MasterCAM在辊刀刀刃加工中的应用
2012-10-14乔桥
乔 桥
MasterCAM在辊刀刀刃加工中的应用
乔桥
(武汉纺织大学 机电工程与自动化学院,湖北 武汉 430073)
本文从数控铣削编程的基本要点、Mastercam基本铣削编程功能介绍、数控编程的基本流程、数控铣削编程的应用等几个方面总结出一些经验体会。结合辊刀加工实例,详细阐述了MasterCAM在软件自动编程过程中的设置过程,介绍了Mastercam后置处理程序的结构、功能以及定制方法,同时也为辊刀加工过程提供了一些参考。
MasterCAM;辊刀加工;加工中心;参数设置
MasterCAM是由美国CNC Software NC公司推出的基于PC平台上的CAD/CAM一体化软件。可以通过CAD模块进行几何图形的绘制,然后通过CAM模块编制刀具路径,通过后处理转换成NC程序,传送至数控机床中进行加工。此外,它还可以模拟加工和计算加工时间,这样可以节约很多时间,提高工作效率和加工精度[1]。
1 辊刀刀刃加工简介及工艺过程
辊刀是一种常用的切割机械的主要切割部件。辊刀一般使用两个辊子,其中一个有刀刃,另一个是带轴的圆柱体,起砧板的作用,两辊紧压在一起,在异向运动的过程中,将通过其间的被切物按照辊刀上的刀刃形状切成相应的产品。如图1所示,这就是一个辊刀实例。辊刀刀刃是先在圆柱体柱面上加工出一个具有要求形状的墙体,再通过倒角使墙体顶端出现一个刃口的方式来形成的。辊刀刀刃剖切面示意图如图2所示,宽6mm的是墙体,高10mm的是内轮廓和外轮廓的加工深度,70°为倒角的度数,这要求倒角刀为70°。理论上,倒角过后,墙体顶端应该形成一条线,即刀刃。但实际加工过程中,一般留20~30个司即0.2~0.3mm以待后续处理的损耗。

图1 辊刀实例照片
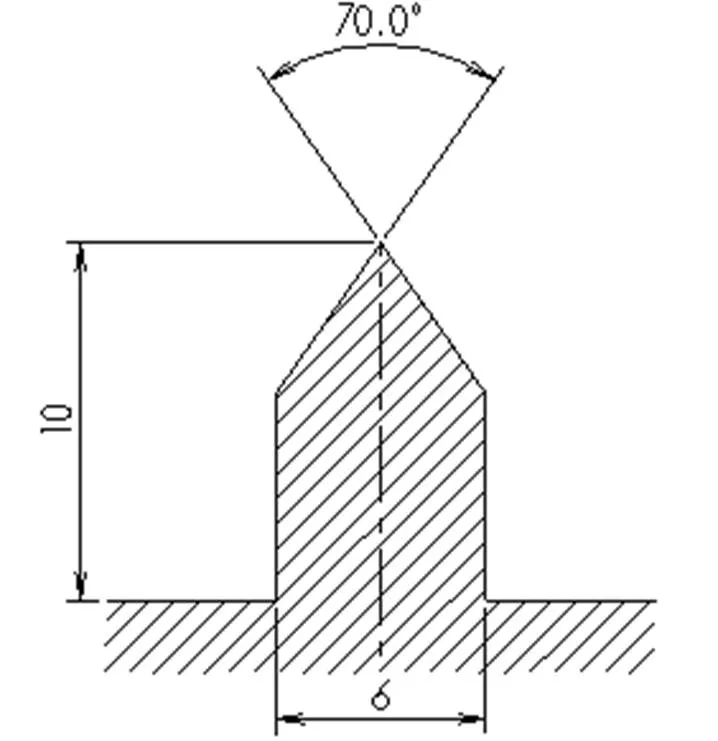
图2 辊刀刀刃剖切面
2 二维加工零件图
辊刀的柱面展开图就是如图3所示的平面图形,这些产品一般都是左右对称的,在平面作图时,可先画一边,然后镜像复制的方式画出另一边即可[2]。为了适应实际生产需要,同时充分利用辊刀,一般要求辊刀旋转一周可加工两至三件产品甚至更多,这根据实际需要和产品的尺寸来决定。在平面上需要画出相应多个形状相同尺寸一致的图形。在平面作图中,可先画出一个图形,然后通过平移复制的方式画出其它图形。首先将产品要求的图形和尺寸用Mastercam画出二维图形。然后再进行相应的加工参数设置。
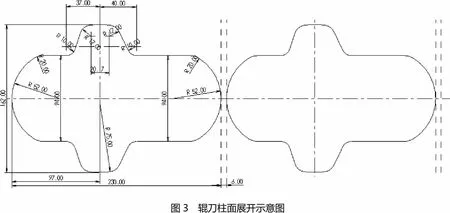
图3 辊刀柱面展开示意图
3 程序编制中的参数设置
数控加工中心一般有四轴,X轴、Y轴、Z轴、A轴(或B轴或C轴)。加工这种辊刀零件比较适合在具有A轴或B轴的立式加工中心上进行。本文所用的是具有A轴的四轴加工中心ASV1050D/3,Fanuc数控系统。其A轴轴面法向与X轴平行,在编制程序的时候需将A轴代替平面上的Y轴。在加工中心上,Z轴的位置固定在A轴的中心线上,故而Y的坐标值相应就可以固定下来。这样将如图3所示的图形用于MasterCAM编程时,需将图纸旋转90度来画,即其水平方向应变成Y轴,垂直方向应变为X轴。
辊刀加工在加工中心上需要进行铣削和倒角两个步骤,此外对辊刀的加工有内外轮廓的不同,在加工编程过程中应有所区别[3]。
首先是内轮廓铣削,完成二维图形的绘制后,Main Menu→Toolpaths→Contour→Chain,选择图形,注意方向的选择,这与程序编制中刀具半径补偿的左右刀补以及实际加工中的顺铣逆铣的设置相关。在MasterCAM中可以很方便地选择方向和改变方向。选择好要加工的图形轮廓后,→Done,出现一个对话框如图4左所示,在刀具参数页面可以设置相应的刀具直径、程序名称、主轴转速、进给率、Z轴进给率、提刀速度、冷却液等参数,此外还要根据需要选择适合的机械原点,选中旋转轴,点击旋转轴按钮,弹出如图4右所示的旋转轴设定对话框,选择轴之取代,取代Y轴,根据需要选择顺时针或者逆时针,输入旋转轴半径,点击确定即完成设置。
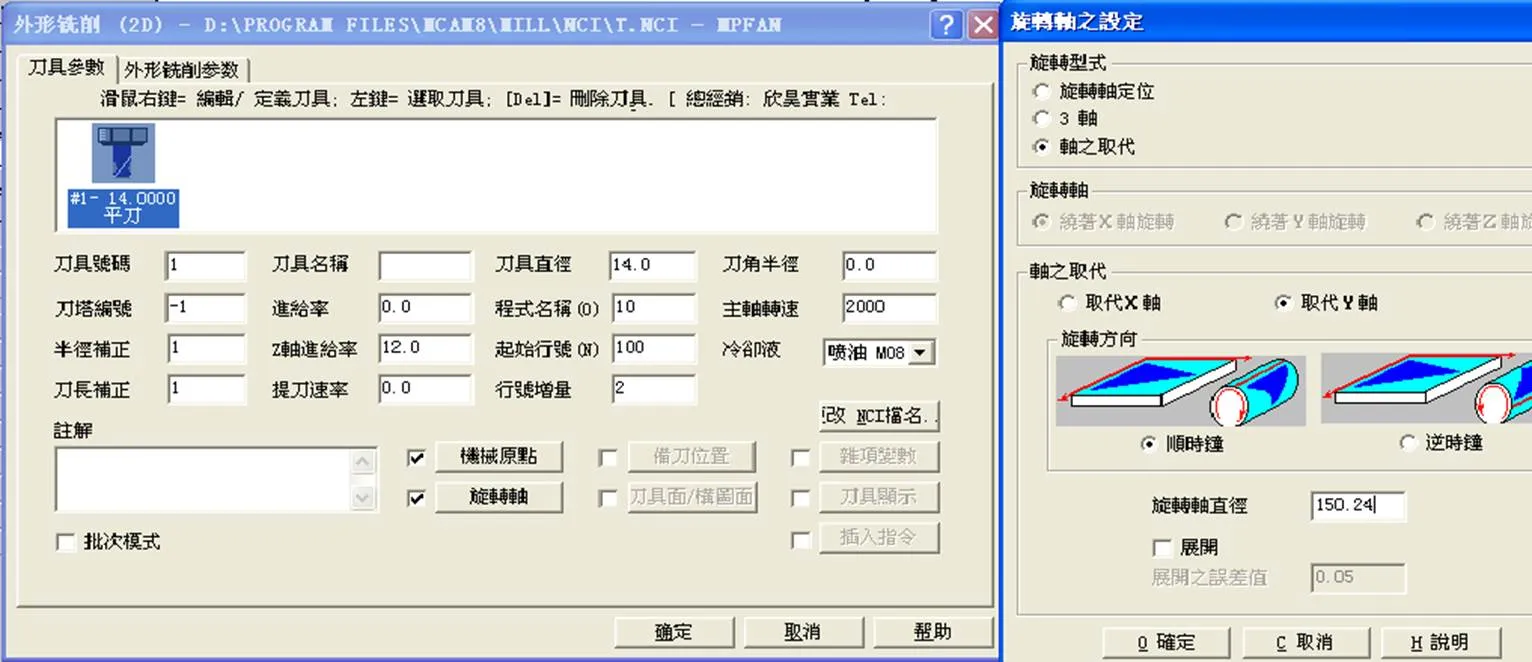
图4 刀具参数设置及旋转轴的设定
同时在外形铣削参数页面里可以设置参考高度、进给下刀位置加工表面、补正等参数。根据之前选择的刀具铣削路径的方向来确定补正的左右。此外,可以在此设置进退刀向量、Z轴分层铣削、XY分次铣削、程序优化等功能及参数。
其次是内轮廓倒角,设置大致如内轮廓铣削。不同之处在于外形铣削刀具参数中的刀具直径、主轴转速、程序号几个参数,外形铣削参数和内轮廓铣削一致。在倒角过程中设置的进给速度与加工材料和切削量相关,一般比铣削低20%~30%,主轴转速也相应地减少20%~30%。另外当对刀具表面的光洁度有一定的要求的时候,在倒角这个工序中要注意顺铣和逆铣。逆铣时切削较为平稳,但表面光洁度不够好,在切削量较大的时候采用。顺铣时受力较小,可以在切削量较小的时候采用,适合精加工时使用,可以大大提高工件表面光洁度。
然后是外轮廓的铣削。由于两个图形之间的距离仅为6mm,在实际加工中如果使用大于6mm的刀具加工,那么在加工中心中就不能直接做两轮廓之间的那部分。所以需要在两图之间画一个过渡的路径,在画图中可以通过倒圆角的方式来完成,圆角半径根据加工中使用的刀具直径和墙体宽度来确定,如墙体宽度为6mm,加工中使用Φ8立铣刀,那么圆角半径应该设置为(8+6)/2即7mm。因为这样做可以最大地完成两图形之间的铣削,而不过切。如果两个图形之间的距离大于或等于8mm,就可以直接同内轮廓加工一样的方法来加工外轮廓。但在实际加工中,基于成本的考虑,再加上加工材料的特殊性以及对加工时间的要求,刀具必须具有一定的强度和韧性,这样就不能使用刀具直径过小的刀具。
最后是外轮廓的倒角,设置与外轮廓铣削的区别同内轮廓倒角和内轮廓铣削的区别相同。按照类似的方法设置即可。
在此,仅用内轮廓铣削作为例子对各个部分的参数设置加以说明,其他工序的这部分操作与此类似,不再赘述。
4 模拟加工及后处理
设置好各参数后,就可以用操作管理来进行刀具路径模拟、加工模拟并进行后处理。这个部分的操作是在操作管理(operations)中完成的。[4]
首先可以在操作管理(operations)中进行刀具路径模拟(Backplot),在这个过程中可以清楚地看到刀具的运动状况和轨迹,并能自动计算和显示刀具运动所需时间,为实际加工提供参考依据。还可以根据设置来进行刀具实体模拟,在结果中可以清楚地看到刀具的干涉状况,如果有干涉情况发生或者有不符合要求的地方,可以再回到参数中进行重新设置。结果如图5所示。

图5 刀具路径模拟与实体切削验证
最后是执行后处理(post),亦即机器自动根据设置的参数生成数控程序。在NC档栏里,勾选保存NC程序和编辑,MasterCAM程序会自动生成NC程序,然后根据不同数控系统要求加以修改,即可生成加工中心直接可以用于生产的数控程序[5]。以下一段即为Fanuc 0i-A数控系统为标准的加工辊刀程序的主要格式,其中自动编程时产生的G17需要删除,在加工过程中使用哪个工件坐标系设定指令也可以根据实际需要加以修正。此外,对于不同的数控系统,其程序格式有所差异,在此也需加以修改。程序中为具体的工件加工坐标,根据实际加工时的数据不同而改变。
% ;ISO标准数控程序开始和结束标识
:0008 ;Faunc系统可识别的程序号
N100G21 ;使用公制单位
N102G0G40G54G49G80G91M11 ;数控系统回到初始设置
N104T1M06 ;换刀
N106G1G90 G55 XYAF3000. ;使用G55工件坐标系XYA准备就绪
N107 S2000M03 ;主轴正转
N108G43H1ZM8 ;刀具长度补偿,冷却液开
;主体加工部分,省略
N9878G0ZM9 ;抬起Z轴
N9880M5 ;主轴停转
N9882G91G28Z0.M9 ;Z轴回参考点
N9884G28X0.Y0.A0. ;XYA轴回参考点
N9886M30 ;程序结束回程序头
% ;程序结束
5 结束语
本文介绍了一种用相对简单的方法解决一种比较复杂零件加工的方式。这种方法已经用于实际生产,并已经积累了相当的经验。结果表明,用这种方法编制的程序在实际生产中非常适用。此外,用加工中心加工这种零件节省了大量时间,大大提高了加工精度,而成本仍在可接受范围内。
[1] 孙江宏,陈秀梅.Mastercam CAD/CAM实用教程[M]. 北京:科学出版社,2002.2.
[2] 刘虹. 数控加工编程与操作[M].西安:西安电子科技大学出版社,2007.2.
[3] 田光辉; 王戈冰. MasterCAM在型腔模设计与制造中的应用[J]. 模具制造, 2003, (3).
[4] 陈文革. MasterCAM在工程训练中的应用[J]. 组合机床与自动化加工技术, 2008,(3).
[5] 马秋生, 王春海. MasterCAM的曲面精加工方法比较与应用[J]. 现代制造工程, 2009, (3).
Application of MasterCAM in Roll Cutting Tools Manufacture on Machining Center
QIAO Qiao
(College of Mechanics and Electronics Engineering, Wuhan Textile University, Wuhan Hubei 430073, China)
With the instance of the roll cutting tools, this thesis introduced the process of the MasterCAM setting on the roll cutting tools manufacture on machining center in graphic detail. It introduces the framework,the function and the customizing method of post processor in Mastercam. At the same time, the thesis shared some experience on the process of the roll cutting tools manufacture.
Mastercam; Roll Cutting Tools Manufacture; Machining Center; Parameters Setting
TH16
A
1009-5160(2012)03-0066-04
乔桥(1980-),男,讲师,研究方向:纺织设备数字化和数控加工.
