五坐标三主轴数控龙门铣床电气系统的改造
2012-10-24杨文健
杨文健
(中国工业成都飞机工业集团有限责任公司数控加工厂,四川成都 610092)
五坐标三主轴数控龙门铣床是公司20世纪90年代从美国辛辛那提·米拉克龙公司引进的,机床控制系统为ACRAMATIC 950,20世纪80年代推出的,坐标伺服驱动系统为美国哥尔摩根公司生产的BSD3模拟驱动装置,主轴多达3个SP1、SP2、SP3,坐标有X1、X2、Y、Z、A、B五个轴,X坐标采用双轴驱动,行程长达19 m,机床从1994年投入生产以来一直是公司工件加工的主力机床之一,由于机床使用年限长,电气系统老化,机械传动部分磨损,漏油严重,机床故障率高,电气系统备件目前厂家供应基本停止,机床出现电气系统、坐标伺服驱动等方面故障时,要花高额费用和很长时间才能买到备件,停工周期长,维修难度大,严重阻碍了生产任务完成。机床的价格昂贵,报废显然行不通,但目前使用又不能满足生产要求,对机床电气系统、机械传动部分修理的改造势在必行。
机床改造的主要目标是:利用新技术、新产品完成机床设备电气系统改造更新,对机械部分进行修理,提高设备可靠性,减少故障和停机时间,提高生产效率。下面仅针对电气系统的改造与设计。
1 改造前的机床电气系统
1.1 机床控制系统
五坐标三主轴数控龙门铣床控制系统是美国辛辛那提.米拉克龙公司20世纪80年代推出的ACRAMATIC 950(简称A950),A950系统由处理器控制部件(PCA)、操作站部件(OSA)、机床接口部件(MIA)和机床操作站部件(MSA)共4大部分组成。
(1)处理器控制部件(PCA)
处理器控制部件(PCA)包含了与操作站装置、机床、坐标轴伺服控制、主轴控制及各端口进行通信所必须的所有硬件。由A950母板(M950)和安装在母板上的19块印刷线路板:总上层板(BOH)、中规模CPU、小规模CPU、通用存储器(GRAM)、硬盘/软盘控制器(WFI)、彩色T图形文本处理器(CVC)、机床控制接口(APCI)、四通道控制器(FCC)、伺服上层板(SOH)、二通道伺服控制器(SV2)、系统配置硬盘、系统电源组成。
(2)操作站部件(OSA)
由1个14英寸彩色触屏式CRT、键盘接口板(RSKI)和电源组成。
(3)机床接口部件(MIA)
是由1个单一的16槽I/O框架构成,可容纳128 I/O点,工作电源(+5 V和+12 V)由处理器控制单元提供。
(4)机床操作站部件(MSA)
由控制机床的各种功能键和LED面板组成,通过RSKI板连接至操作站部件(OSA)。
1.2 伺服驱动系统
五坐标三主轴数控龙门铣床坐标伺服驱动是使用美国哥尔摩根公司生产的BSD3驱动装置,伺服控制系统由A950控制器3个板支持:1块小规模伺服管理处理器SCPU板、1块伺服上层板SOH板、二轴伺服SV2模拟反馈SV2板。坐标检测单元采用电动机内装的旋转变压器,检测方式为增量式,控制方式为半闭环。
1.3 主轴驱动系统
机床主轴数达3个,分别由3台45 kW三相电动机和3台GE公司AC-300变频器组成。
1.4 机床控制电路
机床控制电路包括控制液压站、冷却液、导轨润滑、主轴齿轮润滑和主轴油气润滑等控制。
2 机床目前状况
2.1 控制系统
五坐标三主轴数控龙门铣床控制系统A950是20世纪80年代推出的,系统软件存储在8张3.5英寸1.44 M软盘里,软盘受潮易生霉难于保管,每年就要重新复制,否则数据丢失,那就要花昂贵费用到厂家复制,近年来软盘很难在市场买到,但每次更换新硬盘必须要用8张系统软盘依次加载系统软件才能使用,硬盘只有40 M,损坏后,需从厂家购买装有引导程序的硬盘,机床硬盘安装位置由于随机床运动很容易损坏,基本两年更换一个。
2.2 操作站
操作站显示器采用触屏,现场使用环境使触摸屏很容易损坏,现在没有备件供应,造成触摸屏损坏需更换整个显示器,显示器从厂家已很难买到,就是买到费用达5万美元,目前采用外修方法艰难维持机床工作,由于显像管老化,开机要很长一段时间才能正常显示。
2.3 坐标伺服驱动
机床大部分出现故障都是在伺服驱动方面。该机床位置检测单元采用电动机内装的旋转变压器,该检测元件安装不好,很容易损坏。这种型号的电动机和驱动伺服装置厂家已停产,目前采用外修方法,但多次维修已经没有修的价值。机床采用增量式检测,X行程19 000 mm,回原点每次都要开到机床固定位置,很耗费时间。
2.4 主轴变频器
机床主轴变频器体积大,每个主轴变频器约1 000 mm×400 mm,发热量大,电气柜每个柜子只用14 W轴流风机散热,使得电气柜温度过高,主轴变频器工作不良,主轴出现异常波动,影响工件加工表面质量。
2.5 机床控制电路
机床使用年限长,电缆护套破裂,造成电缆线露出磨破,对地短路,电气元件老化,出现工作不良,使故障率大增,机床可靠性降低,造成加工质量问题。
2.6 五轴联动精度
机床为五轴联动机床,由于系统原因,无法方便用球头检查机床五轴精度,由于机床使用年限长,机械传动部分磨损,精度下降严重。
2.7 系统通信内存
机床系统内存很小只有120 000字节,稍微复杂工件无法满足加工,使用DNC在线加工,由于通信采用RS232,可靠性不高,造成程序少段,工件报废。
3 机床电气系统的改造设计
鉴于机床电气系统现状,对机床进行改造,具体方案如下:
对机床重新设计电气工作原理图,机床操作方式采用集中式操作,都统一到按钮站上(西门子显示器OP015及机床19英寸操作面板MCP483C),极大方便操作,更换机床操作面板和与之配套的全功能CNC键盘。
3.1 机床数控系统
(1)控制系统:选用德国 SIEMENS公司 SINUMERIK 840D Powerline数控系统。
(2)HMI(人机界面):OP015,15.1英寸 TFT彩色液晶显示器,分辨率为1 024×768像素(XGA),带防尘薄膜按键及鼠标;薄膜轻触防水工业级键盘;直接连接Profibus-DP;智能化操作面板,坚固耐用,结构扁平紧凑;开放式的人机对话;UBS接口“即插即用”可方便连接标准键盘和鼠标。
依据GB/T 25176—2010《混凝土和砂浆用再生细骨料》,再生细骨料按性能要求可分为Ⅰ类、Ⅱ类和Ⅲ类。该规范对再生细骨料的分类方法作了严格界定,对再生细骨料的微粉和泥块含量、有害物质含量、碱集料反应等有明确的限制,引入了秦原等[12]提倡的再生细骨料的需水量比指标,并对压碎指标、表观密度、堆积密度和孔隙率作了规定(见表1)。
(3)PCU50.3- P:Intel技术 PM670 MHz,2 G/1 024 M SDRAM;40 G可替换硬盘;最新HMI软件,Windows XP嵌入式操作系统,中/英显示界面;支持Ghost数据备份和恢复;以太网10/100Mbit/S(RJ45),TCP/IP 协 议;4*UBS2.0;1*PROFIBUS/MPI;COM1、COM2串口、LPT1并口、VGA显示口、PS/2鼠标/键盘口;MPI/Profibus-DP总线接口;2*PCI(1*265 mm(10.4 英寸),1*175 mm(6.89 英寸));1*CF 卡。
(4)NCU:集CNC、PLC控制和通讯任务于NCU单元;NCU573.5:CPU 933 MHz,最多可控制 31 轴,实现10个方式组,10个加工通道;840D Powerline的系统软件储存于一个PC卡上,可带31个轴;集成PLC,PLC内存容量128K,CPU为933 MHz;12轴控制软件,包括五轴联动功能,3D刀具补偿、RTCP加工功能;龙门同步轴功能;DNC通讯软件;SINUCOM软件包;PLC梯形图实时编辑及显示软件;图形模拟功能;预读功能;前馈控制。
(5)Handheld unit type B-MPI手持单元:二通道的急停和使能按钮;3.5 M长的螺旋伸缩电缆。
(6)PLC I/O输入/输出模块:使用的是SIMATIC S7-700一样的模块,并完全兼容,具有优良的通用性和可互换性。I/O点按256/192配置。两块IM361接口模块,总线连接,减少柜与柜之间连接线。
IM361:6ES7361-3CA01-0AA0
DI32:6ES7321-1BL00-0AA0
DO32:6ES7322-1BL00-0AA0
重新设计PLC控制软件。
3.2 伺服驱动及电动机
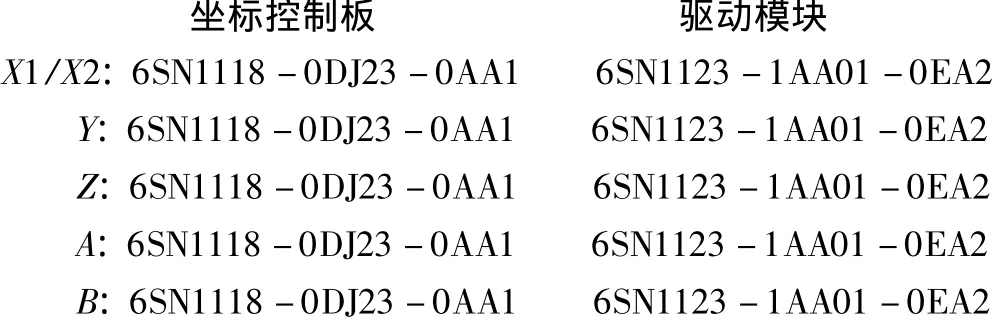
机床坐标X1/X2、Y、Z、A、B进给驱动和电动机,采用德国西门子公司最新的SIMODRIVE 611D全数字交流驱动装置56A驱动模块6块,611D单轴数字式调节控制单元6块,1FT6高精度交流伺服电动机替代原机床的科尔摩根驱动装置和伺服电动机,所有电动机的法兰盘、联轴器重新设计、制造和安装,实现机床各轴的进给或旋转控制。电源前端配置滤波器、电抗器、限压模块,减少电网对系统的干扰。
(1)611-D数字化驱动系统:是西门子新一代数字化智能型闭环伺服驱动系统,能够满足高动态响应、宽速度设定范围和高旋转精度的驱动最高要求,模块化的设计方便机床控制轴的扩展。最高响应频率可达到:1 400 Hz,最高编码器的分辨率:2 048倍。具体配置如下:
(2)611电源模块:选用再生回馈式电源模块,配套电源进线电抗器、电源滤波器、限压模块等,抑制电源波动造成模块损坏。
电源电抗器:6SL3000-0DE31-2AA1
电源滤波器:6SL3000-0BE31-2AA1
电源模块:6SN1145-1BB00-0EA1
监控模块:6SN1112-1AC01-0AA1
(3)位置检测:选用电动机内装的绝对位置检测编码器,使机床开机上电就记忆位置,不需回原点,更快进入加工状态。
(4)主轴驱动和电动机:机床3个主轴驱动采用西门子公司6SE70系列矢量控制型55 kW变频器(带有M08)替代原机床GE公司AF-300C变频器,增加2个HLA/ANA模块控制主轴驱动,保留机床3台交流主轴电动机。
主轴变频器:6SE7031-2EF60-Z Z=M08
ANA模拟板:6SN1115-0BA11-0AA1
制动单元:6SE7023-2EA87-2DA0
制动电阻:6SE7023-2ES87-2DC0
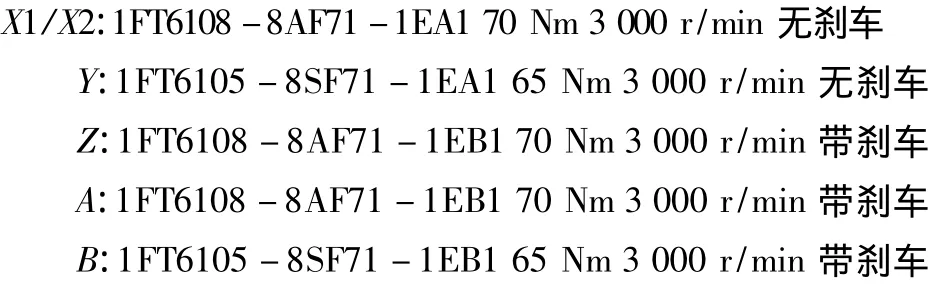
(5)伺服驱动电动机:使用寿命长;过载能力强;温度绝缘等级高,F级;动态响应快;高精度、内装式编码器;高抗侧向力;符合欧洲EMC电磁干扰标准。
机床选择西门子坐标伺服电动机如下:
3.3 系统电缆
配置数控系统 PCU50、MCP、OP015、NCU573.5 之间全采用高性能的西门子电缆,与数控系统匹配,1FT6电动机与611D之间动力电缆和编码器电缆全部采用高性能的西门子电缆,大大提高数控系统的可靠性,更换机床相关的电线电缆,电气控制线路设置分线盒,便于维修。
3.4 更换控制柜和电气元件
电气控制柜采用威图全密封控制柜,颜色为海灰色,更换电气柜内主要的低压元件、电线电缆、接线端子接头,采用品牌产品,电气柜柜内分别安装NCU+电源模块+驱动、3个主轴变频器,所有元器件及电缆、电缆接头均有明确标识并与电气原理图相符。电气动作控制安全、准确可靠,电气柜布线符合国家安装标准。
3.5 电气柜空调
每节电气柜加装制冷空调,制冷量每组2 500 W以上,确保系统、伺服驱动、电气元件等装置工作在良好状态。
3.6 电气柜布局
电气柜、电气柜空调、操作台都使用德国威图(Rittal)公司产品,坐标、系统控制电气柜、主轴控制电气柜为800 mm×600 mm×2 000 mm的密封柜6组。
4 结语
五坐标三主轴数控龙门铣床按上述设计方案改造后,进行了试件试切加工,在完全达到要求后交付车间使用,机床运行安全、稳定、可靠,生产效率得到提高,保证产品质量,维修周期大大缩短,仅用机床总价值约10%花费进行改造,使得机床使用寿命得以延续,还对今后数控机床改造提供了经验。
[1]沈冰,戴明仁.数控机床数控系统维修技术与实例[M].北京:机械工业出版社.
[2]西门子 catalog NC60.Automation system for machine tools[Z].
[3]Cincinnati Milacron Acramatic A950.control reference manual[Z].
[4]Cincinnati Milacron Vertical 5-axis 3-spindle gantry type CNC profiler.operating manual[Z].