660 MW机组超临界锅炉间全封闭受热面的吊装方法
2012-10-19王晓利刘东民
王晓利,刘东民
(黑龙江省火电第三工程公司,黑龙江 哈尔滨 150016)
1 660MW超临界锅炉跨冬季施工存在的问题
华能九台电厂#1机组锅炉钢结构安装进程如下:2009年1月底板梁安装完毕,2月底实现锅炉间全封闭;受热面垂直水冷壁焊口于2008年11月中旬打火,2008年底组合存放结束。受热面焊口总数达62907个,其中组合焊口达17900个。九台电厂每年冬季实测极端最低气温为-37.9℃,每年日平均气温低于0℃的时间长达5个月之久。
在锅炉间封闭的情况下,660MW机组超临界锅炉受热面安装存在着如何采取有效的吊装技术措施、焊口量大如何组织施工、工期短如何保障施工进度等问题,必须采取有效措施,方能保证#1机组锅炉钢结构安装的顺利完成。
2 受热面吊装的技术措施
2.1 锅炉施工机械布置
钢结构顶板支撑梁下侧标高118.95 m,布置4套500.00 kN滑轮组及100.00 kN卷扬机。钢结构到顶,受热面设备存放完毕,950.00 kN塔式起重机退车后进行锅炉右侧缓装钢结构安装,锅炉0 m处布置1台500.00 kN履带式起重机,用于螺旋水冷壁和炉内蛇形管排吊装。在板梁上锅炉中性线处布置1套500.00 kN滑轮组及100.00 kN卷扬机用于锅炉内蛇形管排卸车。在锅炉前118.95m处布置1套500.00 kN滑轮组及100.00 kN卷扬机用于连接管和集箱穿装。主厂房外侧布置CKP 3500型、起重量为 950.00 kN的塔式起重机和起重量为500.00 kN的港口用超重机起重机,用于厂内组合场受热面设备倒运及卸车。
厂外蛇形管组合场布置1台型号为KH180、起重量为500.00 kN的履带式起重机和1台型号为P&H 7150、起重量为1500.00 kN的履带式起重机,用于管排组合上架、倒运。布置有1000.00 kN汽车式起重机、1000.00 kN底架平板车等运输车辆。
2.2 受热面组件合理划分及吊装方法
组件划分为锅炉前集箱组件、锅炉后集箱组件、连接管组件、水冷壁组件、炉内受热面组件、无介质管屏组件和刚性梁组件等,以上组件(垂直水冷壁组件除外)通过0m处CKP 3500型塔式起重机通道运至锅炉0 m处使用卷扬机吊装就位。
集箱组件。集箱分段到货,现场组成1件,按照安装位置划分为炉前集箱组件(过热器集箱、省煤器集箱、水冷壁、启动系统分离器、贮水罐)和锅炉后集箱组件(再热器集箱)。
水冷壁组件。划分为垂直水冷壁组件、螺旋水冷壁组件;垂直水冷壁组件划分成16件,每件长20 m、宽10 m左右;螺旋水冷壁组件宽度控制在7 m以内;垂直水冷壁组件在地面组合完毕后直接预存在钢结构主框架76 m和46 m梁上。
无介质管排组件。四侧无介质管排与刚性梁在0 m地面组合成一体共4件,在锅炉0 m处立起存放。
锅炉内蛇形管组件。再热器、省煤器、过热器管屏设计划分为出口管屏和入口管屏,中间有1道组合焊口,组件宽度均在7 m以下,以满足0 m通道的运输条件。
刚性梁组件。垂直水冷壁刚性梁在地面组合成宽度在7 m以下组件,在水冷壁安装就位后,使用卷扬机吊装就位,大片刚性梁组件在锅炉0 m处组合完毕可直接起吊。刚性梁与校平装置采用高强螺栓联接,有利于加快组合进度。
连接管组件。在锅炉封顶之前到货的情况下,
组件进行小组合,若到货较晚则不进行组合,否则不利于穿装。
汽水分离器和贮水罐。汽水分离器体积小且质量小,穿装较为简单;贮水罐长20 m,质量为39 t,罐体直径为900 mm,因此,在钢结构主框架第5层吊装前到货,可用型号为CKP 3599、起重量为950.00 kN塔式起重机直接吊装预存在锅炉前主框架95 m梁上,否则,使用卷扬机滑轮组抽装。
2.3 吊装强度计算
2.3.1 再热器连接管道吊装
再热器连接管道抗弯模量W=9 580 cm3,管道均布载荷为5624 N/m,按2点起吊,如图1所示。
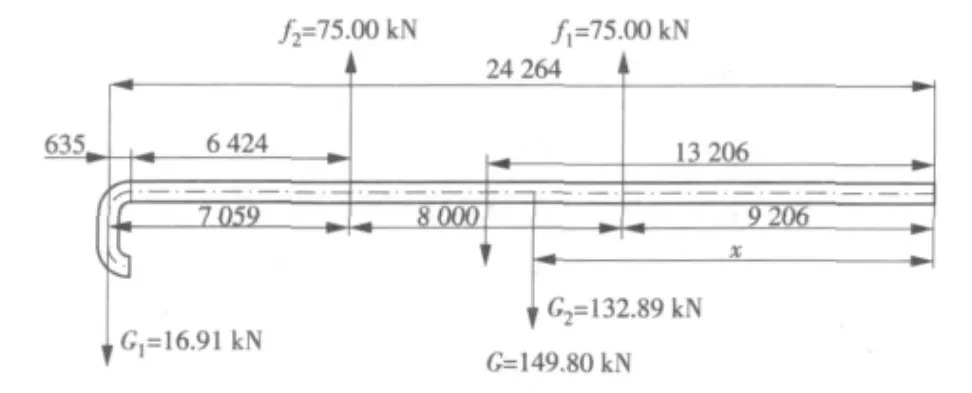
图1 再热器连接管道吊装图
强度校核:

结论:管道强度满足吊装条件,可以组合吊装。
2.3.2 集箱吊装计算
以二级再热器出口集箱为例,ø813 mm×60 mm,材质SA -335P91,L=23228 mm,质量为26748 kg。
采用2点起吊,如图2所示。
强度校核:
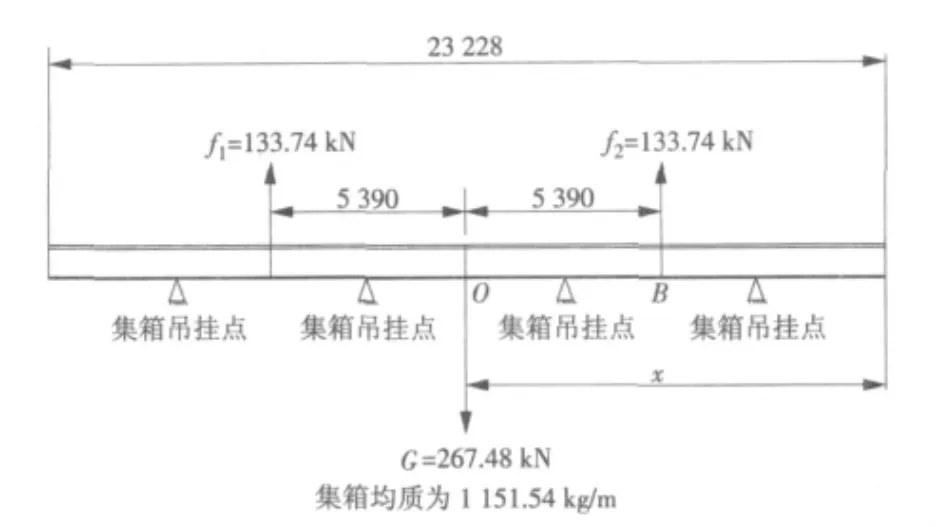
图2 集箱吊装图

满足强度要求。
2.3.3 水冷壁垂直段吊装
上部垂直段水冷壁吊装。四侧水冷壁垂直段在锅炉中心线处分成2个组件,组件在地面组合完毕且钢结构到顶后,预存到锅炉0 m地面,使用炉顶卷扬机或用1380型附着式起重机抽装。
下部垂直段水冷壁吊装。与上部水冷壁垂直段在地面预组合(视组合场地而定),组合方式与吊装方法同上。
水平吊运方法(以前水冷壁垂直段上部为例)。组件使用950.00 kN塔式起重机进行水平吊运,具体吊点布置及数量如图3所示。
垂直吊运方法。使用100.00 kN卷扬机(1380型附着式起重机)配1套50.00kN滑轮组与950.00 kN塔式起重机(500.00 kN汽车式起重机)抬吊。防止管排在吊起后产生弯卷变形,在卷扬机滑轮组吊点处加设临时钢梁,钢梁使用双#36b工字钢配制。具体吊点布置及数量如图4所示。
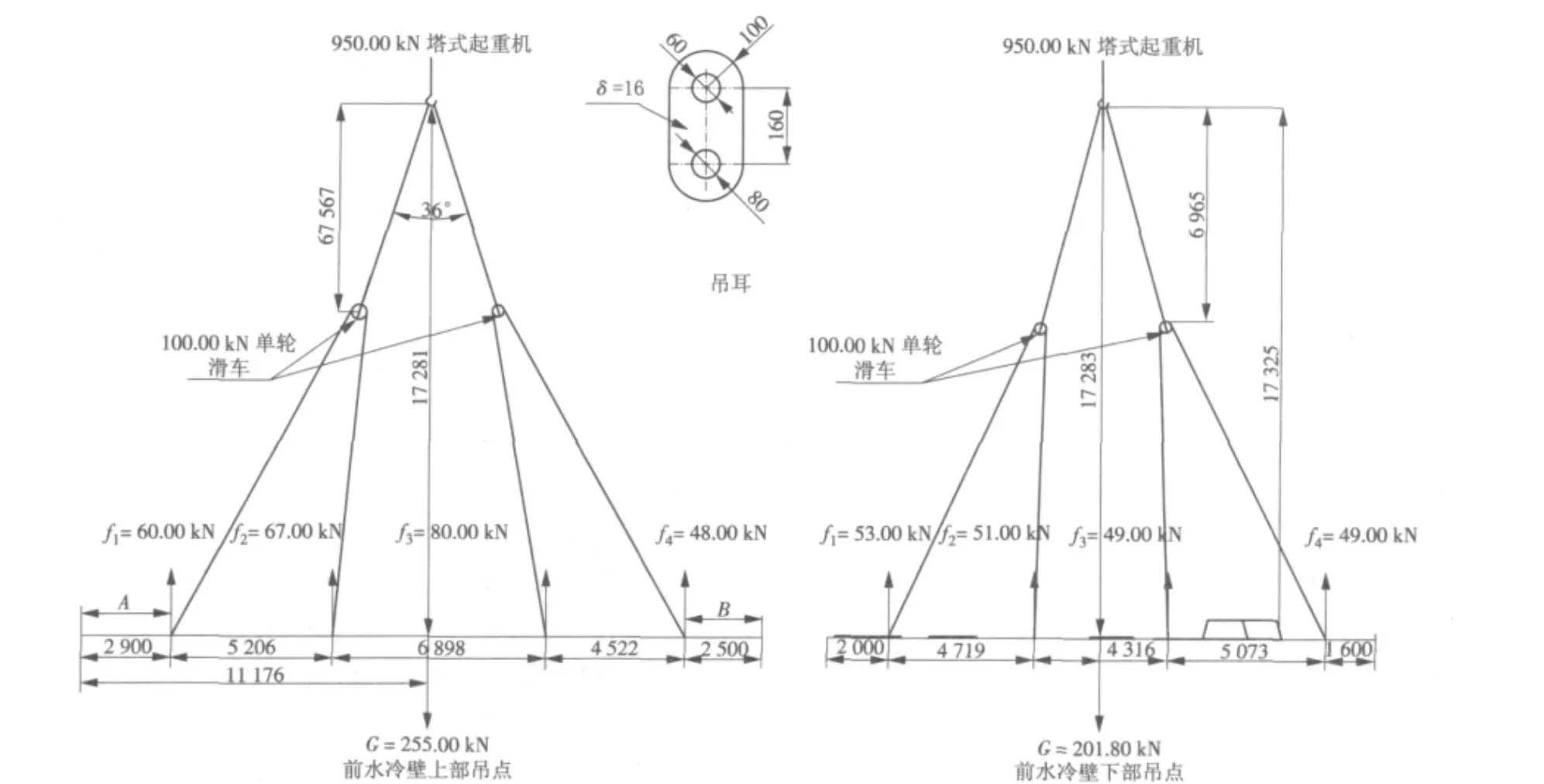
图3 水冷壁垂直段水平吊装图

图4 水冷壁垂直段垂直吊装图
2.3.4 螺旋水冷壁吊装
在水冷壁垂直段、炉内蛇形管排吊装完毕后,进行螺旋水冷壁吊装。
(1)螺旋水冷壁上、中部分地面组合,组合场地满足施工条件时,可进行四侧螺旋水冷壁整体预组合,否则分小片组合。
(2)螺旋水冷壁下部(冷灰斗部分)在冷灰斗刚性梁安装就位后,在刚性梁上拼装。
(3)螺旋水冷壁组件宽度应小于6.6 m,以满足从炉右侧0 m处开口的运输条件。
(4)螺旋水冷壁采用卷扬机和汽车吊吊装,组件尺寸、重量和吊装方式见前文。
(5)水平吊运方法(以侧水冷壁螺旋段上部组件为例)。使用1500.00 kN履带式起重机进行水平吊运,具体吊点布置及数量见前文。
2.3.5 炉膛内受热面吊装方法
(1)炉内受热面自上而下吊装,分别从炉左右侧2个作业面向炉中心安装。根据管排节距依次吊装一级过热器入口管排、省煤器管排和低温再热器管排,以上管排吊挂管焊接完毕,再依次吊装二级过热器管排、高温再热器管排、三级过热器管排、一级过热器出口管排。
(2)管排水平吊运方法(以省煤器管排为例,其余相同)。使用500.00kN汽车式起重机进行水平吊运。
2.4 施工进度保障措施
2.4.1 组合场地的选取
(1)垂直水冷壁组合场地。选择型号为CKP3599、起重量为950.00 kN的塔式起重机,在幅度范围内可免去倒运的工序。水冷壁组合场地大小应满足水冷壁组件划分的尺寸及施工进度要求。
(2)炉内受热面组合场地。经与业主协商,在场外征用耕地,以满足低温再热器、省煤器等管屏同时开工、组合件摆放、倒运的需要,炉内受热面组合场地的施工进度得到了保证。
(3)在以上场地的钢结构吊装完毕前,首先应满足垂直水冷壁、低温再热器和省煤器组合的需要,然后满足二级过热器、高温再热器、无介质管屏组合的需要。
2.4.2 人力、机械资源的配置
(1)在地面组合水冷壁尺寸、重量已充分考虑了附近机械的使用情况,吊点设置不但要满足机械起吊要求,而且要满足单机抬吊及倒运的要求。
(2)厂外锅炉内受热面管排组合使用KH180履带式起重机进行卸车、摆片,使用P&H7150/1500kN履带式起重机进行下片、倒运等作业,每天完成组合10片管排和摆放20片管排的任务,同时进行卸车等作业。这样,机械设备的利用率较高。
(3)在厂外作业面较大时,作业组安排数量应满足作业面的要求。
(4)焊口的焊接、热处理、无损检测衔接要紧凑,应满足施工进度的要求。
(5)起重机械的使用量较高。起重机械主要围绕设备卸车、设备倒运、设备摆放等进行作业。因此,可配备2组作业人员进行以上作业。
(6)在厂房封闭、CKP3500/950 kN塔式起重机退车前,受热面设备尽可能采用临时存放;厂房封闭后,再使用卷扬机抽装就位;炉内受热面吊装采用从左、右侧水冷壁向锅炉中心线吊装的方法,2个作业面且应同时展开。
2.5 提高组合焊口率的措施
(1)受热面组合的主要项目。水冷壁组合,焊口总数为7319个;过热系统组合,焊口总数为5568个;再热系统组合,焊口总数为3 552个;省煤器组合,焊口总数为1440个;集箱,焊口总数为21个;总组合焊口数为17900个。
(2)水冷壁垂直段组合1道焊口,螺旋段水冷壁小片组合,加大组合焊口量。
(3)一级过热器入口集箱散管、一级过热器出口集箱与散管、三级过热器集箱与散管、水冷壁中间集箱与散管、水冷壁出口集箱与散管应在地面组合。
(4)再热器集箱与散管、省煤器集箱与散管、二级过热器集箱与散管受管屏横向节距太小的影响,安装无法展开,以上焊口应变为安装焊口。
(5)连接管等大管径管道设备到货晚,采用卷扬机抽装,组件不能太长,影响地面组合焊口量。
3 结论
本文论述了660 MW机组超临界锅炉间全封闭情况下受热面的吊装方法,解决了在锅炉间封闭情况下吊装技术问题,提出了锅炉组合焊口与安装焊口的划分和保障施工进度的措施。上述措施解决了660 MW机组超临界锅炉间全封闭情况下受热面吊装的实际问题。
[1]DL 5009.1—2002,电力建设安全工作规程(第1 部分:火力发电厂)[S].
[2]DL/T 5047—1995,电力建设施工及验收技术规范(锅炉机组篇)[S].
[3]DL/T 5210.2—2009,火电施工质量检验及评定标准(锅炉篇)[S].
[4]DL/T 5210.2—2009,火电施工质量检验及评定标准(焊接篇)[S].
[5]DL 5009.1—2002,电力建设安全工作规程(第1 部分:火力发电厂)[S].
[6]DL/T 869—2004,火力发电厂焊接技术规程[S].
[7]JGJ 82—1991,钢结构高强度螺栓连接的设计、施工及验收规范[S].
[8]GB 50205—2002,钢结构工程施工质量验收规范[S].
[9]钢结构工程必备数据编委会.钢结构工程必备数据[M].北京:地震出版社,2007.
[10]潘丽娜.材料力学[M].北京:中国水利水电出版社,2011.
[11]周平原.600 MW机组汽包拆除吊装方案[J].华电技术,2010,32(10):55 -58.
