基于PC自动设故的数控机床维修教学设备设计*
2012-10-20李奇亮
李奇亮
(南京铁道职业技术学院,江苏南京 210015)
根据机床行业调查,数控人才的市场需求已从初期的数控操作、数控编程转向了技术含量较高的数控机床调试、维护与维修。维修力量不足是影响数控机床利用率和完好率的主要因素,大量机械制造行业和装备制造企业急需大量数控机床维修人才[1]。所以加大对数控设备维护人员的培养、提升学习效果是目前职业院校相关专业的使命所在。
在数控设备应用与维护相关专业职业教育实践过程中,我们主要采用旧机床先拆装机床主要机械结构及电气线路、再人为设故让学生排除和虚拟数控机床故障排除等两种方法进行教学,发现存在以下问题:
(1)人为设置故障时总能被学生直接找到故障点(特别是电气线路的通断故障),学生取捷径就可以“高效率”地找到故障,从而违背了从现象去分析判断并检查相关部位来找故障点的思路;
(2)虚拟数控机床在装拆及电气连接方面实训效果明显,减轻对实际数控机床和实验台的设备(特别是高档设备)压力;虚拟数控机床一人一机有利于激发学生的学习热情,具有安全、经济等特点,但其给学生完全是一种模拟,主要对认知能力的提高,缺乏实际动手能力的培养,一般缺乏故障再现的随机性。
基于此我们设计出基于PC随机设故的数控教学设备,具有故障的隐蔽性强,真实性好等特点。
1PC与CNC之间通信
计算机和数控系统一般通过RS-232串行口通信,但RS-232串行口通信有效距离短,且实训设备在生产车间,现场条件恶劣。本文以FANUC 0iMate TD系统控制的车床为通信对象,采取了抗干扰能力较强的远程通信方法[2-3],即利用CNC系统的RS-232通信接口和协议,通过高通信速率的RS-485接口转换远程智能通信模块(图1),并选用Visual Baisc 6.0软件开发上位机管理程序,既解决了一台PC机和多台数控机床进行通信的问题,又为数控机床装调维修工等相关技能鉴定考试提供硬件支持。
说明:①一个485转232智能模块可以接多台机床,在本文中还通过该串口通信实现机床对应的单片机控制系统有计划地控制对应的线路通断电路;②机床端485转232智能模块的D2±端子可以并联,而且上位机通过专用指令可以对每个通信端口的参数设置编程,确保了柔性设置的可行性。

2 设故系统设计原理
设置故障的内容主要包括3个方面:数控系统参数错误更改或不匹配硬件连接;漏电、缺相以及设备保护电路自动动作等电气线路故障;在机械方面,故障设置主要针对误差补偿不当甚至是错误造成定位误差过大的问题。
VB的MSComm通信控件控制属性较多[4],在编制通信软件过程中要遵守FANUC数控系统的通信协议,反译和处理与FANUC数控系统相关的传输数据格式转换,否则接收到的数据将是乱码。
(1)串口通信设置[5]
智能通信模块提供了专用指令用于通信设置,利用VB软件通过向该模块发送控制指令就可以设定和实现参数的读取和修改,以控制模块进行正确的数据通信。以本文使用I-7520和I-7527通信智能通信模块为例,$AABN[baud_rate]指令用于设置COM端口的波特率,其中$是指令前导符;AA表示模块地址,取值00H~FFH;N表示操作方式:=1是改写,=0是读取;[baud_rate]就是通信波特率值,如$00B14800(CrLf)即表示将COM1的波特率更改为4800。
(2)数控系统参数设故
上位机直接控制FANUC数控系统参数可以通过以太网使用CNC参数设定或伺服GUIDE。本文基于VB程序和CNC之间串口通信对系统参数进行间接设置,以考查学生对部分参数不正确造成机床故障的判断能力,提升对该参数的理解。如本文软限位系统中,通过设置PRM3004#5=0,就会出现硬超程报警等。
上述的间接设置方法是将机床正常情况下参数备份的文件修改局部,再进行数据恢复,其中关键技术在于熟悉CNC系统参数备份的文件结构和外接PC进行数据的恢复操作步骤。
参数恢复的关键是:通过传输电缆连接PC与数控系统并使机床处在EDIT状态;设定数控系统和PC匹配的传输参数;在数控系统中,按软键[PARAM][OPRT][READ][EXEC],等待 PC 将相应数据传入;通过VB程序把修改后的文件发送到CNC系统。
(3)电气设故
为实现自动设故,本文通过串口芯片MAX232与单片机通信,以控制关键线路的通断。为此,本文利用Protel DXP制作基于AT89S51线路故障设置PCB版,其原理如图2。
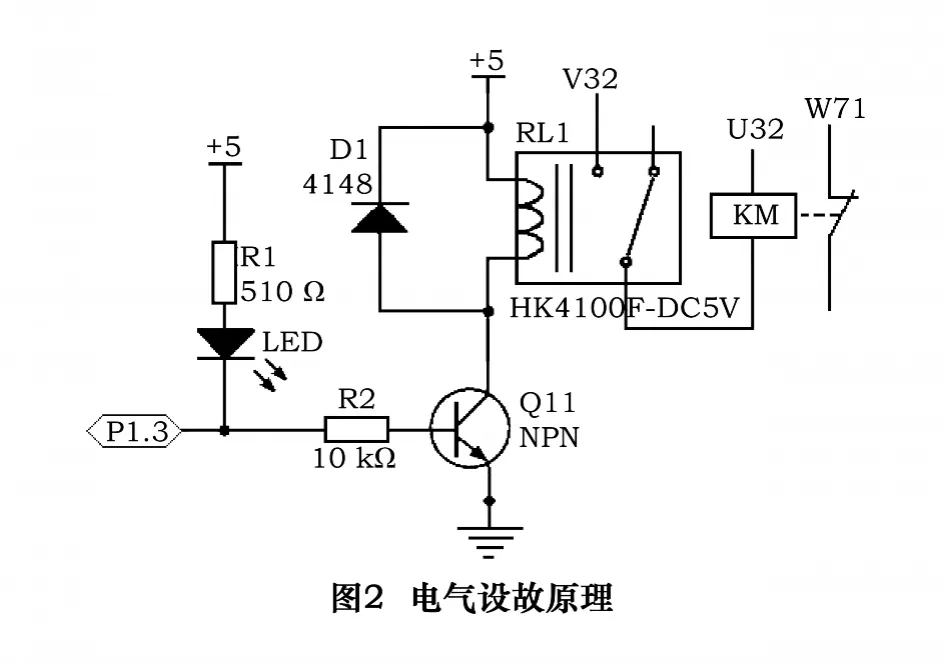
正常情况下,单片机引脚P1.3输出低电平,三极管Q11截止,继电器线圈没有电位差,继电器衔铁释放,保持常开状态,起到断开电流的作用,同时状态二极管也点亮;当单片机接受到PC需要设置W71线路故障点命令时,引脚输出高电平,三极管Q11饱和导通,+5 V电源加到线圈两端,继电器吸合,常开触点闭合,继电器起到断开线路的作用,同时状态二极管也熄灭。状态二极管起到调试作用,一般隐藏在考核箱内。
3 基于VB的设故软件设计
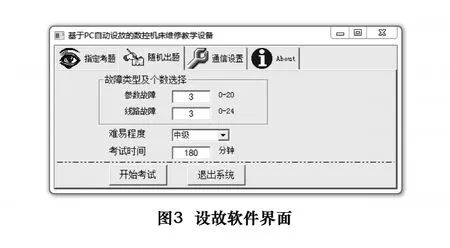
本文设故软件采用服务器/客户机模型开发出教师机软件和客户端软件。教师机软件是整个系统管理和维护的核心,以控制各台机床考核内容、评定学生成绩和学生信息管理。教师登录成功后的界面如图3。
主界面利用 VB的 tabstrip控件制作,在Private Sub Form_Load()函数内共添加4个Tab对象:指定考题、随机出题、通信设置和About。其关键语句是:
Set reftbs=tabstrp.Tabs.Add(,,"指定考题",1)
reftbs.ToolTipText="Specify the questions!"
学生机主要完成将检测到的电气故障线路号上传到教师机,在实训阶段还可以提示故障判断思路以及flash动画演示整个排故过程。
4 结语
通过对现有的CJK6125i型车床数控化改造和基于PC的自动设故系统开发,实现了利用一台计算机远程对多台机床随机设故、自动评分、成绩统计,通过形成性考核方式考核学生掌握技能的真实水平。实践证明,不仅较好地解决了远距离通信、资源合理利用、抗干扰能力的问题,提高了原有旧机床的综合利用率,而且能满足数控机床装调和维修教学和实训,为我院数控机床装调维修工技能鉴定基地创造物质条件。
[1]吴金娇,刘树青.虚拟数控机床在数控维修教学中的应用[J].中国现代教育装备,2011(1):75.
[2]汪木兰.数控原理与系统[M].北京:机械工业出版社,2004.
[3]张滢,刘宝明,王子豪,等.微机与数控机床远程通信软件开发[J].组合机床与自动化加工技术,2005(5):34-35.
[4]范逸之.Visual Basic与分布式监控系统:RS-232/485串行通信[M].北京:清华大学出版社,2002.
[5]曹锦江,汪木兰,左健民.PC机与FANUC数控系统远程通信软件的开发[J].智能控制技术,2006,35(7):53 -55.
