立环境、社会与经济效益高度统一的理念,建立良好的投资环境,避免恶性竞争。应结合垃圾焚烧厂设计运行全过程的经验积累,针对本垃圾焚烧厂特点,加强对垃圾特性的分析与工程理论研究,提高过程维护,提高安全运行水平,提高量化管理水平。
Engineering Analysis on China’s Municipal Solid Waste Incineration
BAI Liang-cheng, BU Ya-ming, LIU Qing-li, ZHANG Xiao-bin
(Urban Construction Design & Research Institute, Beijing 100120, China)
This paper discusses the basic characteristics of the municipal solid waste(MSW), the benifit of MSW incineration plant and the current situation of MSW incineration plant in China, and puts forward views on the development trend of MSW incineration engineering.
municipal solid waste; incineration project; present situation; growing trend
X705
A
1006-5377(2012)02-0025-05