基于PLC的C650型卧式车床电气控制系统改造设计
2012-09-26王跃军
王跃军 唐 健 刘 娟 赵 瑜 张 芳
(山西北方风雷工业集团有限公司,山西太原030009)
C650型卧式车床采用继电接触器电路实现电气控制。线路繁杂,机床运行中故障多,电气维修量大。采用西门子PLC改造继电接触器控制电路,解决了以上问题。此系统操作简便,运行性能稳定,可靠性高,抗干扰能力强,并可方便地进行各种参数的设定和修改。
1 电气系统控制要求
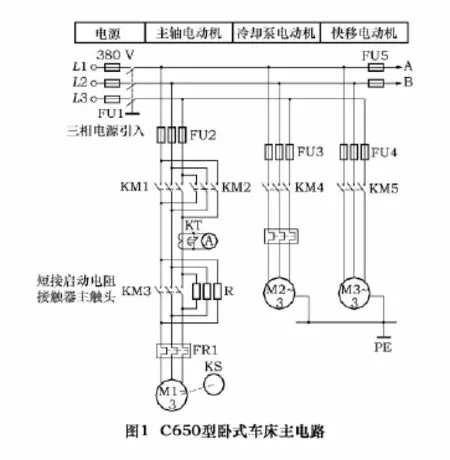
C650型卧式车床共配置3台电动机M1、M2和M3。为保证主电路的正常运行,主电路中还设置了采用熔断器的短路保护环节和采用热继电器的电动机过载保护环节。主电动机M1完成主轴主运动和刀具进给运动的驱动,采用直接启动方式,可正反两个方向旋转,并可进行正反两个旋转方向的电气制动停车。为加工调整方便,还具有点动功能。电动机M1控制电路分为4部分。
(1)由正转控制接触器KM1和反转控制接触器KM2的两组主触点构成电动机的正反转电路。
(2)电流表PA经电流互感器TA接在主电动机M1的主电路上,以监视电动机绕组工作时的电流变化。为防止电流表被启动电流冲击损坏,利用时间继电器的动断触点KT(P-Q),在启动的短时间内将电流表暂时短接。
(3)串联电阻限流控制部分,接触器KM3的主触点控制限流电阻R的接入和切除,在进行点动调整时,为防止连续的启动电流造成电动机过载而串入了限流电阻R,以保证电路设备正常工作。
(4)速度继电器KS的速度检测部分与电动机的主轴同轴相联,在停车制动过程中,当主电动机转速接近零时,其动合触点可将控制电路中反接制动的相应电路切断,完成停车制动。
C650型卧式车床电路图见图1和图2。
1.1 M1主轴电动机控制
(1)M1的点动控制 调整刀架时,要求M1点动控制。合上隔离开关 QS,按启动按钮 SB2,接触器KM1得电,M1串接限流电阻R低速转动,实现点动。松开SB2,接触器KM1失电,M1停转。
(2)M1的正反转控制 合上隔离开关QS,按正向启动按钮SB3,接触器KM3得电,中间继电器KA得电,时间继电器KT得电,接触器KM1得电,电动机M1短接电阻R正向启动,主回路中电流表A被时间继电器KT的动断触点短接,延时t秒后KT的延时断开的动断触头断开,电流表A串接于主电路,监视负载情况。主电路中通过电流互感器TA接入电流表PA,为防止启动时启动电流对电流表的冲击,启动时利用时间继电器KT的动断触点将电流表短接,启动结束,KT的动断触点断开,电流表投入使用。反转启动的情况与正转时类似,KM3与KM2得电,电动机反转。
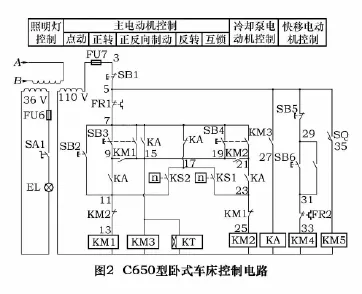
(3)M1的停车制动 假设停车前M1为正向转动,速度继电器正向动断触点KS1(17—23)闭合。制动时,按下停车按钮SB1,使接触器KM3、时间继电器KT、中间继电器KA、接触器KM1均失电,主回路中串入电阻R(限制反接制动电流)。当SB1松开,由于速度继电器的触点KS1(17—23)仍闭合,使得KM2得电,电动机M1接入反序电源制动。当速度降低,KS1(17—23)断开时,使得KM2失电,制动结束。电动机M1反转时的停车制动情况与此类似。
1.2 冷却泵电动机控制
电动机M2提供切削液,采用直接启动停止方式,为连续工作状态,由接触器KM4的主触点控制其主电路的接通与断开。按下冷却泵启动按钮SB6,接触器KM4得电,电动机M2转动,提供冷却液。按冷却泵停车按钮SB5,KM4断电,M2停止。
1.3 刀架的快速移动控制
快速移动电动机M3由交流接触器KM5控制,根据使用需要,可随时手动控制启停。转动刀架手柄压下点动行程开关SQ使接触器KM5得电,电动机M3转动,刀架实现快速移动。
2 改造方案的确定
(1)原C650型卧式车床的工艺加工方法不变。
(2)在保留主电路的原有元件的基础上,不改变原电气控制系统操作方法。
(3)原系统中各元器件(包括按钮、接触器、速度继电器、热继电器和时间继电器)的作用与原电气线路相同。
(4)将原控制电路中硬件接线改为PLC控制(梯形图实现)。
3 设计与实现
(1)主电路设计 C650型卧式车床有3台电动机。主轴电动机M1提供主轴转动的动力,具有正反转功能。冷却泵电动机M2用于提供冷却液,具有正转功能。快速移动电动机M3,具有正转功能。
(2)输入、输出设备与PLC端子分配及外围接线设计 根据C650型卧式车床电气控制要求,其输入输出均为开关量。此控制系统共有9个输入开关量,5个输出开关量。而S7-200系列CPU224继电器输出型PLC,有14个输入点和10输出点。所以用此机型即能满足控制要求。
PLC的I/O配置见表1,接线见图3。梯形图见图4。

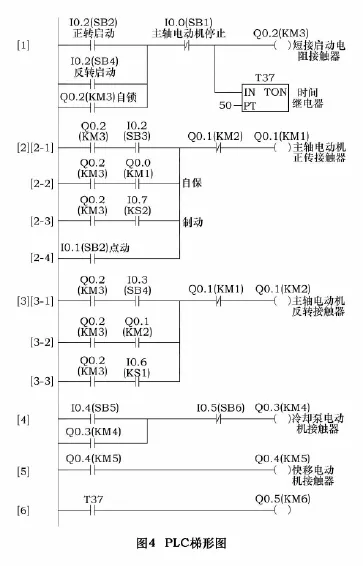
由于继电器接触器电路中无论主轴电动机正转还是反转,切除限流电阻接触器KM3都是首先动作,在梯形图中,安排第一个支路为切除电阻控制支路。在正转及反转接触器控制支路中,综合了自保持、制动两种控制逻辑关系。正转控制中还加有手动控制。
在梯形图中,用定时器T37代替时间继电器KT,并且通过T37控制Q0.5→KM6(P-Q),在启动的短时间内将电流表暂时短接。
4 结语
利用西门子S7-200PLC核心控制技术实现对C650型卧式车床进行电气控制,技术可行、方案简洁、结构简单、成本低。经安装调试后,提高了机床设备的可靠性及自动化水平和产品的品质,具有很强的实用性。同时也提高了工厂的生效率。
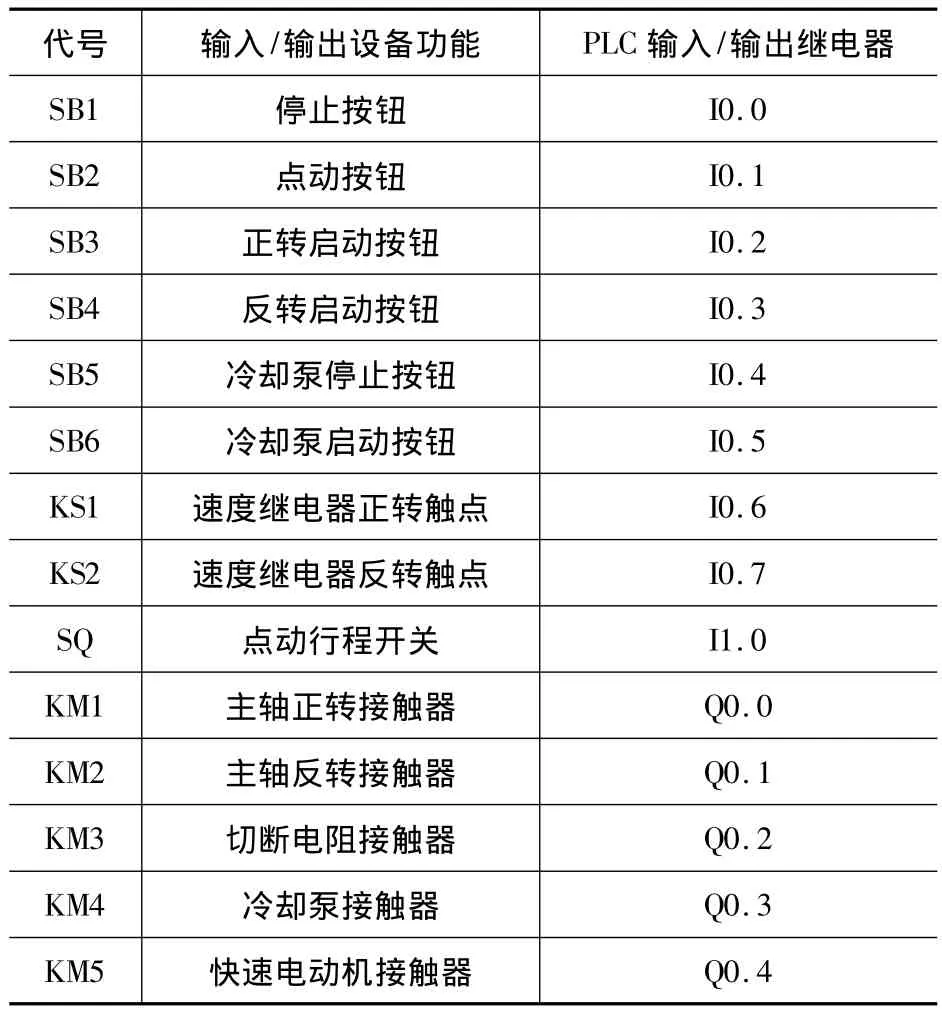
表1 PLC的I/O配置
[1]廖常初.西门子S7-200PLC可编程控制器原理及应用[M].北京:机械工业出版社,2004:36-40.
[2]岳庆来.变频器、可编程控制器及触摸屏综合应用技术[M].北京:机械工业出版社,2007:25-28.
[3]郑凤翼,郑丹丹.图解机械设备电气控制电路[M].北京:人民邮电出版社,2006:29-39.
[4]郭艳萍.电气控制与PLC实训[M].北京:北京师范大学出版社,2008:61-63.