铝合金阳极氧化后无机盐黑色封闭工艺
2012-11-15杨改航
杨改航
(太原航空仪表有限公司,山西 太原 030006)
铝合金阳极氧化后无机盐黑色封闭工艺
杨改航
(太原航空仪表有限公司,山西 太原 030006)
针对铝合金阳极氧化有机染料染黑封闭的缺点,采用无机盐A–B染黑工艺对铝合金阳极氧化产品进行黑色封闭处理。介绍了Co(CH3COOH)2–Na2S、FeSO4–(NH4)2S、NiSO4–(NH4)2S等3种无机盐黑色封闭处理工艺,根据相关标准对经黑色封闭处理后的铝合金阳极氧化膜进行了湿热、盐雾、高温及太阳辐射试验。结果表明,3种铝合金阳极氧化黑色封闭处理试样均符合标准要求。无机盐黑色封闭工艺消除了传统有机染料封闭后易溶于有机溶剂而脱落变色以及在强光照射下易变色的缺陷。
铝合金;阳极氧化;黑色封闭;无机盐
Author’s address: Taiyuan Aviation Instrument Company Limited, Taiyuan 030006, China
1 前言
铝及其合金具有密度小、质量轻、强度高、耐腐蚀、易加工成型等优良性能,作为型材已广泛应用于许多产业部门及人们的日常生活中。铝件黑色处理后,既提高了防蚀性能,又提高了装饰性,还具有较高的太阳光吸收和红外辐射能力。笔者所在公司的铝合金黑色处理主要采用阳极氧化–染黑,阳极氧化–染黑–涂覆,以及阳极氧化–染黑–(局部)涂覆–丝印(描绘)。而这些黑色处理的基础都是阳极氧化–染黑,其黑色染料采用有机酸性染料ATT,而有机染料的一些缺点长期困扰着铝合金黑色处理制件的加工和应用,例如:
(1) 有机染料的光老化变色。它使阳极氧化着黑色的零件单独作为防护层在强光环境下或在室外长期使用时出现变色,导致产品寿命大大降低。
(2) 耐磨性及附着性差。在局部涂覆描绘丝印前,由于经过浸漆(浸渗)、水洗、刮腻子等前处理工艺的多次冲刷与摩擦,黑色较易褪去而使表面斑斑点点,影响产品外观及漆膜结合力。
(3) 遇有机溶剂易褪色。刻度盘在局部喷漆描绘刻度线的过程中常接触到有机溶剂,易产生喷漆处泛底漆和未喷漆处与有机溶剂接触时发生露白的现象,影响了加工和交付。
鉴于此,尝试阳极化后进行无机盐黑色封闭。
2 无机盐着黑色的技术关键
阳极氧化–染色的理论依据主要是利用铝合金阳极氧化膜具有大量的孔隙,将染料嵌入其中进行染色。所以黑色无机染料的选择前提是在不破坏阳极氧化膜的基础上使黑色染料充分牢固地嵌入阳极氧化膜的孔隙内,但不会因为后续处理和使用而脱落。这是解决着色工艺的主要难点。
研究发现,黑色固体硫化物及氧化物(如二氧化锰和二氧化钼等)都是黑色无机盐染料的首选。根据A–B着色机理,选用合理的化学反应,首先使得A溶液中的A物质充分进入阳极氧化膜的孔隙内,然后出槽水洗,洗净表面的A溶液而留住孔隙内的A物质。然后迅速将零件放入B溶液内,使得孔隙内的A物质与B溶液中的B物质充分反应,最终生成无机盐黑色染料并充分嵌入在阳极氧化膜的孔隙内。最后将零件取出,进行工步封孔(即染色后封闭处理)。由于整个染色过程都是在阳极化的多孔氧化膜的基础上生成,因而着色过程中必须保证氧化膜不受破坏,且在染色过程中其孔隙一直保持畅通、不封闭,否则将会出现制件在A溶液中就立即褪膜或在 B溶液中刚一着色就立即脱膜,又或在染色过程中未完成染色工序就使得孔隙封闭,导致染色过程中断。
3 A、B溶液的确定
3. 1 原则
(1) A、B溶液能通过化学反应生成一种不溶于水的黑色沉淀物,这种沉淀物颗粒尺寸应与阳极氧化膜孔隙大小接近。太大则很难嵌入孔隙内,太小则容易从孔隙内渗出,而不能固定在氧化膜的表面。此外,沉淀物的结构和物理化学及光性能要稳定,长期暴露在大气环境中不变质变色。
(2) A、B溶液能保证氧化膜在染色过程中始终完好如初,且氧化膜的孔隙一直畅通。因此,A、B溶液的pH应在5 ~ 9之间,必要时可以用弱酸(如化学纯的乙酸)或弱碱对A、B溶液的pH进行调整,且操作温度不能过高。
(3) 染色过程中,A、B物质在水溶液中的物理化学性能要求稳定,可长期使用和放置而不水解变质,对杂质的容忍度要高。
3. 2 工艺方案
经过查阅相关资料,并根据 A、B溶液确定原则制定以下封闭方案:
(1) 以乙酸钴[Co(CH3COO)2]为A溶液,硫化铵[(NH4)2S]为B溶液。阳极化40 ~ 80 min后,在A溶液中浸泡3 ~ 5 min,水洗后放入B溶液中,生成CoS黑色沉淀。
(2) 以硫酸亚铁(FeSO4)为A溶液,硫化钠(Na2S) 60 ~ 110 g/L为B溶液。阳极化40 ~ 80 min后,在A溶液中浸泡3 ~ 5 min,水洗后放入B溶液中,在B溶液中生成棕黑色FeS沉淀。这种棕黑色无机物的晶型不稳定,因而在使用过程中,膜层的颜色还会进一步加深,效果更好。
(3) 以硫酸镍(NiSO4)为 A溶液,硫化钠(Na2S)为B溶液。阳极化40 ~ 80 min后,在A溶液中浸泡3 ~5 min,水洗后放入B溶液中,生成黑色NiS沉淀。
3. 3 A、B组分及用量的确定
按照以上方案经过多次试验,以确定 A、B溶液的组分和用量。
3. 3. 1 方案1组分及用量的确定
当A溶液乙酸钴用量为80 ~ 120 g/L、B溶液硫化钠用量为40 ~ 50 g/L时,将阳极氧化60 min的铝合金制件在A溶液中浸泡3 ~ 5 min,水洗后进入B溶液,立即变黑,但不到1 min,黑色膜层立即腿去,溶液立即变黑。原因是B溶液的pH不合适,导致阳极氧化膜在B溶液中溶解。后将pH调节到7 ~ 8,再次试验,制件表面获得光亮的黑色膜层。
3. 3. 2 方案2组分及用量的确定
当A溶液硫酸亚铁用量为50 ~ 100 g/L、B溶液硫化铵为60 ~ 80 g/L时,将阳极氧化60 min的铝合金制件在A溶液中浸泡3 ~ 5 min,水洗后进入B溶液中,制件表面缓慢变黑。取出后用压缩空气吹干,膜层为黑色且有金属光泽。
3. 3. 3 方案3组分及用量的确定
当A溶液硫酸镍用量为50 ~ 70 g/L、B溶液硫化铵为60 ~ 80 g/L时,将阳极氧化60 min的铝合金制件在A溶液中浸泡3 ~ 5 min,水洗后进入B溶液中,制件表面缓慢变黑,取出后用压缩空气吹干,膜层为乌黑色,但金属光泽稍差。
3. 4 无机盐着黑色工艺
有机溶剂除油─压缩空气吹干─碱洗去油─热水洗(60 ~ 80 °C)─冷水洗─出光─冷水洗─阳极氧化─冷水洗─着黑色─水洗─封孔─干燥─烘干。
3. 4. 1 有机溶剂除油
用丙酮或汽油去除零件上以矿物油为主的物质。
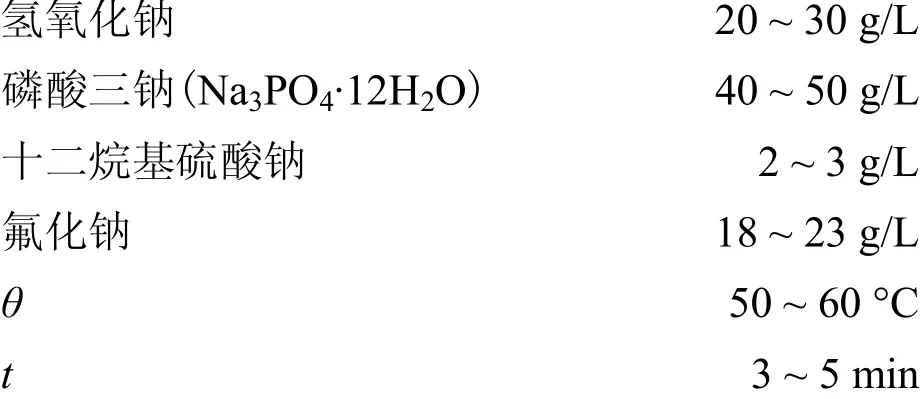
3. 4. 2 碱洗去油
3. 4. 3 出光
3. 4. 3. 1 纯铝出光

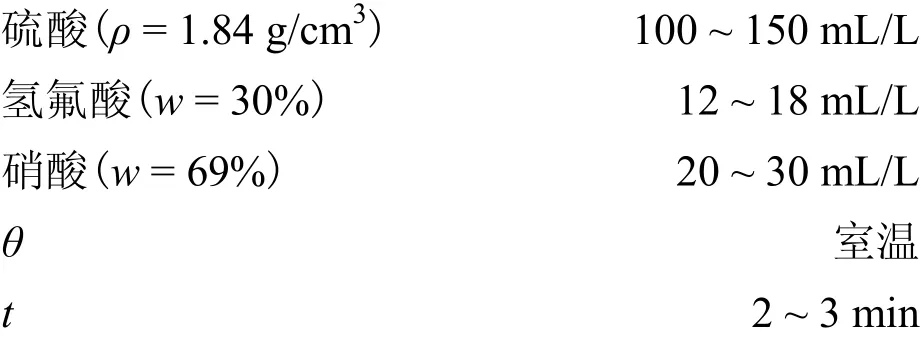
3. 4. 3. 2 铝合金出光
3. 4. 4 阳极氧化

3. 4. 5 着黑色
按以上3种着色方案进行着色,先将试样浸入A溶液中抖动到规定的时间(3 ~ 5 min),水洗干净后浸入B溶液中抖动至规定的时间(2 ~ 3 min),再水洗干净后吹干,观察膜层颜色。可根据欲获得的色调来重复上述着色工艺,以加深膜层色泽。颜色正常后即可转入下一工序。
3. 4. 6 封孔

3. 4. 7 烘干
在恒温烘箱中进行。

3. 5 膜层性能
将经过阳极氧化60 min及无机盐黑色封闭的铝合金制件按照相关试验标准进行检测。
(1) 湿热试验:按 GJB 150.9A–2009《军用装备实验室环境试验方法 第9部分 湿热试验》,48 h后检查试样表面状态,3种试样均未发现变色模糊现象。
(2) 盐雾试验:按GJB 150.11A–2009《军用装备实验室环境试验方法 第11部分 盐雾试验》,48 h后检查试样表面状态,3种试样均未发现脱色、腐蚀等现象。
(3) 高温试验:按GJB 150.3A–2009《军用装备实验室环境试验方法 第3部分 高温试验》,经7个循环168 h(24 h/循环)试验后,3种试样表面状态和颜色均无变化。
(4) 太阳辐射试验:按GJB 150.7A–2009《军用装备实验室环境试验方法 第 7部分 太阳辐射试验》,经4次循环(24 h/循环)试验后,3种试样表面状态无变化,颜色不变。
上述检测结果表明,镀层性能符合要求。
4 结语
本文所阐述的铝合金阳极化无机盐黑色封闭工艺,是利用两步法在阳极氧化膜的孔隙内形成黑色难溶的物质来起到装饰和防护作用。整个封闭过程在室温条件下完成。封闭过程中氧化膜的孔隙基本畅通无阻,这对于黑色物质的填充及形成非常有利,而且整个过程的实现无需额外的加温控温设备。由于选取的无机盐染料颗粒尺寸与阳极氧化孔隙的大小接近,因此保证了黑色染料与膜层的牢固结合。更重要的是,所有的封闭溶液都用单盐电解质,故对于外来杂质的容忍程度比有机染料要高得多。铝合金阳极化无机盐黑色封闭工艺与传统的有机染料染黑相比,具有不怕高温日光暴晒、不怕有机溶剂清洗等优点。这些无机黑色物质在某种程度上还可以起到增加润滑和减少摩擦的作用。总之,铝合金无机盐染黑工艺丰富了铝合金的着黑色工艺,适用于有机染料难以保证的铝合金氧化黑色封闭制件的表面处理,为铝合金在各行各业的广泛应用创造了有利的条件。
Process of black sealing with inorganic salts for aluminum alloy after anodic oxidation //
YANGGai-hang
Considering the disadvantages of black sealing with organic dyes for anodic oxidation film on aluminum alloy, black sealing with inorganic salts based on the principle of A–B blackening process was carried out for anodized aluminum alloy products. Three kinds of inorganic salt black sealing processes were introduced, including Co(CH3COOH)2–Na2S, FeSO4–(NH4)2S, and NiSO4–(NH4)2S. The anodic oxidation films treated by black sealing were examined by heat and moisture test, salt spray test, high temperature test, and solar radiation test according to related standards. It is proved that the three kinds of anodized aluminum alloy samples after black sealing treatment meet the requirement of standard. The inorganic salt black sealing processes eliminate the defects of easily dissolving in organic solvents as well as fall-off and discoloration, and easy discoloration under strong illumination after sealing by using traditional organic dyes.
aluminum alloy; anodic oxidation; black sealing; inorganic salt
TG174.451
A
1004 – 227X (2012) 09 – 0030 – 03
2012–02–10
2012–03–16
杨改航(1980–),男,陕西咸阳人,本科,精益工程师,获六西格玛黑带资格证书并多次获得工艺研究及QC相关奖项主要从事不锈钢、铝合金及其他新兴材料表面处理工艺的研发与工艺管理。
作者联系方式:(E-mail) yangruqing@163.com。
[ 编辑:韦凤仙 ]