工厂化养殖系统节能设计与实现
2012-10-11颉晓勇钟金香李纯厚张汉华朱长波王秀瑛
颉晓勇,钟金香,李纯厚,张汉华,朱长波,王秀瑛
(1、中国水产科学研究院南海水产研究所,广东省渔业生态环境重点实验室,农业部南海渔业资源开发利用重点实验室,广州,510300;2、广东省水产技术推广总站,广州,510220;3、汕头市华勋水产有限公司,广东汕头,515041)
工厂化循环水养殖是代表未来发展方向的养殖模式,目前我国工厂化养殖还处在示范阶段[1,2]。雷霁霖院士提出当前应当以工业化理念为指导、节能减排为目标、“四化养殖”为核心,建立我国海水养殖大产业。开展系统节能创新研究是建立现代工厂化循环水养殖产业不可或缺的重要环节,是我国工厂化循环水养殖技术从示范走向规模化生产应用所必须的重要步骤。笔者在汕头建设工厂化循环水养殖系统,在其基础上进行节能创新改造,在生产实践中探索降低循环水系统运行能耗的理论与技术问题,对工厂化养殖生产大规模推广应用具有重要的意义。
1 工厂化养殖系统工艺流程创新
本研究是在前期工厂化养殖系统基础上,以降低水处理系统运行能耗为目标进行创新改造,养殖用水前处理继续采用前期处理程序[4,5],4组水泥池配套改造建设4组循环水处理系统,养殖池日换水率429%,养殖水体循环利用率90%,损耗主要来自排污和自然蒸发。
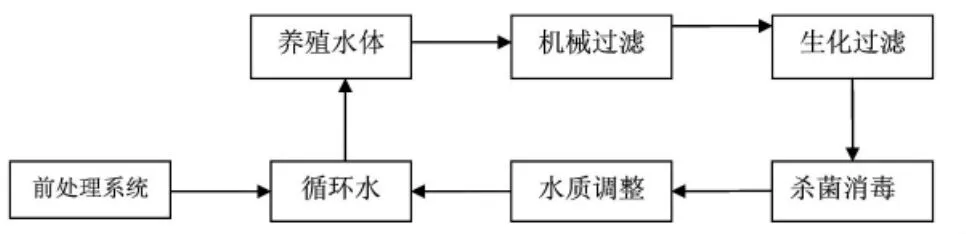
图1 循环水处理设施工艺流程图
1.1 机械过滤
工厂化高密度养鱼产生的固体废弃物量大,第一道过滤程序的性能直接关系到后续水处理工艺环节的负荷和整体净水效果。本研究机械过滤采用两种方式结合,一是旋转筛过滤器,二是采用袋式过滤。旋转筛过滤器首先滤除了养殖废水中的大颗粒物质,再从顶端流入过滤袋,使得液体可均匀分布在整个滤袋表面,滤除水体中小颗粒物质,整体达到较好机械过滤效果。
1.2 生化过滤
生化过滤是工厂化养殖水处理系统中的核心组件之一,主要去除以“三态氮”形式存在的水溶性有害物质。生物滤池所填充的过滤材料包括碎石、细砂、塑料粒或生物球等单种或多种成份,经过“挂膜”培养在滤料表面形成“生物膜”。当养殖废水从滤料间隙流过时,生物膜就会将水中有机物分解成无机物,并将氨氮转化成对鱼无害的硝酸盐。本研究根据养殖水体规模,每组养殖池采用了2个并联的圆柱形生化过滤器,填充滤料为生物球,预运行培养生物膜后开始养殖试验。
1.3 杀菌消毒
目前,常用的消毒装置主要包括紫外线消毒器和臭氧发生器。紫外线消毒具有灭菌效果好、水中无有毒残留物、设备简单、安装操作方便等诸多优点,应用较为广泛。臭氧消毒具有化学反应快、用量少、水中无持久性残余、不造成二次污染等优点,也是目前常用的消毒方法。本研究在一期水处理系统建设中采用臭氧消毒和紫外线消毒联合方式,在应用过程中存在臭氧浓度调节控制和残余臭氧去除问题,因此在节能创新改造中采用紫外线消毒器实现杀菌消毒功能。
1.4 水质调整
根据养殖对象对水质的要求调整养殖水体水质参数,主要包括增氧系统和控温系统。为了克服冬季低温对养殖生产的影响,本项目改造安装了锅炉加热控温系统,蒸汽经独立管道系统与养殖池内水体进行热交换,从而保证低温天气下养殖水体水温。
2 循环水养殖试验
暗纹东方鲀(Takifugu obscurus)隶属鲀形目、鲀科、东方鲀属,俗称河鲀,具有较高经济价值,对养殖水质环境要求较高。2011年3月18日,选取2组共14个水池,水深50cm,放养10230尾暗纹东方鲀鱼苗(平均体长约2cm/尾),平均放养密度约91尾/m3。养殖全过程实现全封闭循环水养殖,养殖期间不使用药物,维持了稳定的养殖水体环境,显著降低了养殖污物排放。2011年11月6日收获,成活率95%,体重范围150~200g/尾,平均体重约180g/尾。
3 小结与讨论
3.1 节能创新
当前我国水产养殖设施系统的水质调控能力弱、方法少,对循环水养殖技术的应用还相当落后,大多数工厂化养殖系统没有应用循环水技术,工厂化养殖总体上还处在示范阶段,针对工厂化循环水养殖系统节能创新的研究报道极少。曲克明等通过车间墙体、门、窗等采用保温层设计,达到比一般低拱车间降低30%的节能效果。在前期研究中[4,5],笔者分析得到水处理系统能耗是工厂化养殖最主要的耗能组份,循环水养殖系统日耗电量总计达到766.2kW,其中每套循环水处理设备系统每日耗电量为152.4kW。本研究针对循环水处理系统进行创新性改进后,能耗主要包括紫外耗能、旋转筛过滤器和一次性提水程序,每日耗能82.8kW,即水处理系统中核心能耗部份与前期能耗相比较仅占54.33%,降幅达到45.67%。水质调整中采用的加温设备因使用较少故未纳入能耗分析。本研究表明,通过对工厂化循环水养殖系统中核心能耗部位的创新性节能改进,循环水养殖系统整体的运行能耗存在较大的节能创新空间,为下一步我国在“节能减排”大背景下展开节能创新与应用技术研究提供了一个成功的例子。
3.2 水处理工艺流程创新
目前在工厂化养殖的水处理工艺流程中,一般多数采用机械过滤、蛋白质分离、生化处理等程序,在部分水产养殖企业也有采用蛋白质分离器作为主要水处理程序并取得成功[9,10]。但传统蛋白质分离器能耗相对较大,是水处理程序中的主要能耗部位,而水处理程序的能耗是工厂化养殖推广中的重要限制性因素之一。解决这个问题存在两个途径,其一是通过水处理工艺流程节能创新,达到处理后水质满足养殖生产需要;其二是针对蛋白质分离器实现节能创新。辛乃宏等[11]改造循环水处理系统,养殖石斑鱼和半滑舌鳎取得成功。笔者通过前期研究发现[4,5],所处理的养殖污水在水处理器内的停留时间是水处理效率的重要影响因素之一,因而在节能创新研究中设计加大了生化处理功能,令其水力停留时间最高可达到0.339h,同时创造性地去除传统工艺流程中关键耗能设备蛋白质分离器环节,是为本次节能创新研究成功的重要原因。此结果也表明,在后续提高水处理效率的工艺改良方面,延长水力停留时间将是一项重要的改进手段。
3.3 进一步节能创新的基础
在长期工厂化养殖技术研究过程中,笔者多角度地展开工厂化养殖技术探索。针对传统水处理程序核心设备之一蛋白质分离器能耗较高的问题,笔者研发了多功能型水处理设备[12],该设备所具有的功能包括机械过滤、泡沫分离、增氧、生化处理、排污、杀菌消毒、反清洗等,解决了之前所有工厂化养殖水处理技术中分别采用不同功能的水处理单体设备完成的难题,具有设备系统占地面积小、水处理效率高、运行能耗低等优点,是工厂化养殖领域的核心关键设备创新。本研究所采用的机械过滤程序在运行过程中需要相对较多劳动维护,是为本例工厂化养殖模式的不足之处,研发了无能耗型机械过滤器[13],创造性地改革传统的机械过滤方式,降低运行成本、提高过滤效果,代替本试验中的旋转筛过滤器将进一步降低水处理系统的运行能耗。工厂化循环水养殖工艺的创新与水处理装备技术的创新相伴而生,笔者在水处理设备领域针对核心设备的重要技术创新为工厂化养殖模式进一步节能创新准备了必要的技术基础,对于工厂化养殖模式的推广应用具有重要意义。
[1]陈军,徐皓,倪琦,等。我国工厂化循环水养殖发展研究报告[J]。 渔业现代化,2009,36(4):1-7。
[2]徐皓,张祝利,张建华,等。我国渔业节能减排研究与发展建议[J]。 水产学报,2011,35(3):472-479。
[3]雷霁霖。中国海水养殖大产业架构的战略思考[J]。中国水产科学,2010,17(3):600-609。
[4]颉晓勇,钟金香,王秀瑛,等。工厂化养殖系统工艺与养殖试验[M]。中国工程科技论坛第124场"鱼类工业化养殖与可持续发展"论文集,2011.9,北京,31-34。
[5]钟金香,颉晓勇,王秀瑛,等。工厂化养殖实践与思考。中国工程科技论坛第124场"鱼类工业化养殖与可持续发展"论文集[M],2011.9,北京,35-37。
[6]倪琦,张宇雷。循环水养殖系统中的固体悬浮物去除技术[J]。 渔业现代化,2007,34(6):7-10。
[7]曲克明,杜守恩,朱建新。节能型半滑舌鳎循环水养殖车间优化设计[J]。 渔业现代化,2009,36(5):10-13。
[8]黄滨,高淳仁,关长涛,等。论节能型工厂化循环水养殖的精准化[J]。 渔业现代化,2011,38(1):15-18。
[9]颉晓勇,李纯厚,许忠能,等。半滑舌鳎苗种工厂化培育试验初报[J]。 广东农业科学,2011,9:130-131,147。
[10]颉晓勇,李纯厚,许忠能,等。名贵海水鱼类工厂化养殖试验研究[J]。 湖南农业科学,2011,11:141-143。
[11]辛乃宏,于学权,吕志敏,等。石斑鱼和半滑舌鳎封闭循环水养殖系统构建与运用[J]。 渔业现代化,2009,36(3):21-25,40。
[12]颉晓勇,李纯厚,姜汉平。一种多功能循环水处理设备[P]。 中国:ZL200910192778.6。李纯厚,姜汉平,颉晓勇。一种养殖水过滤方法及其装置[P]。中国:ZL200910042214.4。
