840D系统在数控双面卧式铣镗床上的应用
2012-10-20林颖嫔
林颖嫔
(芜湖日升重型机床有限公司,安徽芜湖 241000)
1 项目简介
1.1 项目背景
2008年我公司承接了沈阳北方重工的两台数控双面卧式铣镗床。此机床为对称结构:左右各一台数控铣镗床,中间为数控工作台,两边可分别编程加工。该机床广泛应用于能源、交通、矿山和石化等行业,配置要求较高,设计部门相当重视此项目。因此,我们在数控系统的选择上较为慎重。为满足本机床的双通道、双工作组的控制方式,比较了多家品牌后,最终选择了西门子的高端数控方案:由SINUMERIK 840D、SIMODRIVE 611D数字驱动系统和SIMATIC S7可编程控制器构成全数字控制系统。
1.2 项目工艺介绍
本机床根据技术协议要求,被命名为TK6813×2。相当于左右各一台TK6813,即镗杆直径为130 mm的数控卧式铣镗床,中间有一台数控回转工作台。右边的部分定义为主机部分,设为第一通道第一工作组;左边的部分为辅机部分,设为第二通道第二工作组:各有3 个进给轴(W1、Y1、Z1/W2、Y2、Z2)和一个主轴(SP1/SP2),主轴选用ANA模块连接变频器控制的模拟主轴。数控系统安装在主机的操作台上,可控制机床所有的动作。在辅机的操作台上安装有辅机的手动操作站,方便操作人员对刀使用。中间的回转工作台有直线和旋转2个轴,默认为第一通道使用,第二通道可由程序指令调用。主机和辅机可相对独立编程也可互相配合加工,这样的结构满足宽度或孔距>2 000 mm的大型工件的加工要求,既节省了加工时间,也节省了人力;再与立铣头或平旋盘等附件配合使用,更能扩大加工工艺范围。
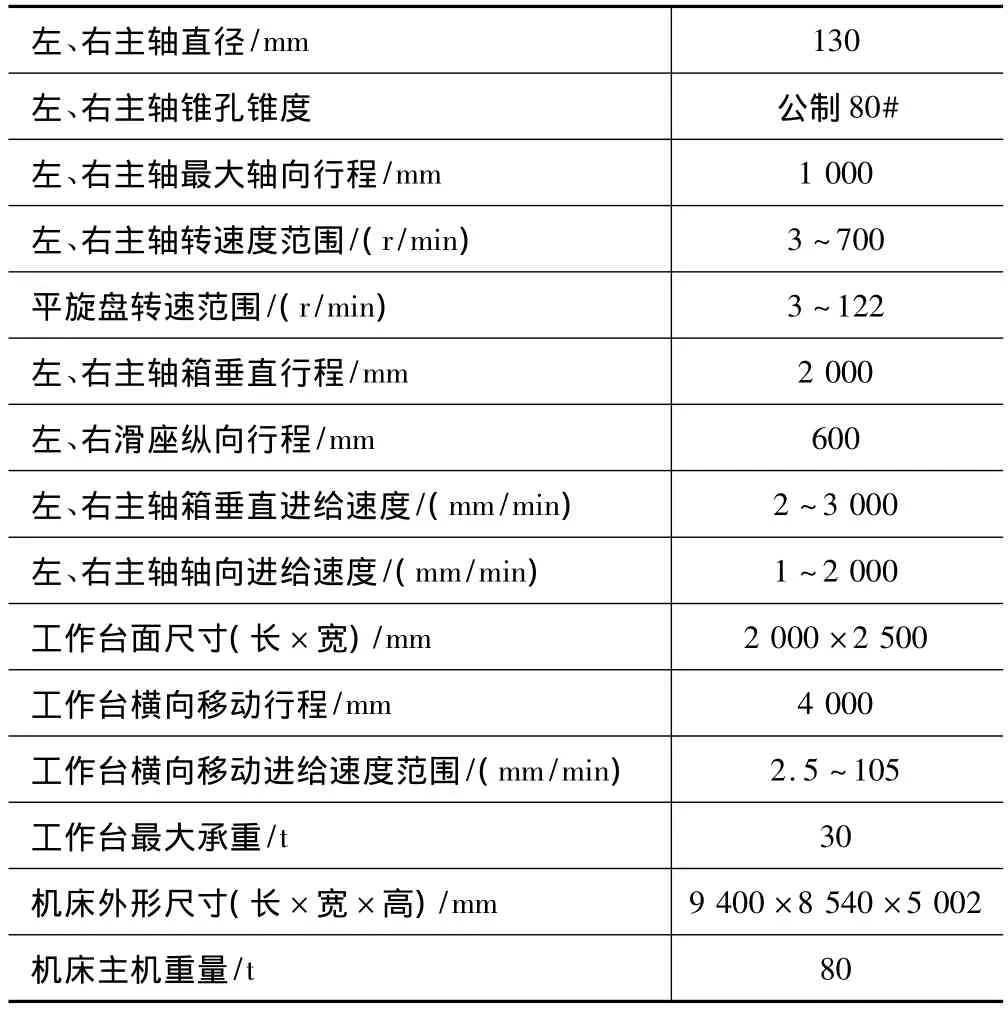
表1
1.3 机床参数和系统配置
机床主要技术参数见表1,数控系统配置见表2。

表2
2 TK6813×2的系统构成和软件实现的功能
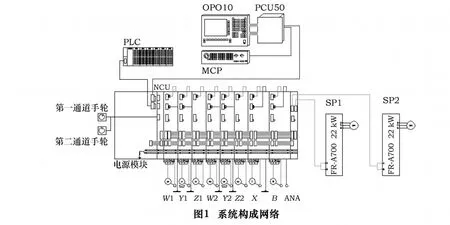
2.1 TK6813×2的系统构成网络(图1)
2.2 参数设定
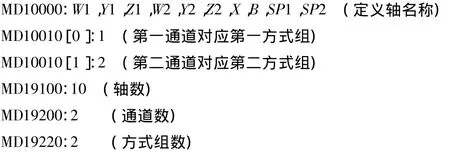
针对本机床双通道双工作组的结构调试,对系统的参数做了如下设置:
(1)通用参数设定
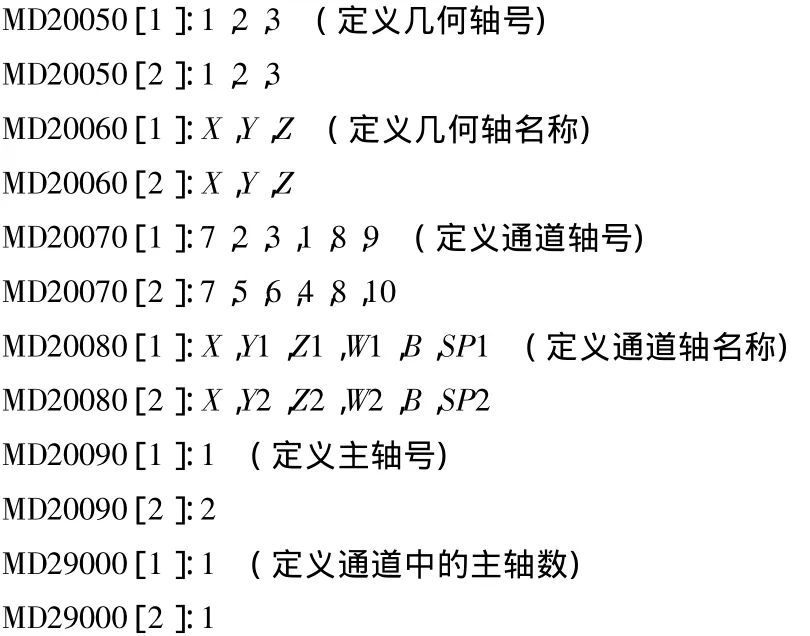
(2)通道参数设定
(3)主轴选择
由于客户对主轴没有定位的要求,在权衡性价比后,我们选择了变频器驱动的模拟主轴,并选择用Analog axis模块,可以带2个模拟主轴。变频器则是选用三菱FR-A700系列变频器。为满足2~700 r/min的转速,主轴采用了机械齿轮两档变速,第一档为2~120 r/min,第二档为120 ~700 r/min。
(4)PLC程序
除了调用系统标准的程序块和数据块外,在主程序中对双通道分别做了设置和处理。还针对本机床的需要编写了如下程序块:FC40为轴使能,限位,夹紧放松;FC41为液压泵站控制;FC42为主按钮站控制;FC43为主轴拉刀、松刀控制,平旋盘、角铣头信号处理;FC44为主轴点动控制;FC45为主机手持单元;FC46为辅机手持单元,辅机面板;FC48为润滑控制;FC47:报警信号处理;FC50为急停,按时序上电,抱闸打开;FC60为主轴换向控制;FC61为主机主轴换档控制;FC62为辅机主轴换档控制。
(5)轴优化
由于机械结构不同、润滑效果差异等现场因素,每个轴所带的负载都会不一样,系统可以对每个轴进行优化,优化后对驱动参数做出相应的调整使电动机的特性为最佳状态。西门子840D系统的优化可以直接在系统上操作,无需连接计算机调整,这也是840D系统的一大优点。
3 难点分析
对于机床设备来说,加工精度是最为重要的检收指标。由于机床丝杠在制造、安装和调整等方面的因素,以及磨损等原因,造成机械传动上的误差,为提高机床的加工精度,西门子840D数控系统提供了多种补偿功能,供机床精度调整时选用。我公司此台双面落地式铣镗床主要用到了840D系统的反向间隙补偿、螺距误差补偿和垂度补偿。
(1)反向间隙补偿 反向间隙主要是由机械传动部分之间的装配间隙引起、在机床轴运行方向发生改变时出现的误差,此项补偿只需在轴参数中修改即可。为了测量的精确,可利用激光干涉仪测反向间隙。由于此机床的8个轴中有6个轴带第二测量系统,因此我们在修改参数时对于有第二测量系统的轴修改轴参数32450[1],而没有第二测量系统的轴则将反向间隙值写入32450[0]。
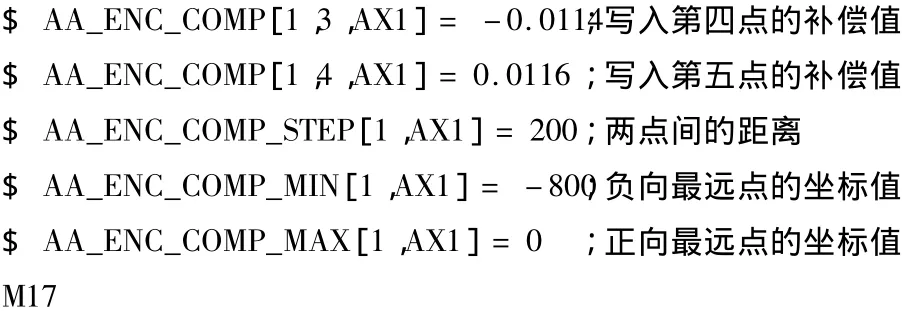
(2)螺距误差补偿 用于补偿丝杆的螺距误差或是第二测量系统的误差。此项补偿也可用激光干涉仪测得。但西门子840D数控系统的螺距误差补偿数据不是用机床数据描述,而是以参数变量通过零件程序形式或通用启动文件(_INI文件)形式来表达,需先将补偿点数写入参数38000[0]或38000[1],再备份所有数据,并将备份完的数据回装后生成补偿表。补偿表以第一轴(W1)为例,描述如下:

(3)垂度补偿 由于镗铣头的重量或镗杆自身的重量,造成相关轴的位置相对于移动部件产生倾斜,即一个轴(基准轴)由于自身的重量造成下垂,相对于另一个轴(补偿轴)的绝对位置产生了变化。
本台机床的主机和辅机部分的镗杆伸出时并没有明显的下垂,因此并没有做垂度补偿,而是把垂度补偿作为双向的测量系统误差补偿来提高工作台回转轴的精度。
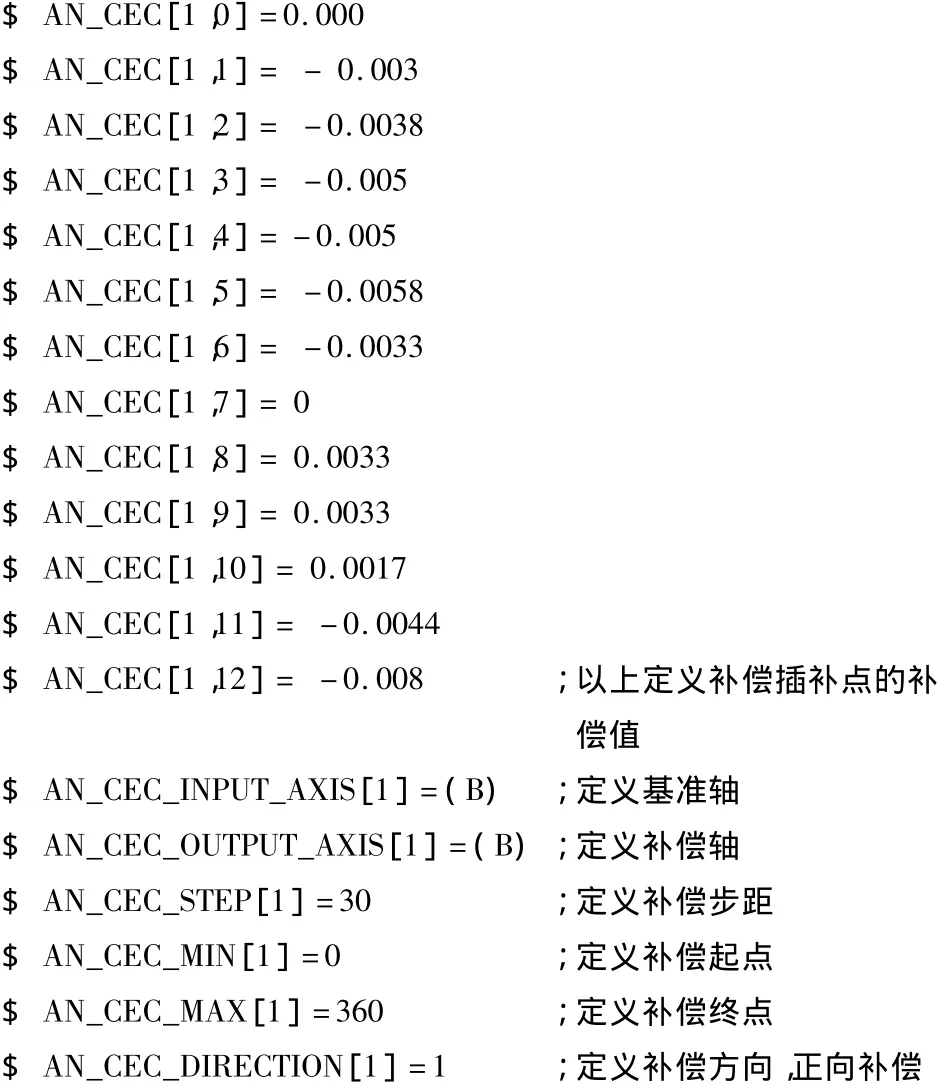
(4)双向补偿 由于工作台旋转时机械传动上的误差在正反方向上不一致,使激光干涉仪测量出来的正向与反向误差不稳定且相差较大;根据840D资料的描述,机床的一个轴,在同一补偿表中,既可以定义为基准轴,又可以定义为补偿轴。当基准轴和补偿轴同为一个轴时,可以利用下垂补偿功能对该轴进行螺距误差或测量系统误差补偿。从补偿变量参数$AN_CEC_DIRECTION[t]的描述中可以看出,由于下垂补偿功能补偿值具有方向性,所以下垂补偿功能在用于螺距误差或测量系统误差时,可以理解为在坐标轴两个方向上可以分别给予补偿。一个表应用于补偿轴的运行正方向,另一个表应用于补偿同一轴的运行负方向。以下是工作台旋转轴的补偿表:
正向补偿文件:

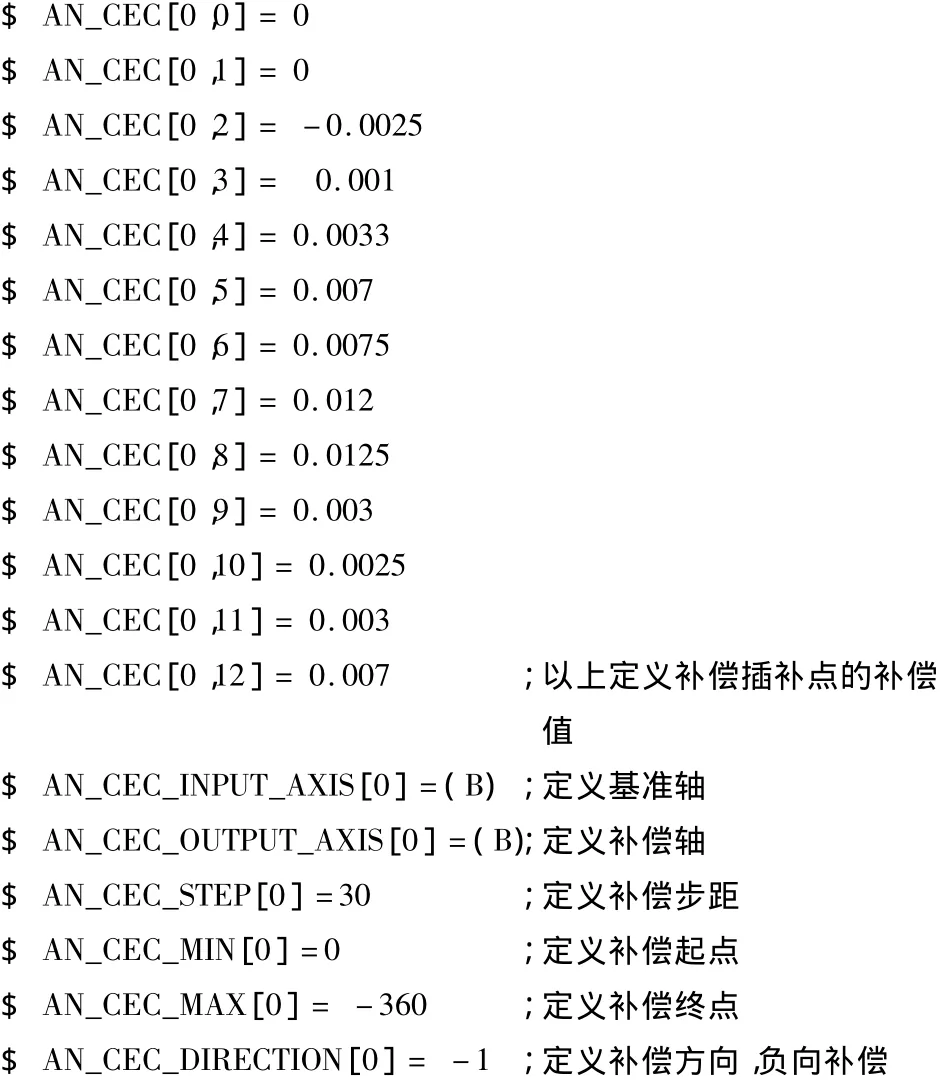
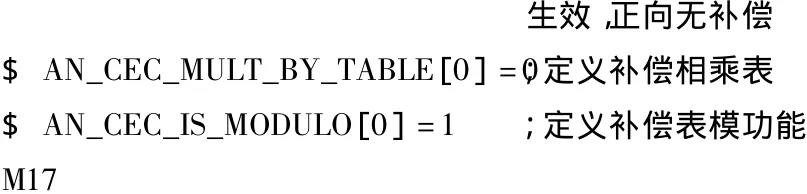
负向补偿文件:
4 项目运行、应用体会
这2台机床于2009年底先后调试结束并分别在北方重工的2个车间投入使用,一直运行良好,受到客户好评,也为我公司在北方开辟了市场,树立了良好的品牌效应。
通过这2台机床的生产调试,使我对西门子840D数控系统有了更深的认识,其强大的功能、高度的集成化和程序的开放性使我们在应用时更加灵活方便,而且产品的稳定性很好。
[1]SINUMERIK 810D/840D简明调试指南[Z].
[2]李健伟,郑奔,刘祖刚.SIEMENS 840D绕度补偿功能及应用[J].设备管理与维修,2009(2).
