一种新型WSE交流方波焊机维弧装置的研制
2012-10-20公永建
邓 想 公永建
(河南机电高等专科学校材料工程系,河南新乡 453003)
众所周知,铝及其合金在电弧焊接中常采用交流电源。传统的交流正弦波电源过零速度慢,灭弧频率高,所以现在越来越多地被交流方波电源所取代。交流方波可以解决大电流(200 A以上)下过零灭弧的问题。但使用交流方波TIG焊以小电流焊接铝合金时,由于铝合金熔点和沸点低,发射电子能力弱,在当电极(钨极)由负极性转向正极性时,电弧复燃困难,仍需要增加维弧措施。文献[1]提出了进行过零维弧的3种方法,即高压脉冲稳弧、高频稳弧和交流矩形波稳弧。从实际效果来看,第一种效果较好。文献[2]披露了一种高压脉冲稳弧方法,即通过检测电弧负载的电压变化判断电流过零点,再叠加一个高压脉冲,帮助复燃电弧。但在实际应用时存在对电弧情况误判的现象,造成焊接电流不稳定,焊接质量不高。本文改进了这种装置,将电压检测改为电流检测,同时辅以数字化控制,提高了其可靠性。
1 方波焊机维弧装置组成及工作原理
1.1 维弧装置组成
方波焊机装置组成如图1所示,其中,T.H为方波焊机主变压器,其原边接入全桥逆变器,称为一次逆变;D3~D6组成桥式整流电路。T.L1与T.L2为共模滤波电感,其主要作用为平滑焊接电流,使焊缝细腻。T1、T2为电子开关,本文选型为半桥式IGBT模块,T1与T2组成二次逆变器,在方波发生器(未示出)的驱动下,输出方波电流。D1、D2分别为T1、T2的体二极管,在其换流时相应导通,起续流作用,又称为续流二极管。T.S为放电变压器,本文未涉及。Z为感性电弧负载。Z的XS1端为焊接工件,XS2端为氩弧焊枪。当XS1端电压为正,XS2端电压为负时,称之为正接性,反之则为反接性。
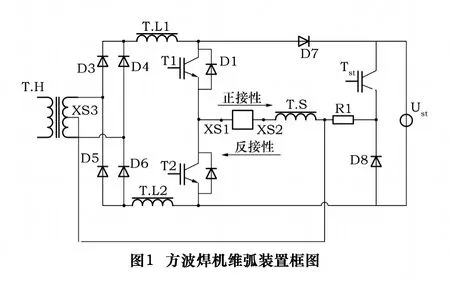
维弧装置包括一个高电压源Ust,快速功率开关器件Tst,本文选型为单管IGBT模块。Tst的作用是,在电流过零瞬间,高电压通过该开关叠加在电弧负载两端。R1为维弧电阻,调节维弧电流。
1.2 维弧装置驱动电路
如图2,控制器选用单片机AT89C55,驱动光耦采用HCPL3120,为了防止驱动电路意外过压和欠压,采用ZD1和ZD2反向串联的方式,ZD1和ZD2均为稳压管。Rs为前级信号电阻,选择合适的Rs值,使驱动光耦的输入二极管在安全区间运行。Rg为门极驱动电阻,选择合适的Rs值,使IGBT管Tst快速开通和关断。

当控制器接到维弧中断后,进行抗干扰检测,确认信息后,通过I/O口发出驱动信号。为了提高可靠性,采用低电平驱动控制。光耦HCPL3120输入电流达到10 mA后,其Out端连接VC,Tst的GE电压达到阈值后,Tst导通,维弧电压施加于XS1和XS3(图1)两端。维弧时间满时,控制器发出高电平截止信号,光耦Out端连接VEE,提高关断可靠性。
1.3 维弧装置工作原理
(1)基本假定:假定电路中元器件均有理想特性;电路已处于稳态;图3是维弧系统中维弧驱动Ust和焊接电流iw在维弧过程中的波形。为了简单,设稳态下正向焊接电流和反向清理电流为恒值,且焊接电流的占空比恒定。图中UT1和UT2分别为T1和T2开关管的驱动信号,见图1,并规定UT1>0时,T1管开通;UT1=0 时,T1 管关断;UT2,Ust作用与UT1类同。
(2)电路初态(图3中时区A):在t0时刻,T1管开通,T2管关闭,电路进入正接性。电流迅速达到焊接电流并维持不变。维弧电路作用前,UT1=1,UT2=0,Ust=0。
(3)负正转换期(图3中时区B):在t1时刻,设定电流减小至原电流的30%,施加维弧电流ist。维弧时间由控制器发出的驱动脉冲决定。分两个阶段进行:首先,维弧电流为正向,焊接电流为反向,叠加之后为正向,使得实际电流以更快的电流变化率换向,同时启动精密电流采样判断电路。当焊接电流为零后,T2管开通,维弧电流保持为设定值。在t2时刻,电弧已经重新引燃,撤去维弧电流。
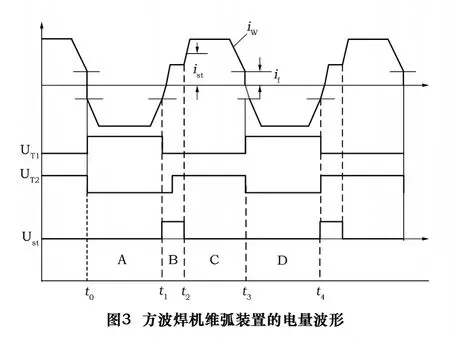
(4)正向电流期(图3中时区C):维弧电流结束后,焊接电流iw已经增长,其值增加到设定的焊接电流后,保持不变。
(5)正负转换期(图3中时区D):在t3时刻,T1管开通,T2管关闭,此时的阴极为钨极,发射电子能力比较强,电弧重燃容易[3],没有叠加维弧电流。为了防止电流过冲,设置了阶梯电流,即首先电流上升至设定值的50%,即图中的if,然后再上升至设定值。
在焊枪由负转正之前,先给电弧施加一个比较大的电流脉冲,然后快速转变极性。
2 试验及分析
试验设备采用某公司生产的WSE方波焊机进行了试验,保护气体为Ar气。试件是板厚为0.5 mm。1 mm和1.5 mm的铝合金,电极采用钍钨极,直径分别为:1.5 mm、2 mm、2.5 mm,端部打磨处理。
试验结果及分析如下。
2.1 维弧电压对焊接性能的影响
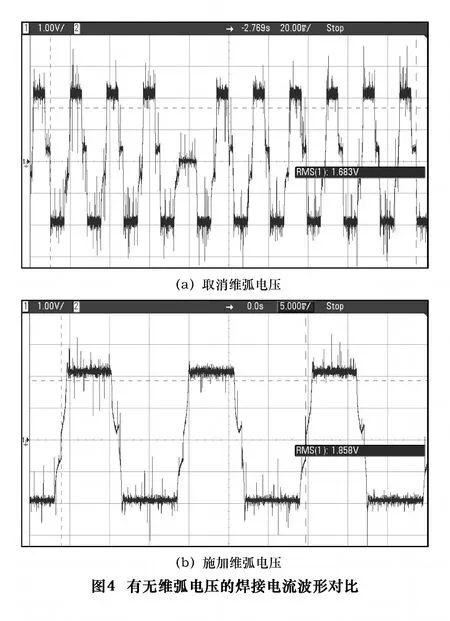
保持其他参数不变,通过取消和施加维弧电压对比,考察维弧电压对焊接性能的影响。试验结果如图4所示。其中,图4a为没有附加任何维弧措施的情况下得到的电流波形,焊接电流为100 A,从图中可以看出,焊接过程出现断弧现象。图4b为施加维弧电压后得到的电流波形,焊接参数同图4a,从图中可以看出,焊接过程平稳,未出现断弧现象。因此,在小电流下,施加维弧电压是有必要的。
2.2 维弧时间对焊接性能的影响
保持其他参数不变,通过改变维弧驱动的持续时间,考察维弧时间对焊接性能的影响。试验结果如表1所示。从表中可以看出,随着维弧时间的增加,焊接质量得到改善,当维弧时间超过150 μs时,焊接质量开始变差。因此,维弧时间设定为150 μs是合适的。
2.3 维弧电流对焊接性能的影响
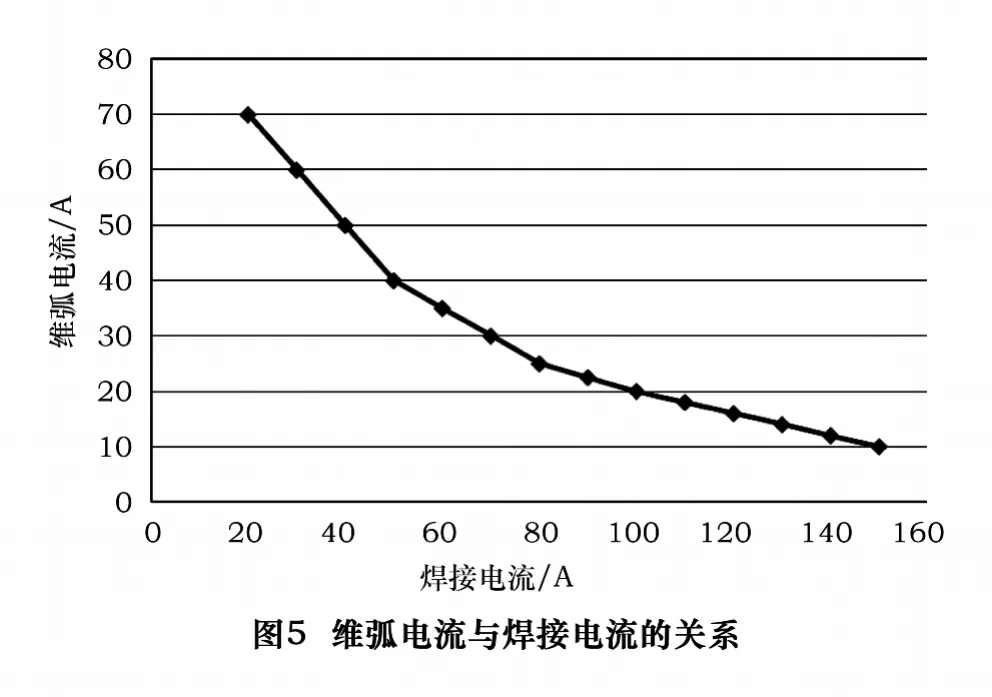
保持其他参数不变,通过改变维弧电阻R1(如图1)的阻值,考察维弧电流对焊接性能的影响。试验结果如图5所示。从图中可以看出,需要的维弧电流随焊接电流的增大而减小,当焊接电流大于140 A时,可以不施加维弧电流。另外还可以看出,在小电流焊接时,维弧电流的大小对焊接影响很大,变化较快,而随着焊接电流的增大,这种影响逐渐减弱。

表1 维弧时间对焊接性能的影响
3 结语
针对交流方波焊机焊接电流的特点,设计了WSE方波焊机维弧装置。该装置基于维弧电流对交流方波焊机过零点的电流叠加,保持电弧稳定燃烧。试验证明,在小电流情况下施加稳弧电压是必要的,维弧时间150 μs为宜,所需维弧电流随焊接电流的增大而逐步减小,在小电流焊接下,维弧电流对焊接质量影响显著。经过试验证明,该维弧装置具有较高的适用性和可靠性。
[1]殷树言.气体保护焊工艺[M].哈尔滨:哈尔滨工业大学出版社,1989.
[2]殷树言,黄继强,陈树启,等.方波交流GTAW电弧再引燃机理的研究[J].机械工程学报,2002,38(3):16-18.
[3]林渭勋.现代电力电子技术[M].北京:机械工业出版社,2002.
[4]安藤弘平,长谷川光雄.焊接电弧现象(增补版)[M].北京:机械工业出版社,1985.
