电凝聚法处理三次采油废水的试验研究
2012-10-27董怡华胡筱敏马洪超
李 亮,董怡华,胡筱敏,马洪超
(1.东北大学 资源与土木工程学院,辽宁 沈阳 110004;2.沈阳大学 生物与环境工程学院,辽宁 沈阳 110044)
随着“聚驱”和“三元复合聚驱”技术在三次采油(tertiary oil recovery,TOR)废水中的大规模应用,采油废水已成为一种成分极其复杂的“含聚含油”污水体系[1],该体系含油量高、油滴粒径小、油水分离难度大,含有大量聚丙烯酰胺(HPAM)、酚、氰、胺等有机毒物,并且含有易造成水体富营养化的脂肪、蛋白质、氨、磷等[2],给采油废水的处理带来极大困难.这类废水若直接外排会对生态环境造成严重的污染[3];若直接回注,则废水中的悬浮物和油珠将堵塞油层毛细通道,降低油层渗透率,导致采油率降低[4].因此,处理三次采油废水的关键是去除废水中的油和聚丙烯酰胺[5].
目前,国内外处理三次采油废水主要采用的方法可以归纳为物理法(过滤[6]、吸附[7]、气浮[8]、沉降[9]、膜分离[10]等)、化学法(絮凝沉淀[11]、化学氧化[12]、电解[13]等)、生物法[14]等.其中,电凝聚技术是使用可溶性阳极(金属铁或铝)作为牺牲电极,通过电化学反应,阳极产生絮凝剂,同时阴极产生气泡,从而通过沉降或气浮去除絮凝体的方法[15],因其具有无需外加药剂,处理费用低,不产生二次污染,可操作性强,设备简单紧凑,占地面积少,装置运转简单,便于管理等优点[16]而被广泛应用于生活污水、焦化废水、纺织废水等多种行业废水处理[17-18].而采用电凝聚技术处理三次采油废水的研究却鲜有报道.
本研究采用电凝聚技术对大庆某采油厂三次采油废水进行处理,以废水中铬的化学需氧量(CODCr)、含油量、聚丙烯酰胺含量为考察指标,探讨电凝聚各工艺参数对采油废水处理效果的影响,旨在为油田污水处理提供新的途径和理论依据.
1 材料与方法
1.1 试验装置
试验中所采用的电解槽为自行设计装置,如图1所示.
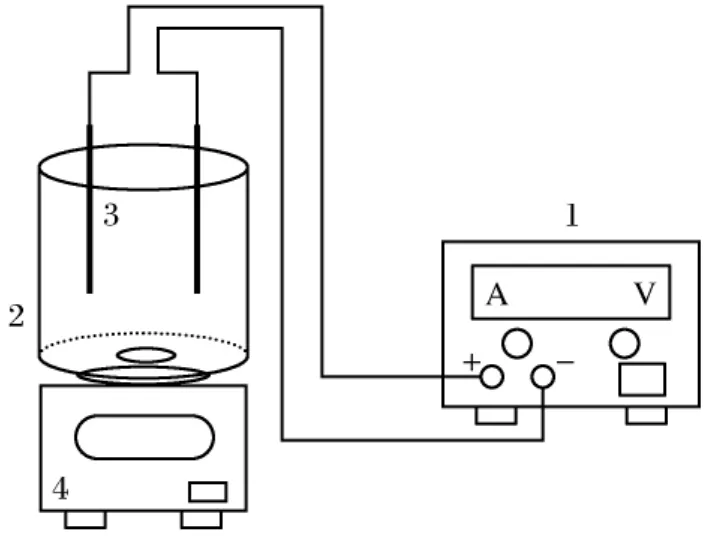
图1 实验装置Fig.1 Schematic diagram
电解槽采用有机玻璃制成,直径70mm,高100mm,有效容积400mL.阴、阳两极电极板的规格均为60mm×40mm×2mm,极板间距可调,电极采用单极式连接.
1.2 仪器与材料
仪器 SpectroFlex 6600型紫外可见分光光度计(德国 WTW),SartoriusPB-10型pH计(北京赛多利斯仪器公司),APS3003S/3005S型直流稳压稳流电源(深圳市安泰信电子科技有限公司).
材料 采用铝板和铁板作电解电极(纯度>97%),原油取自大庆某采油厂,重铬酸钾、硫酸亚铁铵、硫酸汞、硫酸钠、硫酸、氯化钠、邻菲罗啉、硫酸银(AR,天津科密欧化学试剂开发中心),部分水解聚丙烯酰胺(M=300万)(AR,天津科密欧化学试剂开发中心),石油醚(AR,北京化工厂),盐酸(AR,沈阳新兴试剂厂),氢氧化钠(AR,沈阳市试剂二厂).
1.3 采油废水
三次采油废水取自大庆某采油厂.采油注入的聚合物为阴离子型部分水解HPAM,相对分子质量约为1 000万~2 500万之间,注入质量浓度为5 000~6 500mg/L.采出水中聚合物质量浓度最高为700mg/L,不能满足油田回注水的有关标准,经测定,水质资料如表1所示.
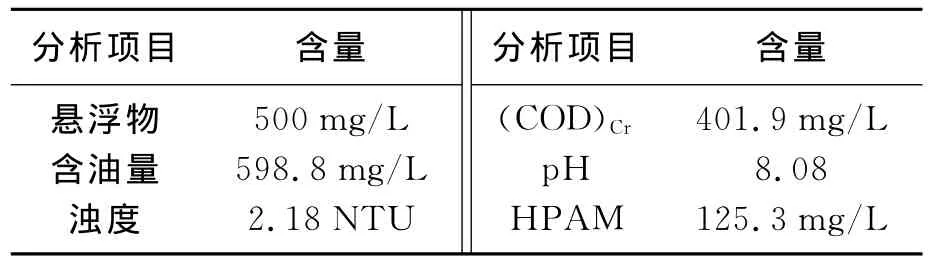
表1 三次采油废水的水质Table 1 Quality of TOR wastewater
1.4 电极的处理方法
本试验采用铁板和铝板2种材料的极板.铝电极使用前用粗砂纸和细砂纸打磨,然后放入氢氧化钠溶液反应,见有大量气泡冒出后用去离子水清洗,再放入稀盐酸溶液中清洗,同样见气泡冒出后,再用去离子水冲洗干净,浸入酒精中放置,待使用时取出,保持电极表面的洁净.铁电极使用前打磨光滑,然后放入浓盐酸溶液反应,有大量气泡冒出后用去离子水清洗,浸入酒精中放置,待使用时取出,保持电极表面的洁净.
1.5 分析方法
(1)水中含油量的测定根据《碎屑岩油藏注水水质推荐标准及分析方法》(SY/T 5329-94)规定的方法.
(2)水中HPAM的测定方法根据文献[19]的方法.
2 结果与讨论
2.1 极板材料对采油废水处理效果的影响
取400mL采油废水,保持恒温(水浴40℃),在电流为75mA、电解时间为10min、极板间距为1cm条件下,选取不同极板材料(分别为铁-铁、铝-铝、铝(-)-铁(+)、铁(-)-铝(+))进行电凝聚处理.待反应结束后将废水倒入烧杯,静置10 min后测定上清液中HPAM含量与含油量,并计算去除率,试验结果如图2所示.
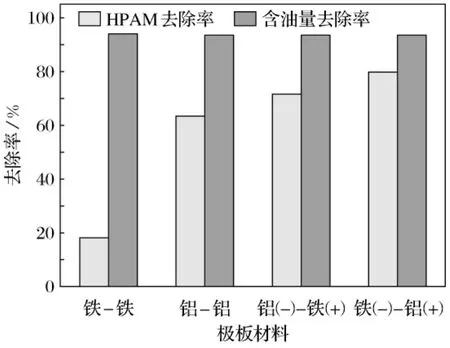
图2 极板材料对采油废水处理的影响Fig.2 The effec of TOR wastewater removal with different plates
从试验结果可知:选择铁板和铝板作极板材料时,对含油量的去除效果差别不大,且均超过93.0%.而选择不同材料作阴、阳极板时,对HPAM去除率的差别较大,其中,以铝板作阳极极板,铁板作阴极极板时,采用电凝聚法对采油废水的去除效果最好,HPAM和油的去除效率分别为74.3%和93.7%。而同时采用铁板作两极板材料时,对采油废水的处理效果最差,HPAM的去除率只有18.3%.铁板做阳电极时,其主要反应为阳极不断地氧化为Fe2+,Fe2+再进一步被氧化为Fe3+,即:

当阳极发生钝化,超电位高于羟基放电电位时,引起羟基在阳极上放出电子,生成分子态氧:

以铝板做电极时,铝板在阳极参与反应,其主要反应为铝板在阳极不断地氧化为Al3+,产生了使胶体颗粒凝聚的絮凝剂-Al(OH)3,即:

试验结果分析:电凝聚法处理废水主要是由于金属阳极溶解成活性高的中高价阳离子,对废水实施凝聚与絮凝作用所致.就铁和铝阳极而言,在电解初期铝阳极的作用效果比铁阳极要快些,这除了形成溶解阳离子的初期,Al3+的价态比Fe2+的价态高外,还可能因为Al3+形成多羟基水合体的pH值范围比Fe2+和Fe3+宽所致.因此,后续试验将利用铝板做阳极材料,铁板做阴极材料来处理采油废水.
2.2 电流对采油废水处理效果的影响
取400mL采油废水,保持恒温(水浴40℃),采用铝板做阳极,铁板做阴极,选取不同电流(分别为25、50、75、100、150mA),在电解时间为10 min、极板间距为1cm条件下,进行电解.待反应结束后将废水倒入烧杯,静置10min后测定上清液中HPAM含量与含油量,并计算去除率,试验结果如图3所示.
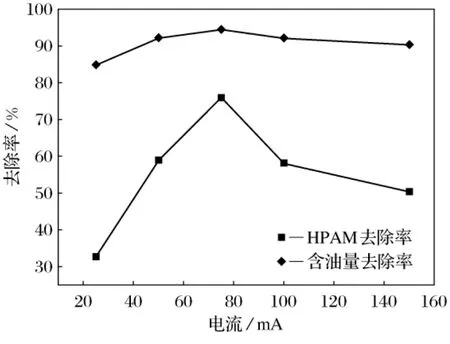
图3 电流对采油废水处理的影响Fig.3 The effect of TOR wastewater removal with different current density
从试验结果可知:当电流为0~75mA时,HPAM和含油量去除率随着电流的增加而增加,继续增大电流,HPAM和含油量去除率有所下降.其中,电流为75mA时HPAM和含油量去除率达到最高.同时试验发现电流过大时,发现电解液温度会升高,甚至电解完后杯子会很烫.且电流越大,产生的气泡和絮凝体和就越多.
试验结果分析:电流不仅决定了絮凝剂进入水中的速率,也决定了气体的的产生速率、絮体的大小,而这些都会影响电凝聚法对采油废水的处理效果.当电流增加时,电极上产生的离子总量将增加,导致絮体增加,对污水中微粒的网捕作用加强,从而提高了HAPM和含油量的去除率.但电流增大超过了临界值后,出水水质不会再随电流的增加而提高,产生的过量Fe3+使废水变成棕黄色,增加了出水的浊度.综上,试验确定电流为75 mA为最佳电流.
2.3 电解时间对采油废水处理效果的影响
取400mL采油废水,保持恒温(水浴40℃),采用铝板做阳极,铁板做阴极,在电流为75mA、极板间距为1cm条件下,进行不同时间的电解反应(分别为10、20、30、40、50min),待反应结束后将废水倒入烧杯,静置10min后测定上清液中HPAM含量与含油量,并计算去除率,试验结果如图4所示.

图4 电解时间对采油废水处理的影响Fig.4 The effect of TOR wastewater removal with different electrolysis time
从图4中可以看出,在电解时间为0~20min时,废水中HPAM含量和含油量去除率随反应时间的增加而升高;在20~50min内,HPAM含量和含油量去除率随反应时间的增加略有降低,但总体来看下降幅度不大.电解时间为20min时,HPAM和含油量的去除率达到最大值.电凝聚反应过程可以分为两个阶段:混合阶段和混凝阶段.在混合阶段,由电极反应所产生的金属离子迅速水解并均匀分散到溶液中,一般在较短的时间内完成.在混凝阶段,废水中的胶体、悬浮物和溶质在金属多核羟基配位络合物的作用下脱稳,并借颗粒的布朗运动和水流的紊动互相碰撞聚集,形成大的絮团[20].适当的电解时间既可以产生足够的金属多核羟基配位络合物,发挥最佳混凝效果,又可以避免由于长时间的搅拌使得生成的絮团被打破而重新溶解.因此,确定20min为最佳电解时间.
2.4 极板间距对采油废水处理效果的影响
较小的极板间距可减小反应器的能耗,且极板间距的减小可使反应器中阳极产生絮体的传质距离缩短,有效地促进了反应的进行,加快了污染物的去除速率.
取400mL采油废水,保持恒温(水浴40℃),采用铝板做阳极,铁板做阴极,选取极板间距分别为0.5、1、1.5cm,在电流为75mA、电解时间为20min、极板间距为1cm条件下,进行电解.待反应结束后将废水倒入烧杯,静置10min后测定上清液中HPAM含量与含油量,并计算去除率,试验结果如图5所示.
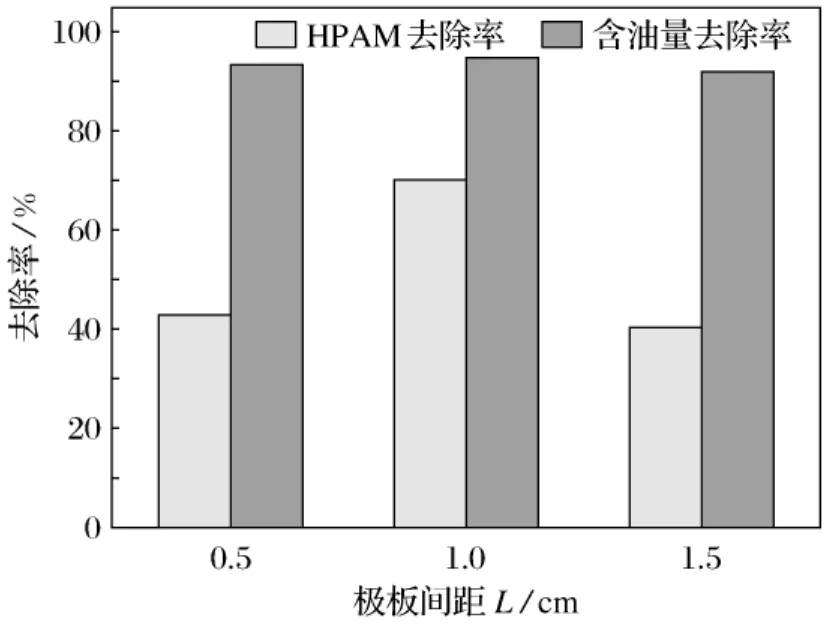
图5 极板间距对采油废水处理的影响Fig.5 The effect of TOR wastewater removal with different plate intervals
从试验结果可知:极板间距增大,HPAM和含油量去除率有所增加;当间距为1cm时,HPAM和含油量去除率最大;随着极板间距继续增大,HPAM和含油量去除率有所下降.
试验结果分析:总体看来极板间距对污染物去除率的影响不大.从电解槽电位的角度来看,在其他条件不变的情况下,电解槽电位的变化是由于极板间电解液阻抗所致,随着极板间距增加,极板间电解液阻抗也呈线性增大.电解过程中的极距不断增加,槽液温度会逐渐上长,说明有些电能消耗在电解液内阻上了,从而增加了电能消耗量.另外,随着极间距增大槽压也呈线性上升,这可能导致电极表面负反应发生,降低了电解效率.因此,选定极板间距为1cm进行后续试验.
2.5 pH值对采油废水处理效果的影响
取400mL采油废水,保持恒温(水浴40℃),采用铝板做阳极,铁板做阴极,在电流为75mA、电解时间为20min、极板间距为1cm条件下,选取不同废水初始pH 值(分别为1、3、5、8、10、14)进行电解.待反应结束后将废水倒入烧杯,静置10min后测定上清液中HPAM含量与含油量,并计算去除率,试验结果如图6所示.
从试验结果可知:HPAM和含油量去除率随pH值的变大而降低,当pH值为5时,HPAM和含油量去除率达到最高值,之后随着pH值增加HPAM和含油量去除率有所降低.
试验结果分析:pH值对溶液的污染物含量有显著影响.由于在碱性废水中,Al2(SO4)3的水解反应受pH值影响.适当的降低pH值,能够提高混凝剂的混凝效果,提高电凝聚效果;低pH值情况下,水解聚合的形态是单体或低聚物,主要是通过压缩双电层起絮凝作用.但是pH值过低,会影响Al2(SO4)3和铁离子的水解,降低混凝效果,且在生产中产生大量的废酸.从试验结果可知,当pH值为1时,过滤液为黄色,当pH值为3时,过滤液为绿色.当pH值增大时,水解聚合形态出现多核配合物,这些带有正电荷的水解产物对胶体颗粒进行专属吸附脱稳作用,使沉降效果变好.在pH值为5的条件下,主要的水解聚合形态是带有正电的多核羟基聚合物的聚集体或带有正电或负电的氢氧化物,在脱稳微粒间发挥粘结架桥和卷扫沉淀作用,沉降效果最好,处理后的废水pH值为6.75,达到水质排放标准.当pH值进一步增加,盐的水解沉淀趋势增强,易于水解生成凝胶沉淀物,只能以低电荷低聚态对胶体颗粒进行絮凝,污染物去除效果不好.因此,试验选择pH值为5是最佳电絮凝条件.

图6 pH值对采油废水处理的影响Fig.6 The effect of TOR wastewater removal with different pH value
3 结 语
1)电凝聚法可有效去除废水中的油类和聚合物,且具有工艺简单、便于操作、不产生二次污染等优点,可用于工业实践.
2)采用电凝聚法处理三次采油废水,以铝板为阳极,铁板为阴极,电流为75mA,电解时间20 min,极板间距为1cm,pH值为5的条件下,对三次采油废水中HPAM和含油量的去除率分别可达74.2%和96.0%.
[1] 徐婷,苏宏智,李友平.采油废水回注处理技术的现状及展望[J].污染防治技术,2010,23(1):1-2.
[2] 张逢玉,姜安玺,吕阳.油田采出水处理技术与发展趋势研究[J].环境科学与管理,2007,32(10):65-68.
[3] Jian L,Mei M,Qing C,et al.Assessing the potential risk of oil-field produced waters using a battery of bioassays/biomarkers[J].Bulletin of Environment Contamination and Toxicology,2008,80:492-496.
[4] 李志健,付政辉.电凝聚气浮技术处理采油废水的研究[J].中国给水排水,2009,25(7):83-89.
[5] 祝威.采油废水处理方法与技术研究进展[J].环境工程,2007,25(5):40-43.
[6] 代学民,王争,郝桂珍,等.油田采油废水处理工艺改造[J].水处理技术,2009,35(8):114-116.
[7] Darlington.Process for treating producedwater from oil recovery for removal of oil and water soluble petroleum components.EP901805A1[P].17Mar 1999.
[8] 王波,陈家庆,翟战膑.EPCON紧凑型气浮装置及其在采油废水处理中的应用[J].北京石油化工学院学报,2007,15(3):47-51.
[9] 杨云霞,张晓健.我国主要油田污水处理技术现状及问题[J].油气田地面工程,2001,20(1):4-5.
[10] 王春梅,谷和平,王义刚,等.陶瓷微滤膜处理含油废水的工艺研究[J].南京工业大学学报:自然科学版,2000,22(5):38-42.
[11] 王鹏,李孟.一体化除油装置处理采油废水工程实例[J].国外建材科技,2008,29(6):144-146.
[12] 李金莲,李会,陈颖,等.Fenton技术降解HPAM过程中离子影响的研究[J].石油炼制与化工,2007,38(11):29-32.
[13] 常化振,赵朝成,赵东风.电解法处理王家岗采油废水研究[J].油气田环境保护,2007,17(4):19-22.
[14] 李继宏,赵丽静,胡筱敏,等.处理聚驱采油废水的 MBR反应器中活性污泥的驯化[J].安全与环境学报,2011,11(2):77-82.
[15] 王孝武,朱又春,宋卫锋,等.脉冲电源电凝聚处理废水的研究[J].环境工程学报,2009,3(10):1835-1838.
[16] 邱美连,王玲,薛建军,等.超声-电凝聚除磷技术及动力学分析[J].环境科学学报,2010,30(3):519-523.
[17] 杨毅,金奇庭,刘立忠,等.电源波形对电凝聚处理生活污水的影响[J].环境化学,2009,28(5):702-705.
[18] 吴克明,潘留明,陈新丽,等.电凝聚处理高浓度焦化废水的研究[J].化学工程师,2005(5):29-31.
[19] 关淑霞,范洪富,段吉国,等.聚丙烯酰胺质量浓度的测定-淀粉-碘化镉法[J].大庆石油学院学报,2007,31(2):110-112.
[20] 刘凡清,范德顺.固液分离与工业水处理[M].北京:中国石化出版社,2001.
