25 kt/a无水氟化氢装置的优化设计总结
2012-10-11徐建国周贞锋应学来
徐建国 周贞锋 应学来
(衢州市鼎盛化工科技有限公司,浙江 衢州 324000)
采用萤石和硫酸反应来生产无水氢氟酸(AHF),在我国已有50多年的历史。经过我国工程技术人员的不懈努力,经历自主开发、引进国外技术、引进技术消化吸收,氟化氢的生产装置从无到有、从小到大、由弱到强逐步发展起来,目前部分企业AHF生产技术已达到国际先进水平[1]。
“萤石粉-硫酸”转炉法是目前生产AHF的主要方法,截至2012年9月底,我国氟化氢产能达到了1 500 kt/a多,其中只有20 kt/a是以氟硅酸作原料[1]。现在,国内已有AHF生产线90多条,从生产规模上来看,小的只有3 kt/a,大的已达25 kt/a;从原材料(硫酸+萤石粉)消耗上来看,好的企业每吨AHF消耗4.65 t,差的达5.8 t。其他指标也是各有特色,参差不齐。
工业和信息化部于2011年2月发布了《氟化氢行业准入条件》,明确规定:新建氟化氢生产企业的总规模不得低于50 kt/a,新建AHF生产装置单套生产能力不得低于20 kt/a[2]。2011年4月底发布的《氟化工产业调整指导目录(2011)》中,把新建氟化氢装置列入“限制类”项目;而且5 kt/a以下工艺技术落后和污染严重的氢氟酸装置进入了“淘汰类”。
早在20年前,我国通过引进国外先进技术,使AHF行业的整体技术水平得到了很大提高,同时也得到了一些重要数据资料;国内工程技术人员通过对引进技术的消化吸收,在技术、装备、操作等方面形成了几种不同的具有中国特色的工艺流程和生产技术。但在一些技术工艺和装置设备的运用上,争议较多,难辨真伪。
这些年来,我国氟化工行业虽然得到了飞速发展,成为国民经济的重要支柱,但我国一直没有设立专门的科研机构进行氟化氢的基础研究,对氟化氢生产装置的设计缺乏理论指导,也缺乏系统性;少数科技人员通过实验室试验或翻译国外资料,发表了有关萤石粉与硫酸的反应机理、反应速率、状态变化、相关反应曲线等的论文,但可查到的国内文献资料还不到5篇。
针对国内氟化氢生产线普遍存在的单套装置产能小、原料浪费大、能源消耗高、设备腐蚀严重、安全事故频发和三废排放不达标等诸多问题,笔者所在公司以基础研究和实验的数据为第1手资料,结合国内外各种先进工艺技术,对氟化氢生产装置进行优化组合设计,形成了完整的AHF生产技术软件包。
1 优化设计理念及基础工作
设计理念:以安全生产和环境保护为首,尽最大努力节能降耗,自动化控制程度高,与国内的装置制造水平相符合,投资省、运行和维护费用低。
以 “萤石粉-硫酸”为原料的转炉法工艺生产AHF,在今后较长时期内仍然会占据主流地位。因此,完善和优化“萤石粉-硫酸”转炉法生产AHF的工艺技术,对我国氟化工行业发展健康发展有着重要意义。
笔者在查阅了国内外文献资料全面掌握氟化氢生产的基本理论知识的基础上,进行了“萤石粉-硫酸”在不同温度、不同反应时间、不同配比下的化学反应试验,详细记录了试验的过程和结果,为反应器系统的优化设计奠定基础。走访多家氟化氢生产企业,深入了解我国现阶段各种氟化氢生产线存在的实际问题、技术分歧和多种不同观点,比对一些运行状态较好生产线的优缺点,充分吸收国内不同观点和技术分歧中的可取之处。通过计算机对一些重要参数进行模拟测试。
结合国家产业政策,确定设计的单套AHF装置产能为25 kt/a。通过质能平衡计算、工艺和仪表管道流程图(PI&D)设计、非标设备条件图设计、标准设备和仪表选型、工艺操作参数等的全面完善和改进,形成了25 kt/a AHF生产线的技术软件包。同时,还对AHF生产装置关键单元(如AHF精制等)进行了ASPEN PLUS工艺流程优化模拟、设备平立面布置和配管的电脑建模优化校核。
2 各单元优化设计内容
2.1 热风循环系统
热风循环系统的工作流程是:循环回用的次热风与燃烧炉煤气燃烧后的热气流混合为高温热风(600~650℃)进入转炉夹套,加热转炉后成为次热风(300~450℃)进入高温风机加压,一部分重新进入燃烧炉,另一部分与新鲜空气逆流换热后(温度约为150~180℃)排入萤石粉烘干系统,作为萤石粉烘干的补充热源;加热后的新鲜空气(温度约为120~150℃)进入燃烧炉作为燃烧空气。
经估算,由于废弃热风的重新利用,每年可节约标煤110 t。同时,氟化氢热风循环系统不设排放烟囱,与萤石粉烘干炉共用1个烟囱。
2.2 硫酸计量单元
1)98%硫酸。质量分数为98%的硫酸计量为双重计量并举的方式,一是98%硫酸计量槽(也称为中间槽)配称量模块(即电子称),进行模拟计量,DCS可看到槽的液位;二是在出口管道上设置“变频泵+流量计”的方式进行精确计量和配料,并与萤石粉进料装置联锁。
工作时98%硫酸的流经线路为:98%硫酸计量槽→变频泵→流量计→硫酸吸收塔→洗涤塔→预洗涤塔→预洗涤酸循环槽→循环泵→烟酸反应器(也称为混酸反应器)→预反应器(与萤石粉混合并部分反应后)→进入转炉。
2)105%硫酸。质量分数为105%的硫酸计量方式及联锁与98%酸相同。工作时105%硫酸的流经线路为:105%硫酸计量槽→变频泵→流量计→烟酸反应器(与预洗涤酸混合后)→预反应器→进入转炉。
该设计的计量方式比采用计量泵精度更高,只要在DCS上设定流量值及变动范围,程序将自动调节变频泵的运行频率,使流量保持在设定值,从而确保了硫酸计量的准确性和可操控性。同时,硫酸与萤石粉加料实现自动化联锁,使酸粉比始终处于设定值,对于降低消耗大有好处。
2.3 萤石粉单元
该单元的工作流程是:湿萤石粉→烘干炉→埋刮板机→斗式提升机→螺旋输送机→萤石粉大料仓→螺旋输送机→萤石粉小料仓→失重式称重给料机→螺旋输送机→预反应器(与硫酸混合并部分反应后)→进入转炉。
失重式称重给料机有信号接入DCS,可进行鼠标操控;同时还在DCS上设定程序,与硫酸加料系统实现自动联锁,保证了酸粉配比的精确性。
同时,提倡热粉热用,以节约能源;萤石粉烘干炉出来的高温热粉(约200℃),通过输送装置直接进入萤石粉料仓,并对输送装置及料仓进行保温,既防止粉料因冷却凝结水而引起结块,导致下料不畅,又使萤石粉保持较高的温度,可节省反应时的能耗。
2.4 预反应器单元
对于是否采用预反应器,国内存在着不同的观点;有人认为预反应器很好,既可提高反应效率,又对转炉有很好的保护作用,虽然投资增大,运行时能耗增加,但还是很划算的;也有人认为预反应器作用不大,只要把转炉加长或者有内返渣,就胜过预反应器;还有人认为预反应器不好,要堵塞,高能耗,投资也太大。
笔者等认为预反应器应该成为氟化氢反应系统必不可少的设备,设置预反应器可使转炉的效率提高约25%以上。
但从国外引进技术的预反应器确实存在一些问题,以10 kt/a氟化氢生产线配套的预反应器为例:1)投资大,大约需要300多万元人民币;2)结构复杂,设备制造与设备维护的难度都较大,预反应器中的捏合输送螺旋,既有回转运动,又有轴向运动;螺旋壳外还有蒸汽加热夹套,运行时需蒸汽加热;3)动力消耗大,电机功率75 kW;4)进料与转速控制不当时,会产生堵塞现象,而且堵塞物不易清理。
萤石粉与硫酸反应要经过 “稀浆状→浓糊状→散粒状→半干状→浓糊状→散粒状→干粉状”等状态,前3种状态,反应迅速,搅动比较容易,但腐蚀强度大;第4种状态是一种从松散进入结块的状态,搅动难度明显增大。
因此在设计反应系统时,预反应器内的反应过程为“稀浆状→浓糊状→散粒状”,在散粒状时把物料送进转炉。一是让初期的剧烈反应在预反应器内完成,可大大减轻转炉的反应负荷,设计转炉时可缩小转炉的容积;二是把最易腐蚀设备的反应过程,在特材制造的预反应器中完成,减轻对转炉的腐蚀[3]。三是在第3种状态时把物料送入转炉,可大大降低预反应器的动力消耗。
本设计的转炉前端盖只有1个与转炉同心的圆孔(此前的转炉都是水平布置的2个圆孔),通过聚四氟乙烯(PTFE)波纹管与预反应器连接;预反应器的物料从这里进,转炉的反应气也从这里出。出转炉的氟化氢气体携带粉尘进入预反应器,与预反应器内的物料接触,大量粉尘被物料粘下。转炉来的反应气体和部分粉尘加上预反应器产生的反应气体,通过导气管进入预洗涤塔。导气管很短,只有一小段直管加1个弯头;导气管越短越不会堵塞。
本设计结构简单,连接及密封可靠,制造与维护成本低(投资额不到100万元,电机功率30 kW);更重要的是,使用细萤石粉时,也可使大部分粉尘在此被湿物料吸收,减轻洗涤塔的负荷。
2.5 回转反应炉单元
1)根据萤石粉与硫酸的反应速率曲线,在确定最佳容积率的情况下,确定经济合理的回转反应炉直径和长度。
2)根据萤石粉与硫酸的反应形态,在转炉前部内壁采用特材紧衬(焊带直焊或爆炸复合),既提高了传热效率,也能保证转炉内壁不腐蚀;内衬特材的年腐蚀量约为0.3~0.4 mm。
3)加大回转反应炉的受热面积,提高炉内热转换效率;筒体长度方向的受热面积约为95%。
4)根据萤石粉与硫酸反应的温度曲线,合理设计夹套的热风进口和出口,沿转炉长度方向分为4段,热风4进6出,每段的热风量都可以调整,相当于可调整转炉各段的温度。因此,如果检测出石膏渣含量不合格,可通过调整各炉段温度来改变炉内的反应状态,从而保证物料反应完全。
5)根据萤石粉与硫酸反应的后几种状态,合理配置转炉内部的构件,包括内返渣螺旋、刮壁螺旋、破碎螺旋、挡圈、石膏渣抄板等。刮壁螺旋用于把粘结在炉体内壁上的CaF2+H2SO4+CaSO4+Ca(HSO4)2混合物刮下来,提高转炉的传热效果。破碎螺旋将物料结块破碎,均衡物料之间的传热。内返料螺旋把行进至转炉中部的高温物料返回到炉头,与刚刚进入转炉的物料混合,快速提高物料温度,从而提高转炉的反应效率和热利用率;同时,返渣可把刚进入转炉的物料“包裹”起来,有效防止浓糊状时在炉体内结壁。
2.6 炉尾渣仓及渣气系统
本设计在采用国内大多数厂家共有流程的基础上,增加了氟石膏冷却装置和下料装车防扬尘装置。其优点有:1)可减少氟石膏在运出时夹带的渣气;2)可减少氟石膏贮存过程的结块和粘壁,解决下料困难问题;3)可基本消除氟石膏装车时的扬尘现象。
针对目前出渣螺旋容易冒气和卡死现象,对出渣螺旋的结构做了较大改进,确保能长期正常工作,全部渣气进入水喷淋吸收塔,吸收水酸度达到5%~10%时泵至氟硅酸吸收系统。
2.7 粗氟化氢气体洗涤单元
粗氟化氢气体从预反应器的导气管出来后,进入预洗涤塔,循环的预洗涤酸将其洗涤,经过预洗涤的粗氟化氢气体进入洗涤塔,用来自硫酸吸塔储槽的98%硫酸将其再次洗涤,被洗涤的粗氟化氢气体进入冷却冷凝系统。同时,预洗涤塔及洗涤塔内选用新型填料,可大大提高洗涤效果。
2次洗涤,确保了洗涤后的气体基本无粉尘;对后续工艺操作有利,对冷凝器的寿命和冷凝效果有利。特别是在萤石粉较细的情况下,1级洗涤的效果如不能达到要求,会造成后续冷凝器的堵塞;而2级洗涤可避免类似的堵塞。
2.8 粗氟化氢气体冷却冷凝单元
从洗涤塔出来的粗氟化氢气体,先进入初冷器,在这里将80℃左右的粗氟化氢气体用循环水冷却到40℃左右,然后再依次进入第1冷凝器和第2冷凝器,将粗氟化氢气体冷凝成液态,进入粗氟化氢贮槽。
采用此设计的目的,主要是为了节能。在同等条件下,循环水冷却粗氟化氢的能耗和成本,明显低于用冷媒去冷却的能耗和成本;因为冷媒就是靠冷冻机与循环水之间的换热来达到制冷效果的。另外,粗氟化氢气体经过2级洗涤后,气体中的水分含量已经很低,对后续设备的腐蚀已大大降低,为采用初冷器具备了前置条件。
2.9 AHF精制单元
粗氟化氢的精制,国内外流程较多,有微负压精馏脱气(SO2)的,有加压精馏脱气的,有先精馏后脱气的,也有先脱气后精馏的。
本设计采用先精馏后脱气的加压工艺和新型填料塔(或新型高效板式塔)。其优点是:1)采用加压工艺后,从精馏塔和脱气塔出来的HF的冷凝,不必用低温冷媒,而是用循环水;节能效果明显;2)先精馏后脱气可以减少脱气塔的腐蚀;3)采用新型填料塔或新型高效板式塔,可提高精馏效率,可降低塔高。
2.10 尾气处理系统
来自脱气塔和洗涤塔的尾气,先进入硫酸吸收塔,由98%硫酸吸收HF后,依次进入1#~3#填料塔,进行串联水洗,各填料塔下面均有循环槽和循环泵,吸收液打循环。新鲜水及来自炉尾的渣气吸收液自3#填料塔塔顶补入,从3#循环槽溢流至2#循环槽、再从2#循环槽溢流至1#循环槽。1#循环槽内的H2SiF6含量达到规定值后,泵至H2SiF6贮槽。生产尾气经这3个塔串联水洗后,进入碱洗塔,用碱液再次洗涤后的尾气通过排气管外排。
国内许多生产线只有1级或2级水吸收,很少有生产线设置了碱洗塔,因此,尾气达标几乎不可能。3级逆流吸收再加1级碱洗,确保了尾气的达标排放。
2.11 异常事故发生时的环保设施
从生产实践可知,转炉炉头、炉尾的冒气是大概率事件;转炉的微负压是由尾气风机形成的,但从尾气风机到转炉,中间要经过多个系统,任何一个参数的改变都会引起转炉负压的消失,氟化氢气体就从炉头冒出。在炉头、炉尾的上方设置引风装置,将炉头的冒气抽吸至独立中央吸收塔;将炉尾的吸风接至氟石膏渣气吸收塔,这就大大减少了环境污染的可能性,把对周边环境的污染降到最低,同时也对岗位员工身体健康有利。独立中央吸收塔还可把泵阀泄漏时的氟化氢气体一并处理。
同时,还增设了氟化氢液体吸收装置。把氢氟酸管、泵、阀等部件拆装检修前残留的氢氟酸液体,通过真空设备抽出,并用水吸收成有水酸;既确保检修安全,又减少废液污染。
2.12 DCS控制系统
设计对仪器仪表和DCS系统提出了许多详细要求和建议,当业主方采用这些要求和建议时,25 kt/a的AHF生产线将基本达到全自动化控制的程度,各项联锁可确保生产线的安全生产和最佳配比;各监控摄像可随时观察装置运行状况;人工干预操作也主要通过鼠标完成。
除了发生设备机械故障和电气故障,生产装置现场可实现无人化。
2.13 管阀材料、机泵、仪表等的选型
炉头氟化氢导气管、洗涤酸管、混酸管、粗酸管、AHF管及氟硅酸管的选材,混酸循环泵、硫酸泵、氟硅酸泵的选用,仪表电气的选用,往往不被设计方重视,许多厂家都是在不断试用、不断更换后才找到基本符合要求的部件,还有些厂家因这些部件的选择不当,酿成了人身伤亡事故和环保污染事故。无数事实证明,这些部件的选择,不仅关系到装置投资额,还关系到装置建成后的周期运行和维修成本,更关系到安全生产和环境保护。
通过对国内多套较先进AHF装置的比较,根据以往氟化氢生产设计工程的经验,针对不同介质,对管阀材料、机泵、仪表选型等进行了认真的比对,提出了优化的管阀材料选用表、机泵选型推荐表、仪表数据表及选型推荐表。使业主购买时做到经济实惠、经久耐用。
3 工艺流程
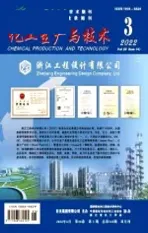
优化设计的工艺流程见图1。
水的质量分数小于10%的湿萤石粉,经过干燥设备除去表面水,通过粉体输送设备进入装置内的萤石粉料仓,经过失重秤计量后,进入预反应器。
质量分数98%的硫酸与质量分数20%的发烟硫酸从大储罐泵至装置边的中间储罐。生产时,98%硫酸泵至硫酸吸收塔;20%发烟硫酸泵至烟酸反应器,与预洗涤酸混合后,进入预反应器。
在预反应器内,混合硫酸和萤石粉均有90~130℃的温度,2者接触后化学反已开始进行;通过预反应器螺旋的混合与推进,硫酸和萤石粉可得到较充分的捏合,在大约反应了30%左右时,物料进入转炉,在高温下继续反应,直至反应完全、充分。
转炉是一个圆筒式的回转反应器,外部有带密封的加热夹套,通过高温风机,把燃烧炉内的高温热风送至转炉夹套内,为转炉内的反应提供热能;在转炉夹套的全长上设测温点10个;高温热风4进6出,各进出口均有调节阀门,可根据转炉内的反应情况,随时调整转炉各段的温度,保证转炉内物料反应充分。在转炉内部,配备了刮壁螺旋、内返渣螺旋、破碎螺旋、送料螺旋等装置,既可提高转炉的反应效率和热能利用率,又可减少物料对转炉的腐蚀。同时在转炉内适当位置设置了挡圈,可使物料在转炉内的停留时间达到工艺要求,提高反应效率。
转炉内反应产生的粗氟化氢气体通过预反应器进入预洗塔,在预反应器内与湿物料接触,可除去气体携带的部分粉尘;尔后进入预洗塔,粗氟化氢气体在预洗塔内用来自洗涤塔的洗涤硫酸和循环洗涤硫酸进行第1次洗涤,接着进入洗涤塔用来自硫酸吸收塔来的98%硫酸进行第2次洗涤,然后进入氟化氢初冷器,在此用循环水对氟化氢气体进行初步冷却,接着氟化氢气体依次进入第1、第2冷凝器,用冷媒对氟化氢气体进行冷凝液化;液化后的粗氢氟酸液体收贮于中间槽内;未液化的气体(主要是SiF4、空气及被夹带的氟化氢气体等)去硫酸吸收塔。洗涤塔下的洗涤硫酸去预洗塔,而预洗塔下的循环洗涤硫酸,一部分在本塔内循环,另一部分去烟酸反应器与20%发烟硫酸混合。
粗氢氟酸进入精馏塔中,除去里面的H2SO4和H2O等重组分;然后进入脱气塔除去轻组分如SO2等,轻组分从塔顶排出,塔釜即得到精制的AHF。产出的AHF经冷却后进入AHF检验槽,检验合格后送往AHF贮槽,不合格者返回精馏塔重新精馏。
从第2冷凝器出来的不凝气体和脱气塔顶排出的SO2气体一同进入硫酸吸收塔,来自中间储罐的98%硫酸将这些气体中夹带的氟化氢气体进行回收,回收氟化氢后的硫酸去洗涤塔洗涤粗氟化氢气体。
硫酸不能吸收的SiF4气体、不凝性气体进入尾气吸收系统,经过3级逆流吸收后,生成H2SiF6水溶液。这是副产品,可以用于生产其他氟化盐或外售。未被吸收的尾气进入碱洗塔,充分除去酸性气体后排空;一般情况下均可达标排放。
转炉内充分反应后产生的石膏渣(CaSO4)从炉尾排出,与石灰粉中和后,进入石膏渣冷却器,冷却后的CaSO4进入石膏仓,作为副产品外运出售。石膏渣在生产、输送、储存等过程均处于微负压,渣气用水吸收成HF质量分数为5%~10%的有水酸,泵至主装置的氟硅酸吸收系统,作为吸收用液。石膏渣下料装车过程在一个非完全封闭的室内进行,装车时扬起的石膏渣粉尘,通过渣气处理塔用水吸收,吸收水在循环10~12次后排至污水处理站。
4 结束语
优化设计融合了许多技术创新,是对氟化氢生产工艺技术的一次系统化改进,其设计理念和设计成果,期望能推广到新建氟化氢生产线,或对现有生产线进行技术改造,促进我国氟化氢生产过程的安全生产、节能降耗及环保治理,推动我国氟化氢行业的技术进步和健康发展。
[1]徐建国,周贞锋,应盛荣.我国氟化氢生产技术的现状及发展趋势[J].化工生产与技术,2010,17(6):8-14.
[2]工业和信息化部公告:氟化氢行业准入条件[EB/OL].(2011-03-09)[2012-10-19].http://www.miit.gov.cn/n11293472/n11293832/n11293907/n11368223/13619594.html.
[3]王军辉.氢氟酸反应炉的腐蚀分析与防护对策[J].甘肃冶金,2010,32(3):121-123.