一种新型加工中心拉刀力数字化测量装置的设计*
2012-09-28霍红梅杨廷华苟卫东李新宁柯贞东薛红睿杨锦斌
霍红梅 杨廷华 苟卫东 李新宁 柯贞东 薛红睿 杨锦斌
(①青海一机数控机床有限责任公司,青海西宁 810018;②青海交通职业技术学院,青海西宁810003;③甘肃省机械科学研究院,甘肃兰州 730030)
加工中心的切削刀具一般采用碟形弹簧拉紧在主轴锥孔上,拉刀力的大小直接影响刀具定位的可靠性,见图1所示。如果拉刀力小于规定值,轻则影响加工质量,严重的会造成机床事故,甚至人身伤害事故;相反,如果拉刀力过大,主轴锥孔易变形,主轴单元旋转精度和加工零件精度会降低,同时主轴寿命也会缩短。目前,国内还没有具有自主知识产权的定量检测装置,因此拉刀力测定应纳入加工中心出厂安全性检测项目。随着我厂加工中心产量不断增加,迫切需要一种能在装配线上方便快捷地检测拉刀力的检测装置,或者是一种简单实用的小型工装。在国家科技重大专项——高速立卧式加工中心课题研究中,设计了一种直观的、数字化拉刀力测量装置,满足了加工中心主轴拉刀机构的拉刀力测量中提出的“快速、准确、量化、便捷”的测力要求,同时有效消除人为误差,使之更加符合企业质量管理和工业生产过程控制的使用要求,以便通过这个装置实现测量,提高加工中心工作过程中的可靠性和安全性。
1 拉刀力测量装置设计
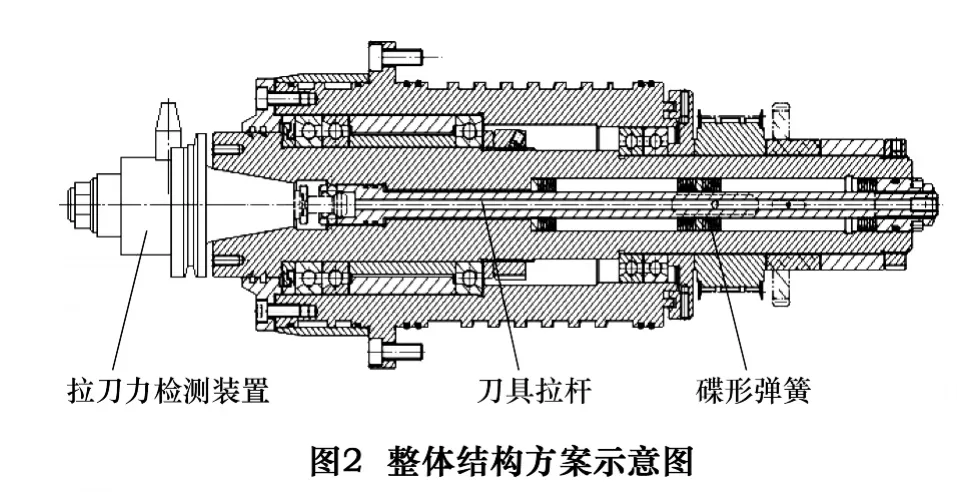
2009年我公司承担了国家科技重大专项——“高速立卧式加工中心”课题攻关任务。在课题研究过程中,应用已经成熟的现代传感器技术、电子技术和计算机技术一体化的电子数据处理技术,解决拉刀力检测的数据显示和传输问题,采取了压力传感器技术与数控机床刀柄相结合的结构方案,见图2所示。

1.1 传感器选型
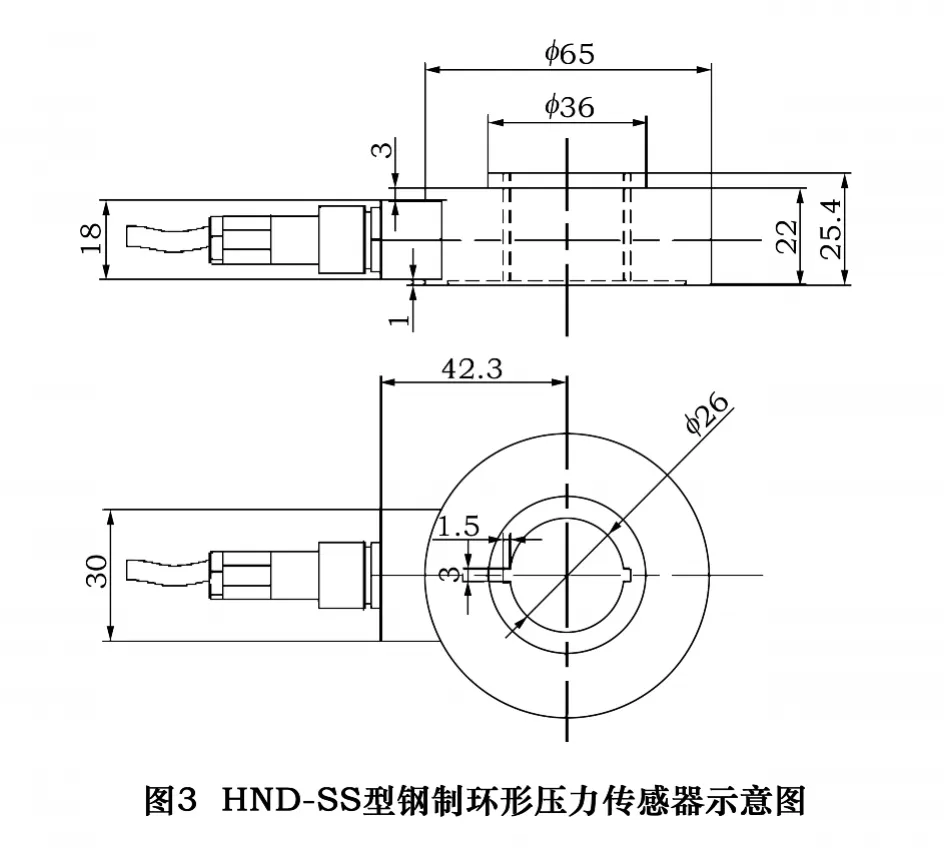
根据数控机床主轴拉刀力为15~20 kN、刀柄头部结构及尺寸限制、拉杆尺寸限制,提出了压力传感器参数及尺寸要求:额定载荷大于30 kN(至少保证50%的安全过载),结构上必须是环形压力传感器,内孔尺寸大于φ24 mm且不大于φ30 mm,外圆尺寸不大于φ75 mm。参照传感器参数及尺寸要求,最后选定了宁波柯力电气制造有限公司生产的HND-SS型钢制环形电阻应变式压力传感器,外型尺寸见图3所示,其参数为额定载荷大于50 kN,灵敏度为1.5±0.5 mV/V,工作温度范围-20~+70℃,安全过载150%F.S,极限过载200%F.S,密封等级为IP67,压力传感器受力面为25.4 mm尺寸两面。
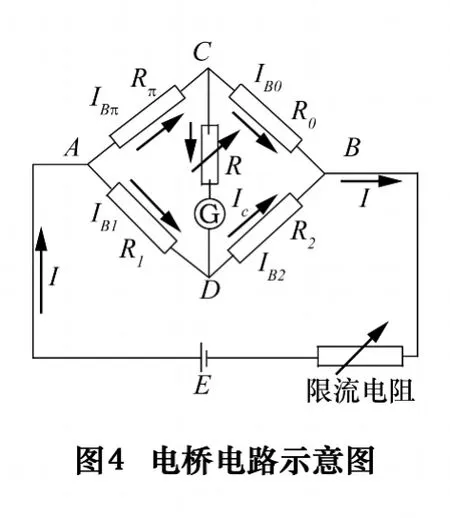
HND-SS型钢制环形电阻应变式压力传感器在其内部贴有电阻应变片,由电阻应变片组成电桥电路(图4)。
1.2 拉刀力数字化测量装置的组成
拉刀力数字化测量装置主要由拉刀力测量装置、测力控制仪、压力传感器及电缆组成,见图5所示。
2 拉刀力测量装置设计
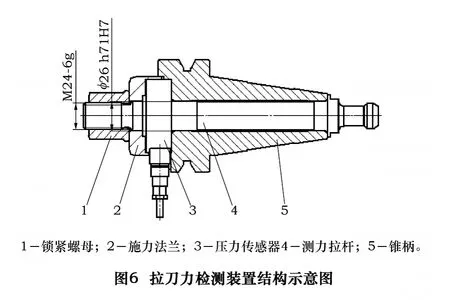
起初,拟采购进口测量仪,选定了国外某品牌产品,但其近2万元的价格给企业带来了一定的经济负担。为此,经我们多次与有经验的老师傅探讨,向甘肃省机械科学研究院咨询,提出了一种新型、实用的解决方案,设计了一种加工中心拉刀力数字化检测装置,见图6所示。加工中心拉刀力数字化检测装置由锁紧螺母、施力法兰、压力传感器、测力拉杆及锥柄组成,锁紧螺母与测力拉杆采取了M24-6g螺纹连接,施力法兰、压力传感器及锥柄与测力拉杆采取了间隙配合的方式,压力传感器与施力法兰、锥柄采取了间隙0.5 mm配合的方式,施力法兰与锥柄也采取了间隙0.5 mm配合的方式,压力传感器受力采取了25.4 mm尺寸两面受力的结构。

3 测力控制仪设计
3.1 测力控制仪原理
利用数字模拟电路和单片机的智能化功能,实现智能化处理和控制,控制器对采集到的传感器不同形变信号进行放大调理,再经过AD转换器,将转换后的数字信号输入中央处理器进行迅速计算、判断后显示相应结果。其主要原理是:在测力拉杆孔内安装环形垫圈传感器,碟形弹簧通过主轴孔内的刀具拉杆拉动锥柄孔内的测力拉杆前端的锁紧螺母,挤压传感器施力法兰将压力传递给环形垫圈传感器,该传感器发生形变,从而使阻抗发生变化,同时给传感器施加激励电压,就会输出一个变化的模拟信号,该信号经信号放大和调理电路输入到AD转换器,转换成便于处理的数字信号输入到控制器的中央处理单元,经过静态标定和标度转换程序,将结果通过液晶显示器显示出来。
3.2 控制系统设计
控制系统按便携式进行设计,外观要满足人类工程学要求。主要由中央处理器、输入输出设备、传感器信号的采集、信号的放大和调理、AD转换器等部分组成。在设计上采用了全数字化操作的独特设计方法,选用先进的数字模拟电路技术和单片机的智能化功能,结合微控制技术的发展,实现智能化处理和智能化控制。根据传感器受力线性变化的特点,建立数字信号具有线性变化规律的数学模型,通过编写相应的程序,嵌入到相应的控制系统,实现该数学模型。由于机械加工和装配不可避免的误差,编程中本着硬件问题尽量软件化处理的原则,在程序中增加了置零和调整功能。由于采用了先进的光电隔离技术,对所有输入输出信号进行了隔离,使整个控制系统在试验过程中具有很强的抗干扰能力,并配合高精度测力传感器,用液晶显示器显示拉刀力的大小。
4 拉刀力测量装置及检测过程
加工中心拉刀力数字化检测装置的检测工作过程如下(参见图2、图6):测力拉杆穿过施力法兰、压力传感器和锥柄连接,测力拉杆的一端有锁紧螺母,另一端为标准的数控机床拉钉结构,并通过该拉钉结构与主轴孔内的刀具拉杆连接,刀具拉杆穿过碟形弹簧后与由碟形弹簧锁紧的螺母螺纹连接,碟形弹簧锁紧螺母与加工中心主轴内的锥孔连接。当检测拉刀力时,推动碟形弹簧锁紧螺母,压缩碟形弹簧,刀具拉杆前移;拉杆头部的径向开有4个孔,孔内放置钢球,当刀具拉杆的头部进入加工中心主轴内的大孔时,钢球可沿径向移动,与此同时将锁紧螺母、施力法兰、压力传感器、测力拉杆和锥柄的组合体通过锥柄与加工中心主轴锥孔连接,测力拉杆另一端标准的数控机床拉钉结构可进入刀具拉杆头部的4个钢球内,松开碟形弹簧锁紧螺母的推力使复位,刀具拉杆后移,其头部进入加工中心主轴内的小孔时,钢球将刀具拉杆和测力拉杆连接在一起,同时将碟形弹簧的拉刀力通过施力法兰传递给压力传感器,后者将模拟信号输出到信号接收装置,完成加工中心拉刀力的大小检测。检测结束后,对刀具拉杆外端施力,刀具拉杆向前移动,并推动测力拉杆前移,钢球同时前移至脱开位置,将测力装置取下,完成拉刀力的一次检测工作。
5 结语
设计制造的加工中心拉刀力数字化检测装置已投入用户使用,解决了拉刀力测量的问题,满足了测量拉刀力的“快速、准确、量化、便捷”的检测要求,并已获得新型实用专利授权(专利号:201020621565.9)。拉刀力数字化检测装置有效地消除了人为误差,更加符合企业质量管理和工业生产过程控制的要求,提高了加工中心工作过程的可靠性和安全性,能在加工中心生产装配线上方便快捷地检测加工中心的拉刀力,具有结构简单紧凑、携带方便、操作简便、灵敏度高等优点,还具有功能齐全、无需复杂维护又能长时间可靠工作等特点。对数控机床拉刀力进行数字化测量,对发挥数控机床的潜能,实现高效加工有现实意义。
[1]谭福年.常用传感器应用电路[M].成都:电子科技大学出版社,1996.
