LTCC层压工艺及设备
2012-09-16李晓燕冯哲张建宏
李晓燕,冯哲,张建宏
(中国电子科技集团公司第二研究所,山西太原 030024)
LTCC(Low Tempture Co-fired Ceram ic)是一种将未烧结的流延陶瓷材料叠层在一起而制成的多层电路,内有印制互联导体、元件和电路,并将该结构烧结成一个集成式陶瓷多层材料。LTCC技术以其集成密度高和高频特性好等优异的电学、机械、热学及工艺特性,成为目前电子元件集成化的主流方式,广泛应用于电子、通讯、航空航天、汽车、计算机和医疗等领域。
1 层压工艺
层压是基于帕斯卡原理:在密闭容器内的介质(液体或气体)压强,可以向各个方向均等地传递。
层压工艺:把生瓷片装入薄膜塑料袋,在真空包装机中抽真空并密封,装入层压腔,随活塞的下降置于压力缸的热水中,压力缸密封后通过增压泵增压,生瓷片在压力缸的热水中均匀受压成型,成为致密体。与单向和双向模压成型相比,密度高,均匀性一致。
由于液体介质压力各个方向相等,也常叫等静压。又与冷等静压和热等静压相区别,也叫做温等静压。
层压工艺曲线见图1,分为单步加压、双步加压和可编程加压3种方式。
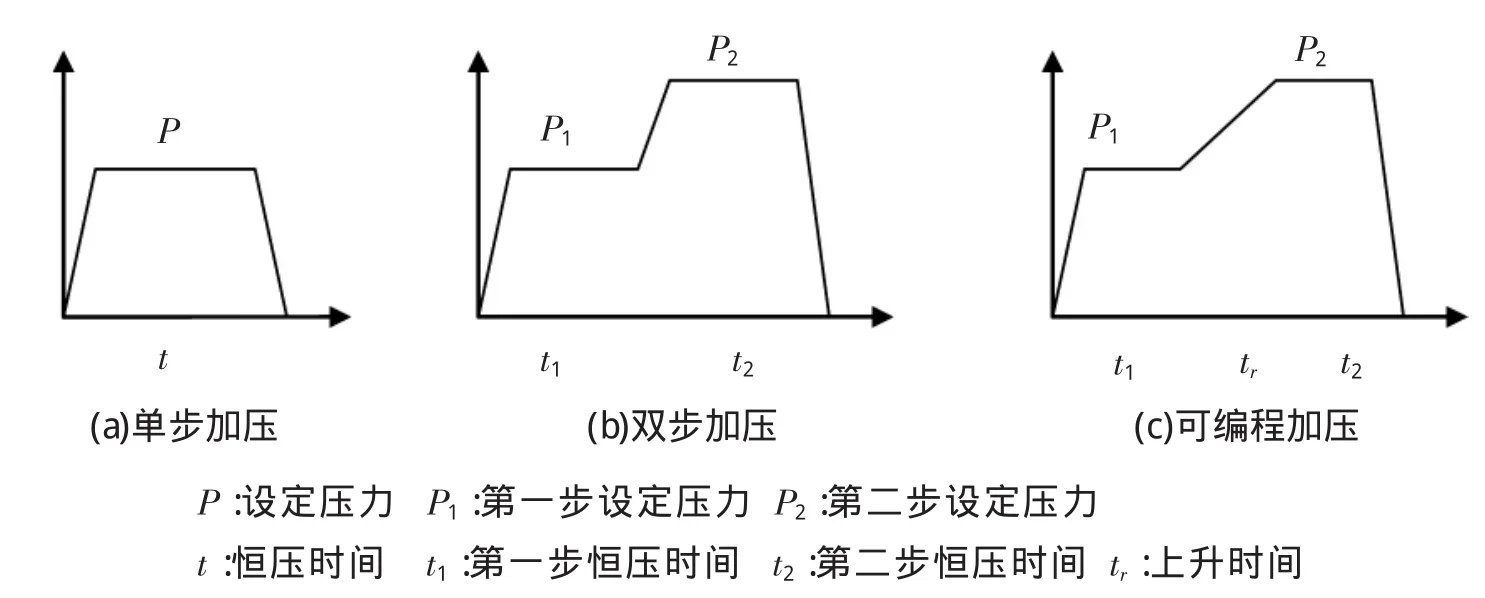
图1 压力工艺曲线图
2 层压设备研发
层压机是应用于LTCC生产线,将印刷好的叠层生瓷片在一定的温度和压力下紧密粘接,形成一个完整的多层基板胚体。把被加工物体放置于盛满液体的密闭容器中,通过增压系统进行加压对物体的各个表面施加相等的压力,使其密度增大改善物理性质。
2.1 层压机结构
2.1.1 压力系统设计
压力系统由活塞、压力缸和水箱组成 (见图2),压力缸和水箱均为不锈钢材质以减少锈蚀,圆筒状结构,水箱在压力缸外围,压力缸活塞上有层压腔,料盒放在层压腔中,层压腔随活塞可以自动升降方便装件取件。气动增压泵、压力变送器和泄压阀控制压力,通过增压泵持续向水箱内注水使水压上升,压力变送器实时监测压力值,直至达到压力设定值,增压泵停止工作。恒压过程中,自动补偿压力的下降。当恒压计时结束后,自动泄压。压力的泄放通过泄压回路,考虑到异常情况,另有手动泄压回路。
为了保持压力的恒定,压力缸的密封性至关重要,尤其是压力缸加压口的密封和活塞密封圈的密封。另外,活塞的密封圈属于易损件需要定期检查,发现密封圈有变形或受损时及时更换。
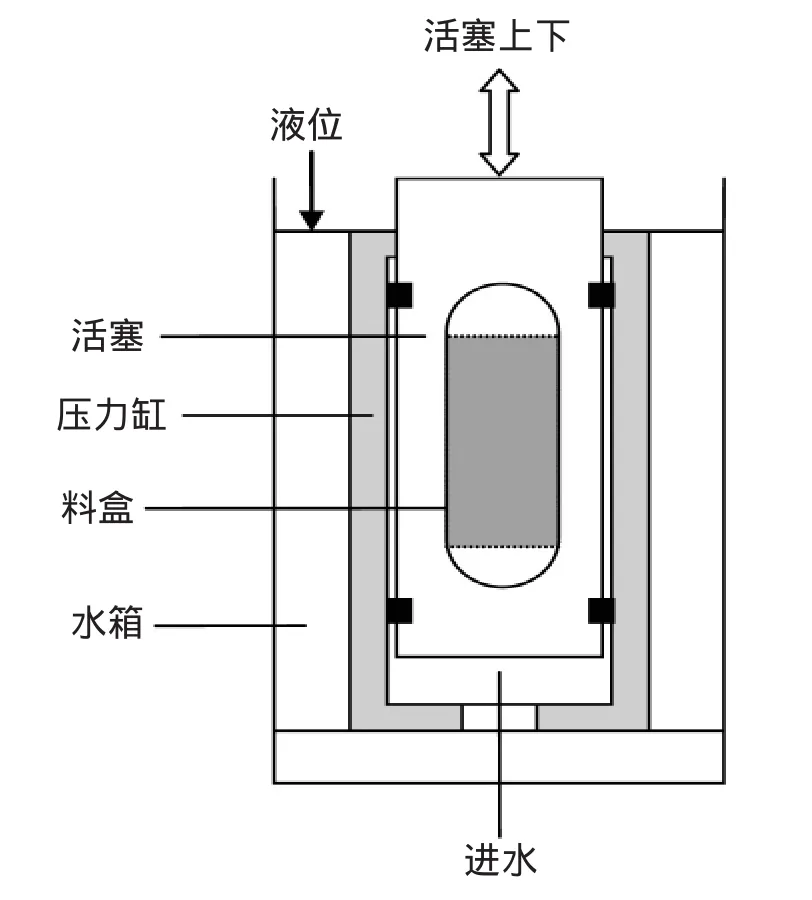
图2 压力系统图示
2.1.2 温度系统设计
2.3.5 非心脏外科手术:为减少外科手术围术期心脏并发症风险,在术前应首先评估外科手术的紧迫性、出血风险和心血管事件的发生风险。在充分权衡出血和血栓风险的基础上,围手术期抗血小板治疗应由多学科(外科医师、麻醉师、心内科医生)和患者共同决定:出血危险较低的患者,可继续服用阿司匹林。如患者进行小型牙科手术、皮肤科操作、白内障手术等出血风险低的手术;手术相关出血风险高,应术前停用抗血小板药物,通常术前停用P2Y12受体拮抗剂至少5d,术前需停用所有抗血小板治疗的患者,如遇到血栓风险高患者,可给予静脉抗血小板药物GPⅡb/Ⅲa 受体拮抗剂或低分子肝素“桥接”。
圆柱形水箱位于压力缸外,水箱外围一圈保温材料对热水起保温作用。温度系统由水箱、浸入式加热棒、热电偶、液位开关和备液箱等组成,其功能是对水箱内的水进行升温和恒温控制,温度的设定通过触摸屏完成,热量通过水传导到工件上。另外温度开关可以在温度上限断开加热,起到保护作用。水位开关监测到水位不足时备液箱自动补水。
为了保持温度的恒定,水箱内加热棒分布要均匀,热电偶要布在压力腔料盒附近。
2.1.3 安全设计
设置安全门锁,只有安全门关闭后设备才能启动自动运行。
设有超压报警和超温报警,压力超过警戒压力值时报警并自动卸压,温度超过上限值时报警并自动关闭加热。
为安全起见,压力缸活塞上下限分别安装磁性传感器和微动开关双保险。
2.2 层压机控制系统
2.2.1 层压机硬件设计
层压机选用三菱FX系列PLC和台达DOP系列触摸屏联合控制方式,接收开关、按钮以及触摸屏的输入信号并输出信号给执行机构完成整个工艺流程。
主要功能模块:
PLC模拟量模块FX2N-2AD:采集压力变送器输出的4~20mA电流信号控制增压泵的启动、停止和压力补偿。
PLC通讯模块FX2N-232BD:通过RS232与温控仪进行Modbus通讯,实现温度设定、预热时间、报警设定触屏操作。2.2.2层压机软件设计
层压机控制系统软件设计包括:PLC控制程序、模拟量压力采集程序和PLC与温控仪通讯程序以及触摸屏界面设计等。

图3 硬件框图
根据生产工艺要求,设定手动和自动两种操作方式,手动操作做单步调试和更换密封圈用,自动操作做自动层压流程,可以根据需要设定3种加压方式任意一种,自动层压过程中,压力值实时显示,恒压过程中,恒压时间实时显示。
层压操作步骤:
●手动操作屏操作活塞升起,加水到标志线,活塞降下。
●打开加热开关,并设定预热温度,一般需要预热1~2h。
●活塞升起,放入工件,自动操作屏设定层压压力,保压时间。
●按自动开始键,活塞自动下降,待到预热温度后,开始增压。
●保压时间到,层压流程结束,自动泄压后,活塞自动升起,取出工件。
自动层压软件流程见图4。
3 调试中遇到的问题及解决方案
1)预加热后压力缸上升蒸汽量大,加装了换气扇。
2)增压后压力很快降下,检查各个密封处,发现增压口密封圈变形受损更换。
3)活塞升起料盒装件后下降到水中热量有损失,加快活塞升降速度,有所缓解。
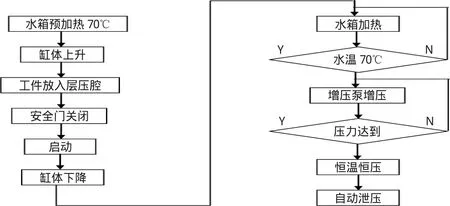
图4 软件流程图
4 应用效果
该设备控制精度高、操作简单、运行平稳,达到的技术指标:
最大压力:34MPa(5000psi)
压力精度:±0.34MPa(±50psi)
最高温度:85℃
温度精度:±2℃
经过用户现场验证,满足使用要求,可用于混合芯片及LTCC高密度多层基板等制作工艺中。
:
[1]朱志斌.等静压技术的应用与发展[J].现代技术陶瓷,2010[1]:19-23.