主变压器高压套管将军帽缺陷分析及处理
2012-10-22张国稳祁光胜
张国稳,祁光胜
(国投甘肃小三峡发电有限公司,甘肃兰州730050)
小峡水电站位于黄河上游干流上,电站总装机容量230 MW。4台主变压器高压套管均系国产油纸电容型套管,型号为BRDLW-126/630-3。通过对主变压器器高压套管长达两年多的红外成像监视,发现首台投产的4#主变压器运行稳定,而随后投运的1#~3#主变压器陆续出现高压套管将军帽过热情况,其中2#主变压器将军帽温度最高达到115℃。超出电气设备红外检测诊断实施细则及图谱分析规定上限值。在每年的预防性试验中对各台主变压器都进行预防性试验,主变压器直流电阻均正常,未有超标现象。对此缺陷虽在检修中按常规方法进行了多次处理,但投运后不久又陆续出现了高压套管普遍过热现象,给电站安全运行带来了很大的考验。
1 危害性分析
变压器套管过热严重时,会导致导电回路连接件烧损、熔焊或毁坏,也可能使电介质绝缘性能恶化,产生击穿现象,酿成事故。
1)为了彻底分析及处理缺陷,防止主变压器高压套管烧损酿成事故,确保主变压器的安全稳定运行。设备管理人员应用红外热成像技术加强了对套管的监测及分析;
2)选定将此缺陷原因分析及处理作为攻关项目。
2 原因分析及处理
分3个阶段进行,以2#主变压器红外测温值为例进行说明。
2.1 第一阶段
2006年3月21日,红外成像监视出2#主变压器A相将军帽发热异常,温度值见表1,对过热后的2#主变压器A相套管将军帽进行解体检查。现象:套管导电杆螺纹上存在明显发热氧化痕迹,接线板内螺纹亦有部分发热氧化痕迹,导电杆穿销过热变色。分析:接触电阻不良导致过热。处理:对导电杆螺纹氧化层用棉纱蘸研磨膏顺螺纹方向反复拉磨后用酒精擦拭干净,再涂以导电膏。处理过程中变压器套管A相密封罩紧固螺栓有一个滑丝,用10 mm丝锥攻丝后,恢复正常。处理后测试直流电阻数据合格,投运后红外成像显示温度正常。
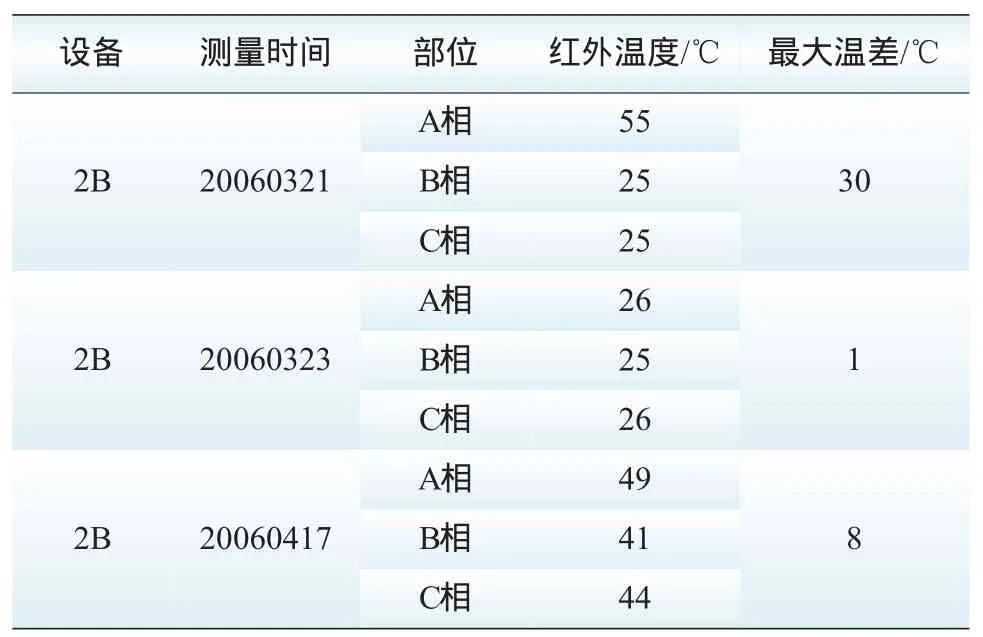
表1 2#主变压器高压套管将军帽温度值Tab.1 Temperature values of the HV bushing coupler of No.2 main transformer
2.2 第二阶段
2006年5月26日,处理后仅两个月的2#主变压器A相套管将军帽又出现了发热现象,于2006年5月27日检查发现现象相同,设备管理人员进行了认真的分析,对将军帽导电密封头的材质提出了怀疑,由于导电杆的材料是紫铜,如果导电密封头的材料是铝或者其他合金,有可能由于二者材料差异引起接触电阻不良,但经与制造厂家传真核实,排除了材质配合引起的接触电阻不良引起过热。也曾对导电杆和导电密封头的螺纹配合进行怀疑,但现场通过测量基本上排除螺纹不配合引起过热。由于未分析出其他原因,怀疑是上次处理不彻底引起的再次过热。再次按照接触电阻不良引起的过热进行了彻底处理,处理后试验数据合格,红外成像显示温度正常。期间,根据红外成像显示分析,1#主变压器高压侧A、B相套管,3#主变压器高压侧B相套管均出现了过热,最高温差达30℃,温度值见表2。均按照相同的方法进行了处理。变压器高压套管将军帽接头发热的缺陷并未彻底消除。

表2 2#主变压器高压套管将军帽温度值Tab.2 Temperature values of the HV bushing coupler of No.2 main transformer
2.3 第三阶段
2007年7月3日,红外温度测试显示,2#主变压器A相高压侧套管温度最高达115℃,见表3,设备缺陷已升级为重大。分析清楚1#~3#主变压器高压侧套管将军帽接头发热的原因及彻底处理迫在眉睫。

图1 2#主变压器红外成像图谱Fig.1 Infrared imaging map of No.2 main transformer
2#主变压器红外成像图显示高压侧A相套管已严重过热,见图1。

表3 2#主变压器高压套管将军帽温度值Tab.3 Temperature values of the HV bushing coupler of No.2 main transformer
2007年7月3日,经申请调度2#机组退出运行,安排对2#主变压器高压侧套管发热进行处理,拆除A相高压套管将军帽密封罩。检查情况:A相套管导电杆螺纹上存在严重发热氧化痕迹,接线板内螺纹亦有发热氧化痕迹,导电杆穿销过热变黑;C相套管导电杆螺纹上存在轻微发热氧化痕迹。
2#主变压器A相将军帽解体发现后导电杆已过热发黑,见图2。

图2 导电杆过热Fig.2 Overheating of the conductive rod
由于在前次的处理中已排除了材质、螺纹配合不良以及接触电阻不良等因素引起的过热,经现场对发热套管解体检查现象上可以看出套管过热严重。设备管理人员决定从高压套管的结构进行分析,经与厂方联系,了解到厂方曾对该类型高压套管进行了改进,在对高压套管将军帽结构分析后,设备管理人员提出了一种怀疑,厂家是否在改进中对一些细节问题没注意,如引线接头定位销孔位置没有变动,但高压套管密封罩孔洞变深,造成数据偏差,从而导致引线接头与引线接头处接触不好。经现场详细的观察和测量,最后发现:厂家制造中导电杆处穿销孔位置偏上,导致安装后导电密封头螺接面底部与导电杆顶部没有接触上,从而接触面积减小引起发热。结构图见图3。
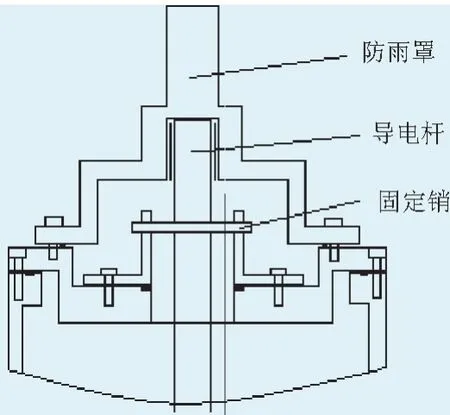
图3 将军帽结构图Fig.3 Structure of the HV bushing coupler
3 制定对策
针对发现的变压器高压套管结构的缺陷,设备管理人员决定采取在将军帽导电杆与导电密封头空隙处增加厚度合适的铜镀锌垫片,这样一方面可以增加导电杆和导电密封头之间的接触力,另一方面由于铜镀锌的导电性能比较好,与导电杆和导电密封头之间不存在过渡电阻不良的担心,可以大大地降低接触电阻。
4 对策实施
针对1#~3#主变高压侧高压侧将军帽普遍发热的问题,迅速成立了主变高压侧套管缺陷处理小组,首先对存在严重发热的2#主变压器高压套管进行处理,并逐步对1#、3#主变压器进行详细检查处理,由设备管理人员制定出详细的缺陷处理计划。按照缺陷处理计划,2007年7月—2009年4月,在近2年的时间内,合理安排组织工作,在确保安全并条件具备前提下,利用低峰机组停运及年度检修机组停运期间,在确保质量的情况下,圆满地完成了1#~3#主变高压侧套管将军帽接头过热缺陷处理的任务,达到了预期目标。
4.1 工序工艺
1)首先将引线接头打开,拆下将军帽防雨罩,进行如下处理:对导电杆螺纹氧化层用棉纱蘸研磨膏顺螺纹方向反复拉磨后用酒精擦拭干净,再涂以导电膏。对可能出现滑丝的变压器套管密封罩紧固螺栓,用10 mm丝锥攻丝后恢复正常。
2)在导电杆与将军帽用螺纹上紧的间隙内,先用千分尺测量厚度,然后在此间隙内塞入铜镀锌垫片,恢复导电杆与将军帽的连接,并使受力均匀,以增加导电杆与将军帽的接触面。缺陷处理完后,恢复接线板与将军帽的连接,测试直流电阻合格。
4.2 检查验证
2#主变压器A相套管将军帽过热缺陷处理后红外成像图见图4。
2009年4月,对1#~3#主变高压侧将军帽发热缺陷处理全部完成,经过半年多对主变压器运行红外成像测试,即使在主汛期高温大负荷条件下,变压器高压套管运行温度均正常,缺陷处理效果良好。温度值见表4。
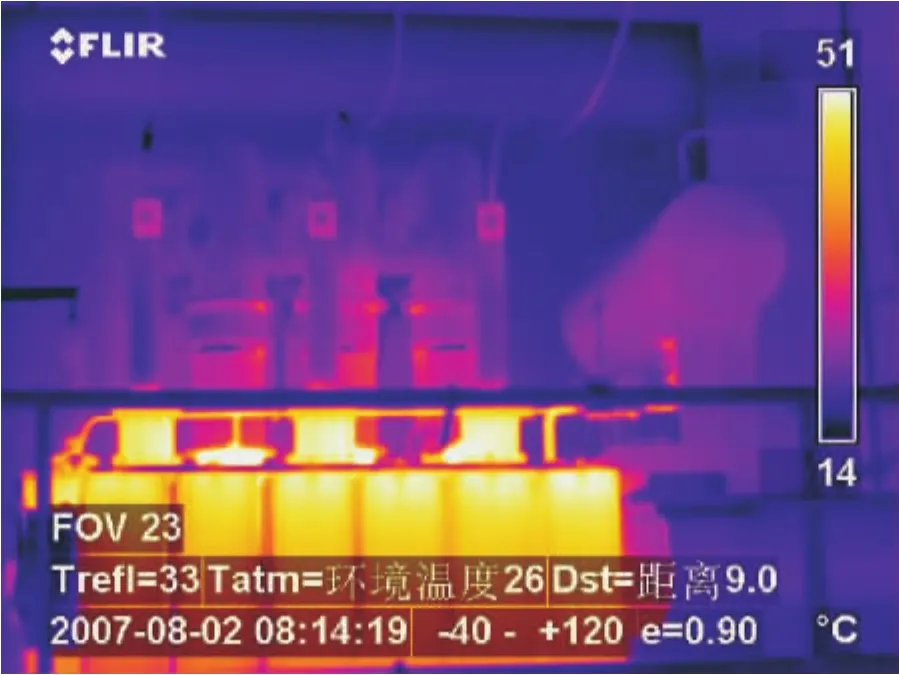
图4 2#主变压器红外成像图谱Fig.4 Infrared imaging map of No.2 main transformer
上述测试值均低于《带电设备红外诊断技术应用导则》的规定。

表4 2#主变压器高压套管将军帽温度值Tab.4 Temperature values of the HV bushing coupler of No.2 main transformer
5 结语
1)红外成像检测技术采用非接触的检测手段,具有不停电、快速、直观、实时等优点,能有效诊断出高压电气设备缺陷及异常,将事故隐患消灭在萌芽状态,避免缺陷及隐患进一步发展造成不可估量的损失。红外成像技术和传统预防性试验结合是判断高压电气设备缺陷的有效手段。
2)设备生产厂家对设备改进时在完成重大技术更新的同时往往会忽视一些小偏差,这些小偏差虽然简单,但不容易引起重视,这将使设备存在先天不足,在投运后会使设备存在缺陷或隐患,甚至会造成事故。因此,设备出现缺陷及异常时应多角度去分析。
[1] 中华人民共和国电力工业部.DL/T 596-1996.电力设备预防性试验规程[S].北京:中国电力出版社,2000.
[2] 中华人民共和国电力工业部.DL/T 664-1999.带电设备红外诊断技术应用导则[S].北京:中国电力出版社,1999.
[3] 陈化钢.电力设备预防性试验方法及诊断技术[M].北京:中国科学技术出版社,2001.
[4] 漆柏林,李映清,魏万红.主变直流电阻不平衡率超标的分析及处理[J].变压器,2006,43(2):26-27.QI Bai-lin,LI Ying-qing,WEI Wan-hong.Analysis and treatment on unbalance rate overproof for DCresistance of the main transformer[J].Transformer,2006,43(2):26-27.
