批量控制中出现的流量问题及解决实例
2012-09-16曲成鑫纪
曲成鑫纪 纲
(1. 中国石化集团上海工程有限公司,上海 200120;2. 上海自动化仪表有限公司,上海 200233)
批量控制中出现的流量问题及解决实例
曲成鑫1纪 纲2
(1. 中国石化集团上海工程有限公司,上海 200120;2. 上海自动化仪表有限公司,上海 200233)
批量控制在各种生产领域中广泛应用,对批量控制中常出现的流量问题进行分析,并提出解决办法。
批量控制;定量装车;两段式阀;止回阀
批量控制广泛应用于石化、化工、制药等领域,许多生产过程需要进行批量控制,比如:定量装车系统和某些化工反应设备的批量装料等。批量控制的过程是对生产装置的产品出料或者反应原料进料的流量,进行精确的计量和一些相对简单的逻辑控制。随着仪表测量技术和计算机技术的不断发展,使得批量控制过程的精度不断提高。本文将批量控制中常出现的一些流量控制问题进行分析及提出相应的解决办法。
1 批量发料中出现流量超量现象
1.1 进料产生超量的原因
流量批量发料控制中出现超量现象是普遍存在的问题。所谓超量就是在控制过程中,当发料总量到达预定值,批量控制器立即发出指令,关断控制阀,但由于滞后和控制阀动作时间的影响,仍有一定数量的物料流到接收方,以致最终发料总量会比预定值稍多。
引起超量现象的原因主要是执行器的滞后。超量值约为滞后时间τ与瞬时流量qv的乘积τ•qv,其中,滞后时间为从系统发出关阀指令到切断阀关死之间的全部时间,即包括继电器的动作滞后和切断阀的动作滞后,其性质属纯滞后。具体滞后时间主要取决于阀门的型号及通径,小通径电磁阀的滞后时间约为数十毫秒,通径越大,滞后时间越长。
1.2 进料产生过量解决方法
1.2.1 设置提前量
动作滞后引起的误差可从控制器的累积值显示中准确地读出。修正这一误差最简单的方法是在控制器“提前量”窗口设置一个提前量Qf,即在实发流量Q比预定发料量Qs小Qf(即Q = Qs-Qf)时,CPU就发出指令,关闭切断阀[1,2]。
反复测定数次,得到滞后时间平均值 ,置入仪表,就可长时期使用。
1.2.2 将单阀控制改为大小阀并联控制
从上面的分析可知,过量的数值与关阀之前的瞬时流量值成正比,根据这一原理,人们设计出用大小两台阀并联控制的方案。两台阀分别有两个提前量设定窗口,就是当大阀提前量到达时,先将大阀关闭,由小阀继续发料,当小阀提前量到达时,再完全停止发料。
小阀的流通能力与大阀的流通能力之比K,根据控制精度要求和发料效率决定,一般取1/20~1/10。由于结束放料时的瞬时流量只有大阀放料时的1/20~1/10,因此,控制精确度相应提高10~20倍。
1.2.3 将单阀控制改为两段式切断阀
气动活塞两段式切断阀是一种能实现两步开或两步关动作的切断阀,是一种特殊的气动阀门,提供了0°,45°,90°或0°,90°,180°的三位式操作方式。两段式切断阀通过改变执行机构中的活塞行程,执行器和阀门转角被停止在预先设定的角度(45°或90°),因此,阀门流量得以调节。阀门执行机构中采用了快速排气及节流功能,使两段球阀具有非常优良的开关特性。
由于两段式切断阀能实现两步开关动作,故也是将单阀控制改为大小阀控制的改进方案。两段式切断阀广泛应用于石油、化工、制药等行业的批量控制系统,尤其在石化行业产品的定量装车系统中广泛应用。
1.2.4 阀门突然关闭时的水锤效应
大小阀并联控制和两段式切换阀控制在由科氏力质量流量计组成的批量控制系统中具有特殊意义。即除提高控制精度之外,还有利于削弱阀门突然关闭时的水锤效应[3,4]。防止因强烈的水锤效应损坏仪表。
2 批量发货装车系统每天第一车总要少80 kg
2.1 存在问题
液碱IC卡发货装车系统,每天第一车总要少一些,不同的车位少的数量不相同,但每天少的数字是固定的。
2.2 分析与诊断
批量发货装车系统是液体产品发货工序的重要装备。每一套装车系统通常包括:泵、流量计、控制阀、鹤管、管道和控制系统等。图1所示为一个车位的液碱IC卡发货控制系统。所装的车辆可以是汽车槽罐车,也可以是火车槽罐车。
通常,发货装车操作大多数是白天进行,夜晚休息,或者是早中班进行,夜班休息。
由于装车控制中的量是以流量计的累积值为准,这是假定所有流过流量计的液体全部进入槽罐,在一般情况下,这一假定是成立的,因为流量计出口管中是充满液体的。但在每天的第一车,这一假定却不成立。因为输送泵出口虽然装有止回阀,但不能保证一点不漏,微小的泄漏持续一个夜晚也会导致流量计出口到鹤管顶部的一段管道空管。第二天第一车开始发料时,流量计的累积值虽然在增加,但最初的一段时间液体并未注入槽罐,而是填充了这段空管[5,6,7,8]。
从上面的分析可知,每天第一车实发数量不足是因为流量计后面出现空管现象。出现这种现象的条件有三个,一是切断阀、止回阀内泄,二是流量计出口管标高比大储槽内液位高,三是回流时间。
每天第一车发现缺量,是因为缺量数字较大。其实以后各车这个因素也都在起作用。如果第一车发完之后紧接着发第二车,因为回流的时间很短,所以看不出缺量。但若在前面一车发完之后间隔数小时才发下一车,则会因回流的时间较长,也会出现明显的缺量。
2.3 改进方法
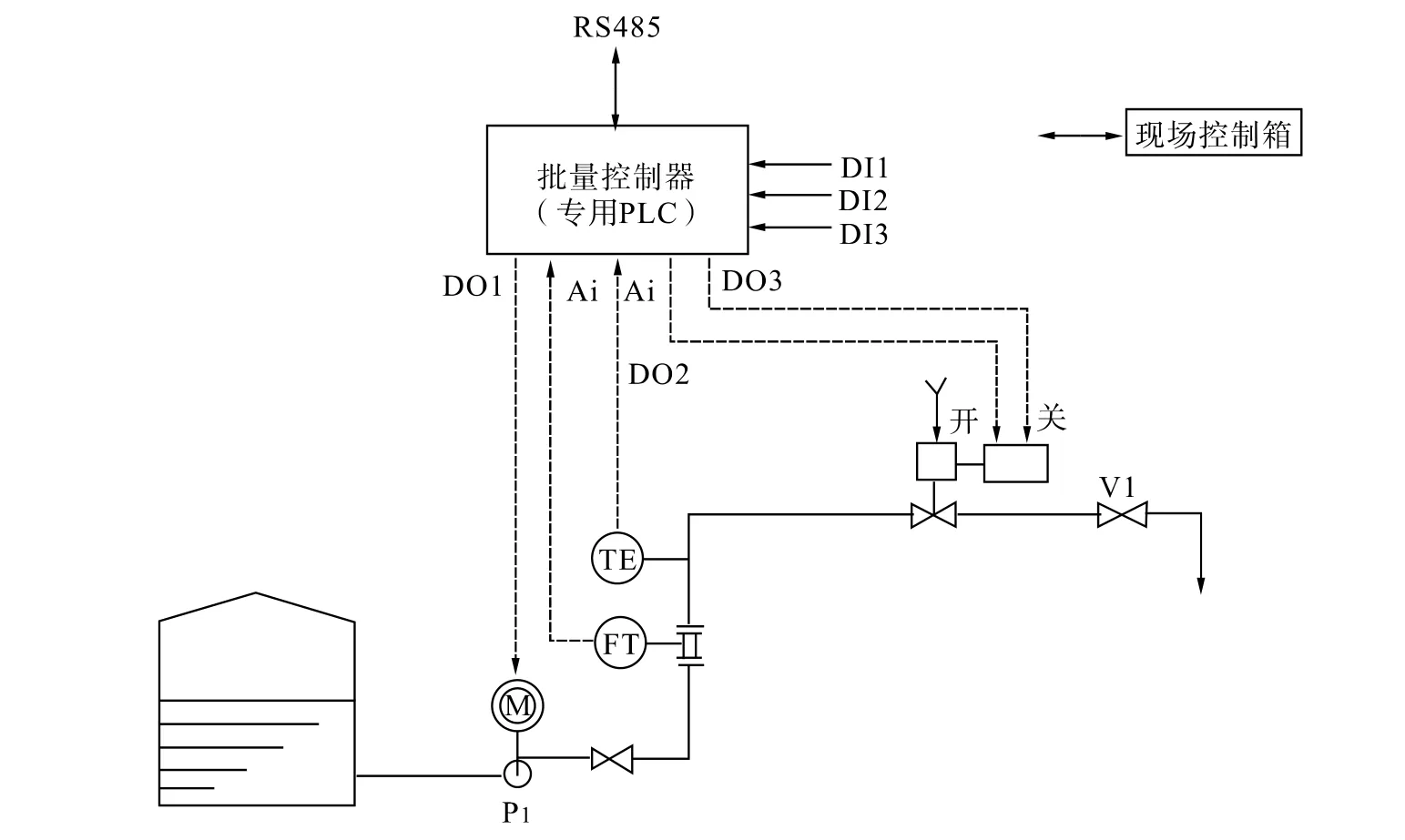
图1 液碱IC卡发货控制系统
从上面的分析可知,每天的第一车缺量是因为止回阀泄漏,夜间将流量计出口以后的管道内液体漏尽,所以,各个不同的车位第一车缺量的具体数字各不相同。这段管道越长,管径越大,缺少的量就越大[9]。
由于止回阀要做到一滴不漏几乎是不可能的,所以,减少缺量的有效方法是将流量计的安装位置尽可能后移,使得流量计后的管道尽量短。另外,在获得一个车位的具体缺量数据后,如果数值较稳定,可以用软件的方法将控制器中每天第一车的发货预定量增加一个固定量。
3 批量发料系统流量计后面空管的另一个实例
江苏某化工厂用流量批量控制器与涡街流量计及电磁阀配合,将甲醇从大储槽发到40m远的下道工序计量槽。其控制流程如图2所示。
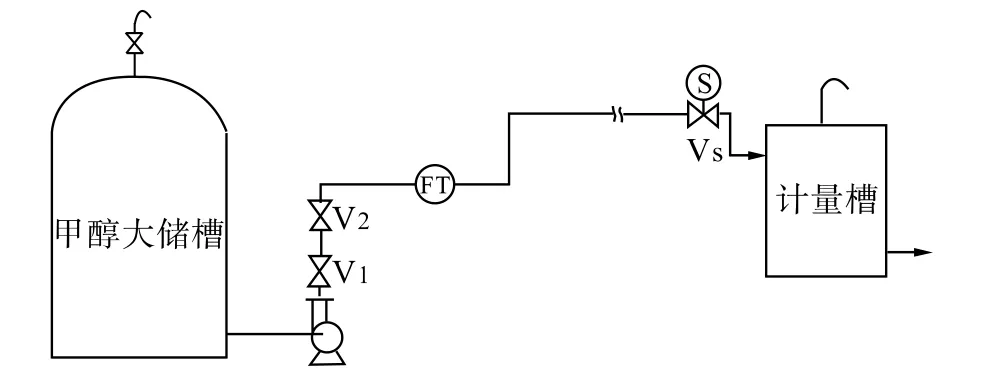
图2 甲醇批量发料流程
从甲醇大储槽向计量槽发料,每2 h发料一次,每次发料持续10 min。甲醇大储槽液位高的时候,一次发料400 L,计量槽计量结果与批量控制器显示的发料非常接近。但在液位低的时候,计量槽内接收到的量总是少,缺量最严重的时候竟达21%。
3.1 分析与诊断
通过对图2所示的流程图进行分析发现,该图中虽有止回阀V2但安装方向有误,普通的止回阀都是利用其阀芯本身的重力将阀关闭(止回阀结构见图3)。即阀门中液体正向流动时,依靠流体对阀芯的冲击力将阀芯推开,当液体停止流动时,该冲击力消失,依靠其阀芯自身重力将阀座盖住,从而防止液体倒流。但在本工艺流程中,止回阀V2安装在垂直管路上,起不到止回作用。发料停止后,管架上的管道内液体就会顺利回流到大储槽。

图3 止回阀机构
图2中的另一个特点是大储槽高度比输送管道高得多,这是它与图1的本质差别。
在图2中,当大储槽内液位高于输送管道高度时,由于位差的原因,管内液体不会回流到大储槽内,因而不会因空管而缺量。但当大储槽内液位低于输送管道高度时,输送管道的液体具备了回流到大储槽的条件,因而输送管道内容易发生空管现象,导致接收方缺量。
解决这个问题的方法是,除了将止回阀移到水平管上之外,更重要的是将涡街流量计移到输送管道末端。如图4所示。
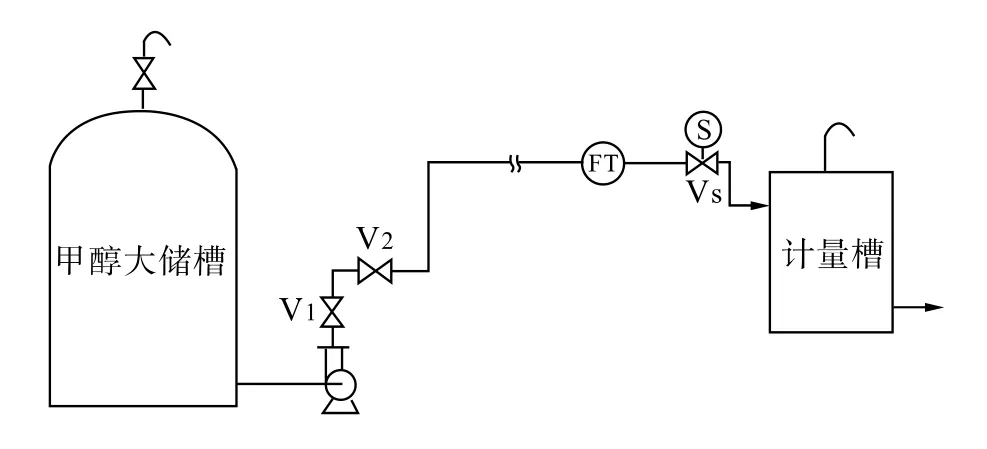
图4 改进后的甲醇批量发料系统
3.2 流量计的选型也很重要
在图1中,流量计选的是电磁流量计OPTIFLUX4300,由于这种流量计有空管判断和空管置零功能,所以,每天第一车发料时,很长一段空管中的气体流过流量计并不会引起流量计的虚假指示,只在液体流过流量计而且液位高度将一对电极浸没后,流量才有显示,所以,装车缺量多少仅与流量计下游的空管有关。
在图2中,由于流量计选的是涡街流量计,由于表内设置的被测介质是液体,所以,只有液体流过仪表时,才有相应输出,流量计之前很长一段空管中的气体流过仪表时,流量计无输出,所以,流量计后移能很好解决缺量问题。
如果流量计采用的是涡轮流量计或椭圆齿轮流量计之类的容积式流量计,由于气体流过流量计也会使其旋转因而有相应的输出,所以这种情况下,流量计安装位置后移也不能解决缺量问题。
4 批量发料控制夏季很准冬季不准
4.1 存在问题
上海某工程塑料造粒厂将PVC粉料与癸二酸二丁酯按比例混合,其中,癸二酸二丁酯用流量批量控制器定量进料,用称量法检验控制精度发现,夏季很准,均在±0.5%范围内,但冬季误差大,每次缺量1%~3%不等。
4.2 分析与诊断
4.2.1 控制流程和操作条件
该厂有几条生产线,流程相同,如图5所示。存放在高位槽内的增塑剂癸二酸二丁酯,靠其自身位差经椭圆齿轮流量计FT和电磁阀V,注入反应釜。
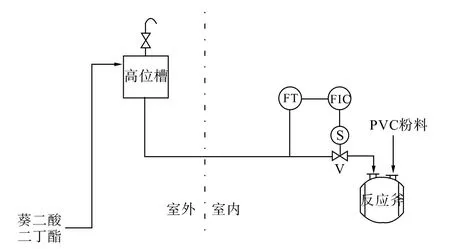
图5 PVC配料流程图
实际控制结果是夏季控制精度高,而冬季控制精度差,而且误差不稳定。究其原因,与室内外温差有关。由于室内有空调,夏季室内温度比室外低,而冬季恰恰相反,室内温度比室外温度高。
4.2.2 控制精度与温度有关的原因
通过检查了批量控制器和流量计工作情况,都未发现大问题,只见流量趋势曲线出现一些短时缺口,如图6所示。

图6 流量趋势图
瞬时流量的缺口,表明此时的瞬时流量值有所低落。很明显,这是液体夹杂的气泡进入流量计的计量室所致。存放在高位槽内的癸二酸二丁酯,因长时间与空气接触,所以,液体中溶解的空气量达到饱和程度。由于冬季室内外温差在15℃左右,高位槽放在室外,液体温度低,所以,液体中溶解的气体较多。
高位槽中的癸二酸二丁酯从槽的底部沿着管道流向流量计,在进入室内后,液体从管壁吸收热量,导致液体温度升高,液体中空气的溶解度相应降低,有一定数量的气体析出并随液体一起流向下游,在流经椭圆齿轮流量计时,由于气体也占有一定的空间,所以,流量值偏高。
由于此段流程中的配料是间歇操作,当放料操作停止了很长一段时间,重新开始放料时,由于液体在管道内停留很长时间,温度升得较高,放出的气体量也相对较多,所以,流量计偏高的也较多。当放料操作时进行了数次,输送管道中温度高的液体已被冷的液体更新,这时液体中析出的气体较少,所以,流量计偏高的数值也就不那么多。
4.2.3 解决方法
由于流量计示值是液体中夹带的气泡所引起,所以,只要不让气泡流过流量计就能保证控制精度。为此建议厂方在流量计前增设简易气液分离器,并定时将分离出来的气体排放掉。通过工厂的反馈信息,整改后提高了控制精度。
5 结束语
通过以上对批量控制中出现的流量精度问题的分析来看,对仪表的正确选型和安装,以及工艺管道的合理布置,都会影响到流量的控制精度。因此,在了解工艺流程的前提下,正确选择仪表和合理安装,才能保证批量控制的精度。
[1] 纪纲. 流量测量仪表应用技巧(二版)[M]. 北京:化学工业出版社,2009:141~152.
[2] 李景友,张晓勤,纪纲. 流量测量应用技术—流量定值控制仪的应用技巧(六)[J]. 医药工程设计,2001,22(6):35~40.
[3] 肖素琴,韩厚义. 质量流量计[M]. 北京:中国石化出版社,1999,98-99.
[4] 王丹丹等. 成品油出厂计量与批量控制[J]. 石油化工自动化,2001,4:32~33.
[5] 李景王. 定量装车计算机控制系统的实现[J]. 石油化工自动化,2001(2):73~74.
[6] 刘世忠. 密封装车自控系统在油品装车中的应用[J]. 石油化工自动化,2004,(3): 28~30.
[7] 张越. 成品油火车自动装车系统设计[J]. 石油化工自动化,2004,(6):22~24.
[8] 黄金荣. 可编程控制器在油品装车中的应用[J]. 自动化仪表,2004,(12):65~67.
[9] 邱宣振,等. 工程自动化设计应用手册[M]. 北京:国际教科文出版社,2004:539~544,551~555.
6 结论
以木质纤维植物为原料经济有效地生产乙醇,需从预处理开始,对高效水解、高效代谢木糖和葡萄糖成乙醇及耐/代谢发酵抑制剂的及菌种开发及乙醇发酵等各环节进行更深入的研究,探索最佳途径和生产工艺,取得最好效果。为此设立如下课题:
(1)创新原料预处理技术,提出合适的预处理工艺技术;
(2)创新纤维素酶制备与水解技术,通过对高活力纤维素酶菌株的筛选和基因改造,提出低成本纤维素酶制备与纤维素水解技术;
(3)创新戊糖、己糖全利用发酵技术。通过对戊糖发酵菌株的筛选或基因改造获得耐高抑制物的高效戊糖发酵菌株,开发耐高抑制物的己糖发酵菌株;
(4)创新糖液、乙醇浓缩技术;
(5)纤维素乙醇系统集成与优化。
随着研究的深入和成功,木质纤维植物生产乙醇技术会有更广阔的应用前景。
参考文献:
[1] Wood-Ethanol Report, http://journeytoforever.org/biofuel_library.html.
[2] 张强,陆军,侯霖,金花,朴敬惠. 玉米秸秆发酵法生产燃料酒精的研究进展[J].食品工业科技,2005,26(9):20-23.
[3] Nathan Mosier a, Charles Wyman b, Bruce Dale c, Richard Elander d, Y.Y. Lee e, Mark Holtzapple f, Michael Ladisch a,Bioresource Technology 2006, (96):673-686.
[4] 王丹,林建强,张萧,曲音波,余世袁. 直接生物转化纤维素类资源生产燃料乙醇的研究进展[J].山东大学学报,2002,33(4):525-529.
[5] 王克夷. 生物质生产酒精工艺流程简介及存在的问题分析. 工业生物技术,http://www.istis.cn/hykjqb/wenzhang/list_n.asp?id =1707&sid = 2.
[6] 陈学武,苗芳,侯建革,张桂,李俊英. 玉米秸秆半纤维素的水解研究[J]. 河北科技大学学报,1999,20(2):47-49,53.
[7] 高培基,曲音波,王祖农.纤维素酶解过程的分析和测定[J].生物工程学报,1988,4(4):324.
[8] 王凡强,许平.产乙醇工程菌研究进展[J].微生物学报,2006,46(4):673-675.
[9] 王维利,胡建良.乙醇汽油的生产与应用[J].中外能源. 2006,11(5):90-94.
[10] 美国可再生燃料协会(RFA).[EB/OL]. http://www.hawaii.gov/dbedt/ert.
Flow Problem Appeared in Batch Control and Solution Example
Qu Chengxing1Ji Gang2
(1. SINOPEC Shanghai Engineering Co., Ltd Shanghai, 200120; 2. Shanghai Automation Instrumentation Co., Ltd Shanghai, 200233)
Batch control is widely applied in various industries. In this article, the flow problem often encountered in batch control was analyzed. Based on the analysis, the solution was proposed.
batch control; quantitative loading for truck; two section type valve; check valve
TQ056.1
A
1008-455X(2012) 03-0048-04
2010-02-10
曲成鑫(1979-),男,工程师,从事自控设计工作。
Tel:021-58366600-2758 E-mail:quchengxin.ssec@sinopec.com
