基于参数自调整模糊PID算法的饲料膨化机控制仿真分析
2012-09-22芦萤萤
芦萤萤
(德州职业技术学院,山东德州 253000)
饲料膨化机主要应用于食品膨化、膨化单一原料 和畜禽饲料膨化,可以预处理植物油脂等,在各种类型的饲料厂都具有广泛的应用。饲料膨化机具有结构紧凑、便于操作和维修方便的优势。饲料膨化机对饲料进行挤压膨化,可以提高加工后的饲料在动物体内的消化率。饲料膨化机的膨化率对于饲料的膨化质量具有非常大的影响,而温度是饲料膨化机的重要性能参数,温度不能过大,否则饲料将产生降解和焦化,同时温度也不宜过低,这样就无法达到预计的膨化效果。因此,对膨化机进行温度控制对于饲料的膨化效果的影响是非常关键的。采用传统的PID控制算法对饲料膨化机进行控制,在实际的控制过程中,会受到许多不确定因素的影响,因此会产生较大的系统控制误差,在动态性能不能获得比较理想的效果,不能获得较好的控制效果。针对以上缺陷,利用模糊参数自调整PID控制算法对饲料膨化机的温度进行控制,可以提高控制的实时性和可靠性,具有较好的控制精度,因此,可以满足饲料膨化机的工作要求。
1 饲料膨化机温度控制的基本要求
膨化机的基本工作原理是利用螺杆为颗粒状的饲料提供推力,向前挤压饲料,使饲料进行充分地混合和搅拌,在饲料混合的过程中,温度和压力不断升高,饲料从模孔被挤出的瞬间,饲料的温度突然降低,饲料的体积将增大几十倍。饲料膨化机在饲料加工的过程中,输入参数和输出参数具有非常复杂的变化,呈现非线性的特点。饲料膨化机料筒温度是整机工作效率的重要影响参数,因此必须进行有效的控制,从而能够提高饲料产品的质量。
温度产生的主要原因为外加热器的加热、饲料和螺杆与膨化机筒的摩擦。温度的改变有很多影响因素,比如,螺杆的扭矩、饲料的变化、膨化机筒内饲料所承受的压力、饲料含水量、摩擦系数。以上这些因素产生变化时,都会导致温度的上升或者下降。其中饲料的含水量发生改变时,饲料和螺杆与膨化机筒之间将产生较大的摩擦热,从而导致热量损失的增加或降低。温度的有效控制不仅关系到饲料膨化机的可靠性、生产效率以及使用寿命,而且影响着饲料品质的提升,因此,对饲料膨化机的温度控制提出了较高的要求。
2 饲料膨化机温度模糊参数自调整PID控制的基本思想
PID控制器属于线性控制器,控制偏差可以表示为如下的形式:

式中:R(t)表示控制系统的温度给定值,Y(t)表示控制系统的温度实际输出值。
PID控制算法的数学模型如下所示:

式中:s表示序列,s=0,1,2,…;x(s)表示控制系统的输出值;EC(s)表示输出偏差的改变量,EC(s)=E(s)-E(s-1)];E(s)表示控制系统输入的偏差大小;Kp表示PID控制系统的比例因子;K1表示控制系统的积分因子;KD表示控制系统的微分因子。
将模糊理论和传统PID控制相结合可以获得模糊参数自调整PID控制器,比例因子Kp、积分因子K1和微分因子KD可以表示为偏差|E|和偏差变化量|EC|的函数,函数的形式如下所示:

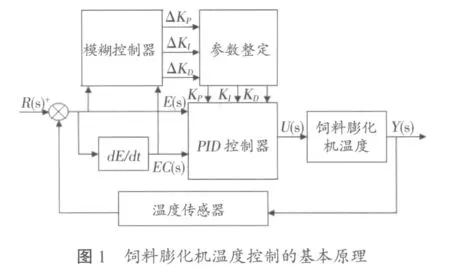
饲料膨化机温度控制的模糊参数自调整PID控制基本原理如图1所示。
根据饲料膨化机的实际,建立其温度控制系统的传递函数,可以表示为如下的形式:

3 饲料膨化机温度模糊参数自调整PID控制器的输入和输出
设饲料膨化机温度控制的模糊参数自调整PID的参数自调整,结合偏差|E|和偏差变化量|EC|和模糊理论,提出比例积分ΔKP、ΔKI和ΔKD的模糊控制规则,模糊论域取为[-5,5],可以划分为7个等级,分别表示为 {PB,PM,PS,ZO,NS,NM,NB},PB 表示正大,PM表示正中,PS表示正小,ZO表示零,NS负小,NM表示负中,NB表示负大。模糊控制表分别见表1、表2和表3。
根据饲料膨化机温度控制系统的实际,设计出如下形式的控制规则:

通过对上述模糊控制规则进行整理可以获得模糊控制逻辑运算表。
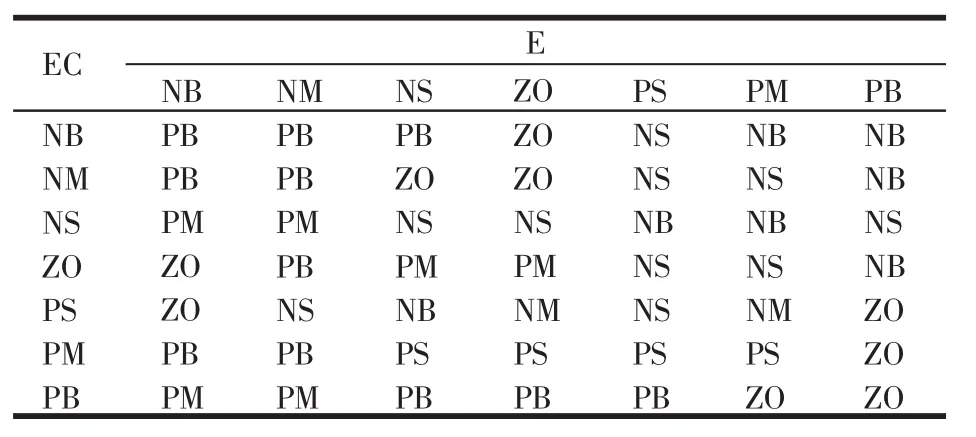
表1 ΔKP模糊控制规则

表2 ΔKI模糊控制规则
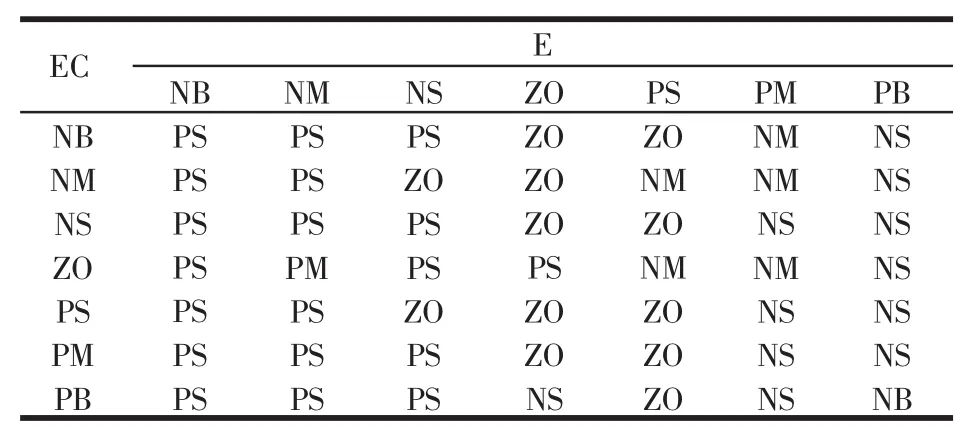
表3 ΔKD模糊控制规则
模糊参数自调整PID控制器利用加权平均值的方法获得输出量的值,主要操作方法如下:
①求解出模糊推理结果中所有元素的重心元素;
②经过模糊化重心元素后可以获得相应的精确值,可以利用如下的公式进行计算:

其中,U*表示精确解;λ(i)表示 ΔKP、ΔKI以及 ΔKD的隶属度函数,n表示输出元素的数量。
对精确量进行整定可以获得整定值ΔKP、ΔKI、ΔKD,模糊参数自调整PID控制器的输入参数利用如下的方程进行计算:

式中,KP0、KI0、KD0分别表示比例因子KP、积分因子KI和微分因子KD的初始值。
4 饲料膨化机温度控制的仿真实验研究
利用模糊PID控制器对饲料膨化机进行温度控制仿真分析,模糊参数自调整PID控制器的初始参数分别为:ΔKP=35、ΔKI=0.50、ΔKD=0.002。为了能够验证模糊自PID控制系统的有效性,同时也利用传统PID控制器对相同的饲料膨化机进行了控制仿真,所选取的参数取值如下:ΔKP=5、ΔKI=0.06、ΔKD=6.5。仿真结果如图2所示。
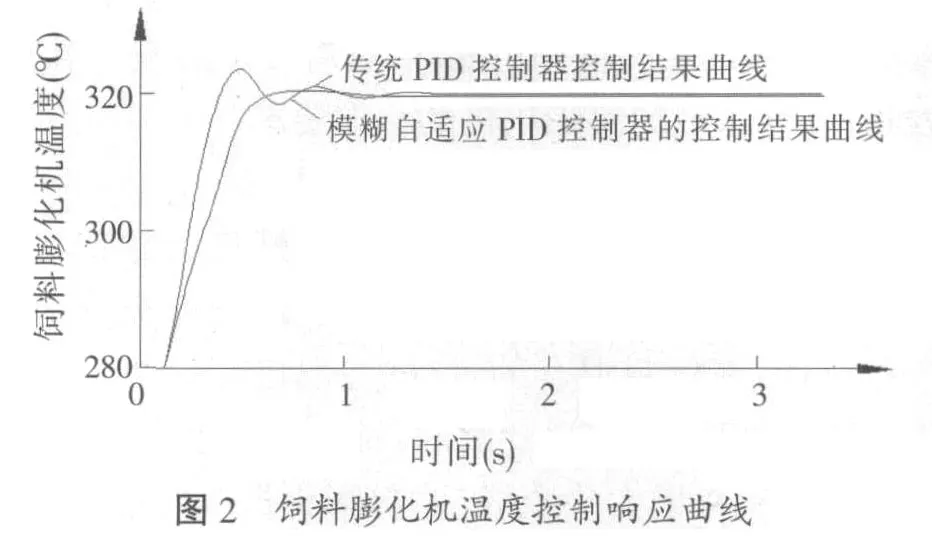
从图2可以看出,利用传统PID控制器进行饲料膨化机温度控制的仿真结果具有大的超调量,温度控制进行稳定的时间比较长,不具备较好的控制可靠性;而利用模糊参数自调整PID控制器对膨化机进行温度控制仿真,超调量明显减少,而且温度控制系统很快地进入了稳定状态,因此,模糊参数自调整PID控制器具有较好的可靠性,控制精度得到了较大的改善。
5 小结
模糊参数自调整PID控制技术具有鲁棒性强、调节速度快、易于实现、控制稳定性好的优势,利用模糊参数自调整PID控制器对饲料膨化进行温度控制能够有效地提高膨化机温度控制的精度,从而提高饲料加工的质量。经过实验研究表明,模糊参数自调整PID控制器相对于传统PID控制技术具有较强的鲁棒性,超调量降低,系统响应的速度加快,进而验证了该控制方法的有效性。
[1]袁佑新,杨婕,甘伟,等.基于模糊控制算法的复卷机张力控制系统[J].中国造纸,2006,25(1):29.
[2]金波,周渝曦,宁德胜,等.基于单片机的网络型智能多点温度控制器[J].机电工程,2006,23(1):12-15.
[3]李臣明,张邦楚,韩子鹏,等.B IT导弹模糊参数自调整PID控制[J].弹箭与制导学报,2005,25(2):487.
[4]刘函,刘丁.基于支持向量机的参数自整定PID非线性系统控制[J].控制理论与应用,2008(3):468-474.
