榆林气田防腐防垢技术研究
2012-11-14李朋江余志斌段晓云
李朋江,杨 博,余志斌,段晓云
(1.中国石油长庆油田第二采气厂,陕西西安 710018;2.中国石油长庆油田第六采油厂,陕西西安 710018)
榆林气田防腐防垢技术研究
李朋江1,杨 博2,余志斌1,段晓云1
(1.中国石油长庆油田第二采气厂,陕西西安 710018;2.中国石油长庆油田第六采油厂,陕西西安 710018)
榆林气田污水含有机械性杂质、悬浮物、油及大量的Ca2+、HCO3-、Cl-等离子,同时还溶解有一定量的CO2、表面活性剂等,且pH值较低,因此,在甲醇回收装置运行过程中会造成设备的大量结垢和腐蚀,堵塞甲醇回收装置的换热器、精馏塔,引起管线、设备产生点蚀、坑蚀,甚至穿孔,严重影响装置的正常运转,且经甲醇回收装置处理后的污水达不到回注水的指标要求。采用现场试验及挂片的方法对榆林气田水质的腐蚀成垢程度进行了分析,在此分析研究的基础上,提出了含醇污水预处理的方案及措施,最终使预处理过的水腐蚀结垢减缓,回注水达到各项环保指标及要求。关键词:防腐;防垢;缓蚀阻垢剂;混凝剂;挂片
目前,榆林气田对采出的含醇污水采取化学预处理-常压精馏工艺回收甲醇。由于气田污水含有机械性杂质、悬浮物、油及大量的 Ca2+、HCO3-、Cl-等离子,同时还溶解有一定量的CO2、表面活性剂等,且pH值较低,因此,在甲醇回收装置运行过程中会造成设备的大量结垢和腐蚀,堵塞甲醇回收装置的换热器、精馏塔,引起管线、设备产生点蚀、坑蚀,甚至穿孔,严重影响装置的正常运转,且经甲醇回收装置处理后的污水达不到回注水的指标要求。对此提出了对含醇污水进行预处理、添加缓蚀阻垢剂、对部分设备和管线采用特殊材质材料等措施的综合性建议,以解决或缓解含醇污水对甲醇回收装置由于腐蚀和结垢造成的不能长时间安全运行的问题。
1 含醇废水水质分析及现场挂片实验结果
1.1 取样
榆林气田呈南北条状分布,南北向跨度约50 km,气藏属同一地质层位,分布范围不大,因此,在气田南、中、北各选已建集气站榆10、榆4及榆9取样,分别标记为 1#、2#、3#水样。
1.2 分析结果
从现场取得的水样由于分布在不同的地点,其组成差别较大。就所取水样外观看,各水样上面均有大量凝析油覆盖,水体有大量悬浮物存在。分出水样表面的浮油后,参照相关标准对水样中常规项目进行了分析,对水样中的甲醇含量采用气相色谱法测定,分析结果(见表1)。
由表1水质分析结果可以看出,榆林气田含醇废水pH值偏低,矿化度较大,甲醇、含油量、机械性杂质、悬浮物含量高,存在较强的腐蚀性和一定的结垢倾向,因此,在进入甲醇回收系统之前,必须对该废水体系进行预处理,以减少废水对甲醇回收系统设备的腐蚀、结垢、堵塞等问题的发生,而且,预处理的效果好,对后续精馏工序设备的安全运行压力就越小。
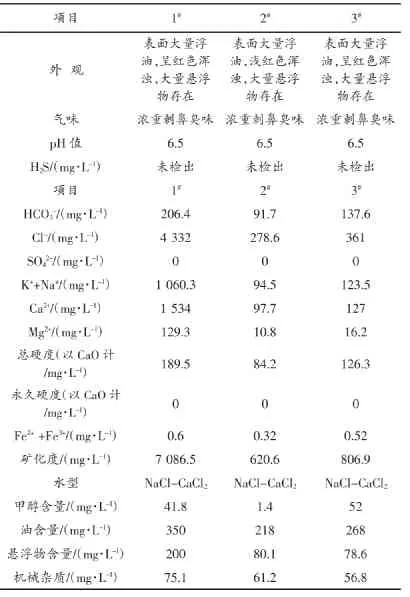
表1 水质分析结果
1.3 现场挂片实验结果
为了了解含醇废水的腐蚀情况,我们在榆4站污水灌进行了现场挂片试验,并分别以均匀腐蚀及平均侵蚀深度两种形式表达了实验结果。试片:N80和A3钢片;时间:20℃。表2为榆4站污水罐挂片试验结果。
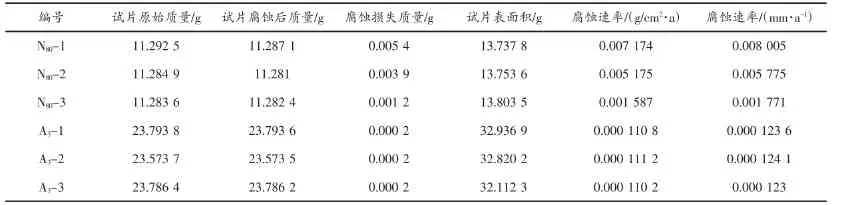
表2 榆4站污水罐腐蚀挂片试验结果
从表2可以看出,污水灌内含酸废水对不同材质钢材的腐蚀均表现为轻度腐蚀。在同一条件下,含酸废水对N80钢的腐蚀速率稍大于A3钢,从腐蚀产物(以红棕色的Fe2O3和黄色的FeO(OH)等为主)分析可以断定,污水灌内钢材的腐蚀是因污水引起的化学及电化学腐蚀所致。
2 含醇废水混凝研究
针对长庆油气田含醇废水的组成特点,通过混凝实验,确定选用无机混凝剂聚合碱式氯化铝与有机高分子混凝剂聚丙烯酰胺作为处理长庆油气田含醇废水的混凝剂。
2.1 聚合氯化铝
聚合氯化铝作为混凝剂处理水时,有下列优点:(1)对污染严重或低浊度、高浊度、高色度的原水都可达到较好的混凝效果;(2)水温低时,仍可保持稳定的混凝效果;(3)矾花形成快,颗粒大而重,沉淀性能好,投药量一般比硫酸铝低;(4)使用的pH值范围较宽,在5~9之间,当过量投加时也不会像硫酸铝那样造成水浑浊的反效果;(5)其盐基度比其他铝盐、铁盐高,因此药液对设备的侵蚀作用小,且处理后水的pH值下降较小。
2.2 聚丙烯酰胺
聚丙烯酰胺作为助凝剂常与其他混凝剂一起使用,产生良好的混凝效果。聚丙烯酰胺对于给水处理中高浊水、低浊水和废水处理、污泥脱水都有显著的效果,但因其价格昂贵,其使用受到一定限制。
3 含醇废水预处理工艺研究
3.1 预处理工艺过程框图
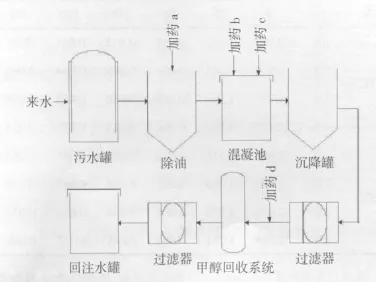
图1 污水处理工艺流程示意图
参考污水处理站相关设计图纸,结合室内实验结果,将工艺过程以框图的形式表示(见图1)。
实验对提出的两个对含醇废水进行絮凝处理的化学药剂体系均可以用图1表示的工艺过程进行说明。表3和表4是经过两种不同工艺处理前后4#水样(榆-10、榆-4及榆-9等量混合水样)中主要成分含量的对比。从两种不同工艺处理含醇废水前后水质分析结果对比可见,两种不同的处理工艺对废水中主要污染物的去除和其它成分的影响基本相同,且经两种不同工艺处理后的含醇废水均能满足精馏回收甲醇和回注的要求。
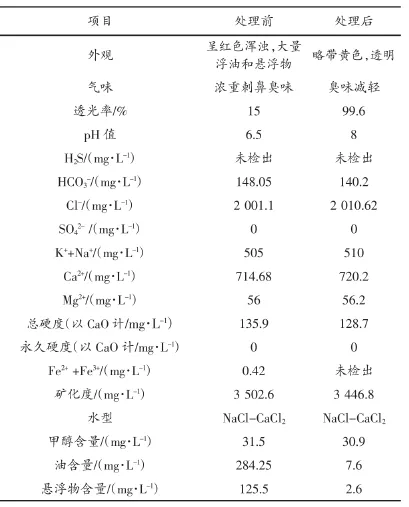
表3 (4#)化学絮凝前后的水质分析结果(工艺一)
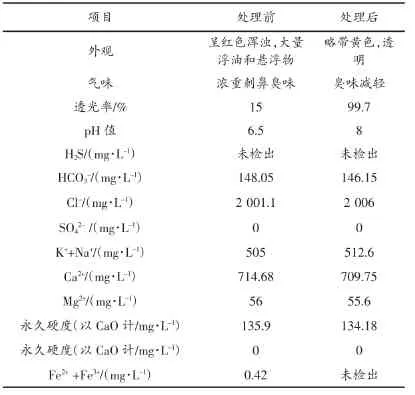
表4 (4#)化学絮凝前后的水质分析结果(工艺二)

表4 续表
3.2 预处理工艺方案一
预处理方案一采用“复合助凝剂—1#混凝剂—2#混凝剂”化学药剂体系。
3.2.1 药剂成本核算 (1)各种药剂吨成本:复合助凝剂(固含量30%):50元/吨;1#混凝剂(固含量10%):300元/吨;2#混凝剂(固含量 0.2%):50元/吨。(2)以1 m3废水为基准的药剂成本。
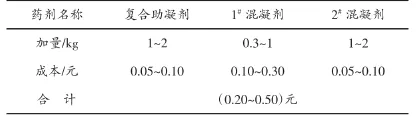
表5 方案一处理1 m3废水的成本
从表5可以看出,采用方案一的化学药剂体系处理每立方米含醇废水的药剂成本在(0.20~0.50)元之间。
3.2.2 工艺特点 混凝效率高,絮体致密,沉降速度快,药剂加量少,成本较低。
3.3 预处理工艺方案二
预处理方案二采用“NaOH—1#混凝剂—2#混凝剂”化学药剂体系。
3.3.1 药剂成本核算 (1)各种药剂成本:NaOH(固含量25%):500元/吨;1#混凝剂 (固含量10%):300元/吨;2#混凝剂(固含量 0.2%):50元/吨。(2)以1 m3废水为基准的药剂成本。

表6 方案二处理1 m3废水的成本
从表6可见,采用方案二的化学药剂体系,处理每立方米含醇废水的药剂成本在(0.55~1.15)元之间。
3.3.2 工艺特点 混凝效率高,絮体比较致密,沉降速度稍慢,药剂成本较高。
4 甲醇回收系统复合缓蚀阻垢剂
对于榆林气田含醇污水除要考虑在回收甲醇过程中的腐蚀问题外,结垢也是影响设备正常运行的不可忽视的问题。因此,在复合药剂筛选中,既要解决腐蚀问题,也要解决结垢问题。针对榆林气田含醇废水的特点,通过对大量有机缓蚀剂和阻垢剂的分析和筛选,再经用含醇污水在不同pH值、不同温度下对缓蚀阻垢剂进行大量阻垢及腐蚀试验的基础上,优选出了一种性能优良的缓蚀阻垢剂配方,定名为FHZ-I,最后再用确定的最佳缓蚀阻垢剂配方对预处理后的含醇污水进行缓蚀阻垢研究。
需要说明的是,实验发现,由于含醇废水中含有大量的表面活性剂(生产过程加入的气井缓蚀剂、泡排剂等),在蒸馏甲醇的过程中出现浊点(冷却后变清),再加上大量甲醇的存在,极大地限制了缓蚀阻垢药剂的筛选和应用范围。
4.1 复合药剂性能评价实验
针对榆林气田含醇废水pH值低,矿化度较大,甲醇含量高,存在较强的腐蚀性和一定的结垢倾向的特点,对选定复合药剂的阻垢缓蚀效果从加量、pH值和温度等方面进行了全面考察,得出了能有效阻止结垢,减缓腐蚀的复合药剂FHZ-I的加量及适用pH值范围。表7、表8是复合药剂FHZ-I的缓蚀及阻垢实验结果。由表7、表8结果可以看出:(1)在复合药剂加量和温度不变的情况下,体系的腐蚀速率随pH值的增加而减小。(2)在pH值和温度不变的情况下,体系的腐蚀速率随FHZ-I加量的增加而减小。(3)在复合药剂加量不变的情况下,复合药剂的阻垢率随pH值的增加而减小。(4)在pH值不变的情况下,阻垢率随药剂加量的增加而增大。(5)对实验用混合含醇废水,
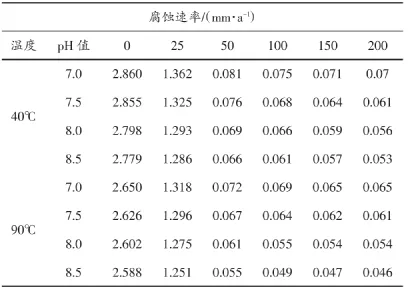
表7 复合药剂FHZ-I的缓蚀实验结果

表8 复合药剂FHZ-I的阻垢实验结果
FHZ-I的加量在50~150 mg/L为宜。在现场应用中,具体加量应依据水质变化进行选择。
4.2 FHZ-I复合药剂成本核算
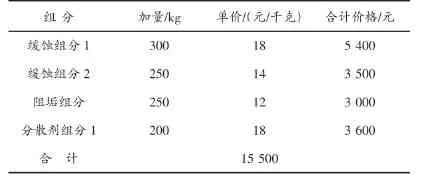
表9 复合药剂FHZ-I成本核算表(以1000 kg FHZ-I为计算基准)
从表9可见,若包装成本按500元计算,FHZ-I的吨成本应为16000元,销售价应该在(22000~25000)元之间。
5 结论
(1)榆林气田含醇废水(实验用综合水样4#),是一个含有大量Ca2+、HCO3-、Cl-等离子及表面活性剂、悬浮物、油等有机物,pH值较低的含醇废水体系,其中甲醇含量在31%左右。
(2)由于含醇废水中含有一定量的表面活性剂,精馏过程中会出现浊点现象,这会对所加入的药剂产生吸附,从而使药剂缓蚀及阻垢效率下降,同时也限制了复合药剂的选择范围。
(3)优选的FHZ-I复合药剂,以分散阻垢性能为主,抗温能力强。实验结果表明,FHZ-I加入体系(加量大于或等于50 mg/L)后,腐蚀速率即可达到相关标准的要求(腐蚀速率≤0.076 mm/a),阻垢率大于90%;尤其是它的分散功能,使得析出的盐不会在设备表面附着、结晶。
(4)废水预处理方案一采用“复合助凝剂—1#混凝剂—2#混凝剂”化学药剂体系。1 m3废水投加量:复合助凝剂 1~2 kg,1#混凝剂 0.3~1 kg,2#混凝剂 1~2 kg,工艺特点是:混凝效率高,絮体致密,沉降速度快,药剂加量少,成本较低。1 m3废水预处理药剂成本在(0.20~0.50)元之间。
(5)废水预处理方案二采用“NaOH—1#混凝剂—2#混凝剂”化学药剂体系。1 m3废水投加量:NaOH(25%)0.8~1.5 kg,1#混凝剂 0.3~1 kg,2#混凝剂 1~2 kg,工艺特点是:混凝效率高,絮体比较致密,沉降速度稍慢,药剂成本较高。1 m3废水预处理药剂成本在(0.55~1.15)元之间。
[1] 陆柱,菜兰坤,陈中兴,等.水处理药剂[M] .北京:化学工业出版社,2002.
[2] 杨波,王槐三,赵榆林,等.天然改性高分子絮凝剂在污水处理中的应用[J] .昆明理工大学学报,2001,3(25):85-88.
[3] 宁奎,张喜瑞,郎宝山.混凝法处理采油污水的研究与应用[J] .水处理技术,2001,2(27):112-114.
[4] 高延敏,徐静杰,藏玉梅,等.油田用水腐蚀和结垢因素与选择缓蚀剂和阻垢剂的关系[J] .全面腐蚀控制,2002,2(15):23-26.
[5] 傅承碧.复合缓蚀阻垢剂的制备和应用[J] .辽阳石油化工高等专科学校学报,2001,2(17):1-4.
Research of corrosion and antiscale technology in Yulin gasfield
LI Pengjiang1,YANG Bo2,YU Zhibing1,DUAN Xiaoyun1
(1.Gas Production Plant 2 of PetroChina Changqing Oilfield Company,Xi'an Shanxi 710018,China;2.Oil Production Plant 6 of PetroChina Changqing Oilfield Company,Xi'an Shanxi 710018,China)
Yulin Gasfield sewage containing the mechanical impurity,suspended solids,oil and Ca2+,HCO3-,Cl-plasma,also dissolve a certain amount of CO2,surface active agent,and the pH value is lower,therefore,the methanol recovery device in the running process of the equipment would be a large number of scaling and corrosion,plugging methanol recovery device of heat exchanger,rectifying tower,pipeline,equipment caused by pitting corrosion,pit corrosion,even perforation,seriously affected the normal operation of the device,and the methanol recovery device of treated wastewater is not up to the requirements of injection water.The field trial and hanging method for Yulin gas field water corrosion fouling degree are analyzed,then based on the analysis and research,put forward methanol sewage pretreatment scheme and measures,finally make the pretreated water corrosion and scaling mitigation,injection water to achieve the environmental protection index and requirement.
corrosion;antiscale;corrosion and scale inhibitor;coagulant;hanging tablets
10.3969/j.issn.1673-5285.2012.11.026
TE980.43
A
1673-5285(2012)11-0101-05
2012-10-20
李朋江(1978-),2002年毕业于西安石油大学,石油化学工程专业,油气田开发工程师,目前主要从事于气田生产开发管理工作。
