精冲模具结构优化与制造技术
2012-09-12张祥林肖祥芷华中科技大学材料学院材料成形与模具技术国家重点实验室
文/张祥林,肖祥芷·华中科技大学材料学院材料成形与模具技术国家重点实验室
精冲模具结构优化与制造技术
文/张祥林,肖祥芷·华中科技大学材料学院材料成形与模具技术国家重点实验室
复合精冲模具结构有限元分析与改进研究
本文采用Ansys Workbench结构分析软件对压力机进行了含有模具的变形计算,对多副模具结构进行研究,进而优化模具设计。复杂精冲模具的有限元分析存在零件多、受力复杂(广泛存在静不定)、结构弹性与板料塑性变形同时存在等问题,常规核算式设计难以满足要求。本文以某企业密封盖零件(图1)成形模具的FEM分析为例,探讨了模具结构分析的一般方法。

图1 密封盖零件
有限元计算过程关键问题分析
该零件采用三个工步成形:第一工步完成中心定位孔以及条料两侧的两个定位孔的成形;第二工步完成沿圆周分布的5个倒角半冲孔的成形;第三工步成形倒角半冲孔中的5个小孔,中间异形孔以及落料。该零件在试模中,常出现沿圆周分布的5个半冲孔相对位置精度低的问题,为了找出原因并加以解决,本文通过有限元模拟对密封盖模具的结构进行了静力学分析。模具完整的结构分析流程如图2所示。
⑴模型简化。为了简化计算过程,在导入有限元软件进行分析前必须对模具的三维模型进行简化处理。简化分为三个层次:装配级简化、零件级简化(忽略部分辅助零件和连接件)、特征级简化(简化或忽略零件的细节特征,如不重要的倒角等)。模型简化的前提取决于FEM计算的目的和层次,一般首先进行整副模具的计算,即计算各冲头、传力杆、凹模镶件、反顶杆、各板件(尤其压边圈)的变形和应力,此时各螺栓和螺纹孔可以简化掉。在总体计算分析的基础上可对关键零部件进行局部计算。
⑵材料和接触设置。在有限元分析计算时,材料设置只需要根据材料的物性参数编辑材料属性,并存入材料库。而接触设置比较复杂,Ansys Workbench可以自动探测到零部件之间的接触,由于精冲模结构复杂,零件间的接触往往达数百个,分析时需要根据实际情况设置合理的接触类型,工作量比较大。本课题组已经开发出相应的模块,可以自动地设置零件之间的接触类型。
⑶力的加载及边界条件设置。①一次压力成形过程板料要进行塑性变形,模具构件发生弹性变形,二者接触面上是耦合边界,精确计算复杂。为得到工程结果,可在成形过程运动分析基础上选取一些关键行程点进行静力计算。②在考虑压力机的机身结构对模具的影响时,应将机身和模具整体建模分析。一般情况可不需考虑压力机的影响,将上模座的上平面和下模座的下平面当作固定端约束。③条料的处理要分区域进行。压边力在压边圈齿圈以外,齿圈以内、冲头部分以外区域的压强可单独设置。冲头对应的条料部分可省去,同时在相应的凸模、凹模和反顶杆上施加分布力。分布力的大小可以简单地由经验公式和精冲力-行程曲线算出,也可通过DEFORM软件模拟得到。特别是对于负间隙的半冲孔成形,也属于挤压型凸台,力的大小用经典公式很难准确计算,较科学的办法是通过塑性仿真确定,或者通过仿真对比后选择合适的计算公式。
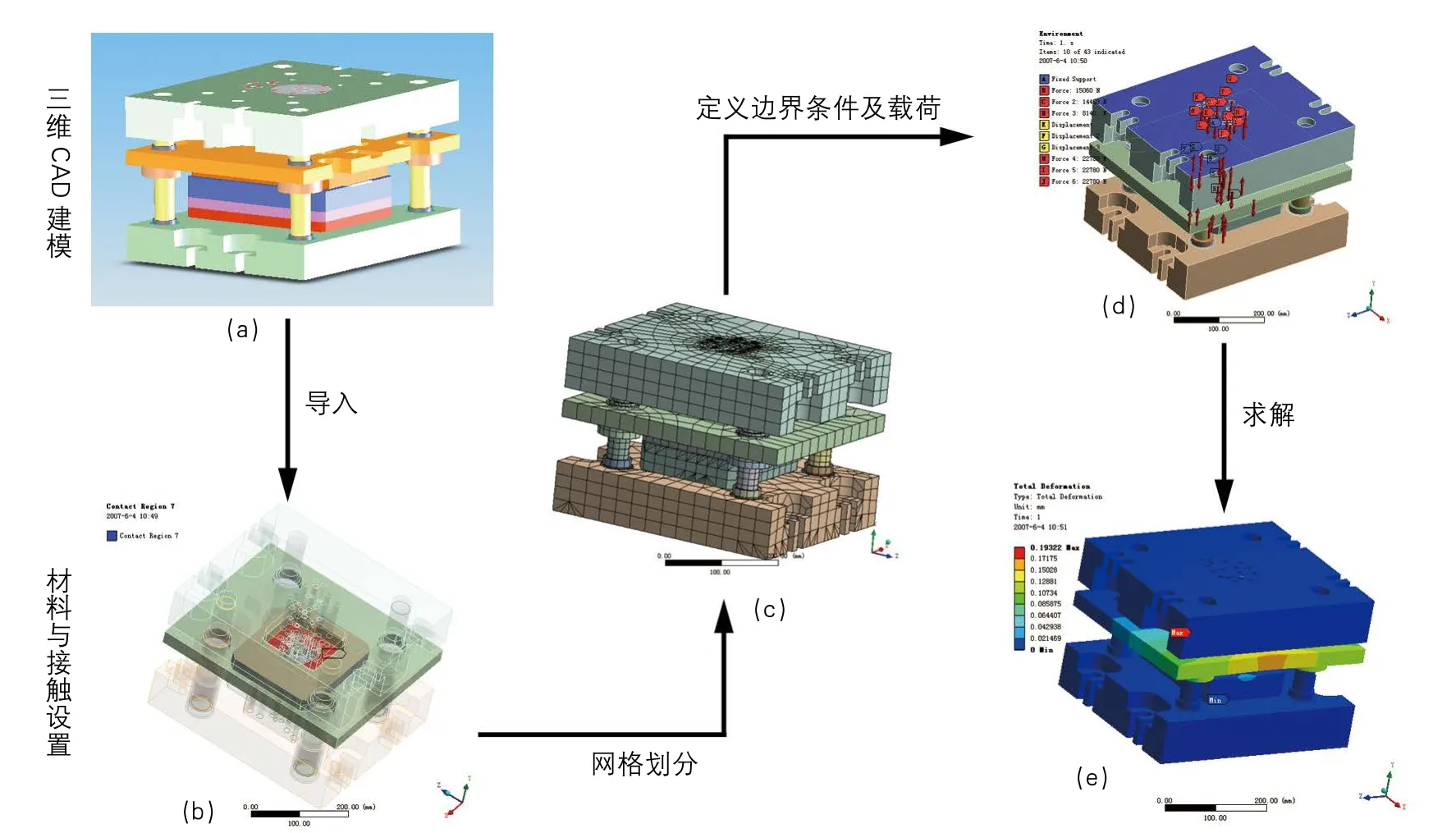
图2 模具结构有限元分析流程
⑷网格划分。网格划分遵循计算精度和计算耗费的平衡原则,高密度的网格能提高计算精度,但对计算机的硬件配置要求较高,应该根据实际情况合理地划分网格。在应力集中的部位以及应力变化比较剧烈的部位,单元应划分得密一些,即采用较小几何尺寸的单元。单元大小不等时,要逐渐过渡。
⑸结果计算及后处理。前处理完成后进行计算,后处理可以得到模具的应力、变形图等。图2e为模具的等效应力分布,由FEM结果可知,模具整体最大应力值为2593MPa,位于压边圈上。
有限元结果应用分析
密封盖模具最初设计是将第二工步和第三工步的凹模镶件作为整体,凹模镶件变形如图3a所示,压边圈、传力杆变形如图3b所示。

图3 凹模镶件、压边圈、传力杆变形
由密封盖模具的FEM结果可以得出如下结论:
⑴模具在第三工位处受到较大的力,在落料以及冲异形孔时模具的变形最大。第三工步冲裁过程中,凹模镶件产生的变形大而且分布不均。模具长期使用后,必然会造成凹模镶件的磨损甚至永久变形,所以生产中会出现半冲孔相对位置精度低的问题。
⑵相对而言,插入环、上传力杆、压边圈上有很大的变形,且变形非常不均匀。压边圈第一工步处(左侧)比第三工步处的变形更大,模具在工作过程中产生了倾斜,压边圈存在明显翘曲状态。模具的结构设计并不理想,特别是上模13根传力杆位置和尺寸设计不合理使得模具产生了偏载,造成了模具较大的变形,对模具的寿命以及产品的精度都有不利的影响,需进一步进行分析和改善,才能使模具结构更加合理,提高模具的寿命。
针对生产中出现的5个半冲孔的相对位置精度低的问题,对密封盖模具的结构进行了优化,采取的方案是将凹模镶件分割成两个镶件,即第二工步和第三工步用不同的镶件,图4为凹模镶件分开式的三维图。

图4 镶件分割后的两部分
将优化后的模型导入Ansys Workbench,在相同的外部条件设置下进行模拟。最后计算得到的模具最大变形值为0.675mm,比优化前的模具整体变形稍有减小。图5为优化后凹模镶件的变形图,结构优化后第二工步镶件的变形分布更加均匀。企业生产实践证明,按上述改进后5个半冲孔的相对位置精度得到了明显提高。

图5 优化后凹模镶件的变形
模具结构FEM总结与讨论
对另外几副模具的FEM分析与改进也取得了较好的生产效果,在设计阶段采用结构FEM可以有效预测模具的刚度、冲头的侧向受力,可以从受力角度优化倒角形式和尺寸等。上述应用可尝试板料塑性和模具结构弹性变形耦合仿真,采用疲劳寿命计算等精确预测模具件寿命等。对设备、模具、板料同时进行动态有限元计算等对仿真精度有所提高,但需要考虑计算量的平衡。
模具制造相关问题的探讨
模具材料选取与延缓失效
模具不同部分的要求不一样,失效形式主要是崩刃和折断,其次才是磨损。前者的本质主要是疲劳破坏,即裂纹的产生与扩散导致开裂。所以模具材料的选取要尽可能采用高的抗拉强度,同时要保证较好的韧性。
⑴模具材料选择对模具寿命的影响。表1是常用的模具材料优缺点对比。试验模具选择某企业实际生产所用的门锁棘爪精冲模具,选用SKD11、QHZ、S790三种不同的模具钢加工制备相同规格的冲孔凸模,凸模尺寸规格如图6所示。
为了比较不同材料所制备的模具的冲裁寿命和失效方式,经过实际冲裁,得到如下结论:从力学性能方面比较,S790粉末冶金钢性能最优,适用于工况复杂、冲裁力较大的模具上,但韧性相对较低,不适用于复杂薄壁件;QHZ由于含碳量低,相对韧性较好,但硬度较低,易磨损,可通过表面涂层进行改善;SKD11由于受碳化物颗粒局限,韧性较低,强度较低,适用于简单工况下的精冲模具。

表1 几种优质精冲模具材料的优缺点对比

图6 门锁棘爪精冲凸模
⑵冲裁过程中模具硬度降低研究。模具材料为XW-41,试验模具为门锁棘爪凸凹模,经过一次冲裁后,比较冲裁前后模具端面的洛氏硬度,冲裁前58~60HRC,冲裁后57HRC。推测认为:经过多次循环载荷作用,模具端面局部出现疲劳损伤,宏观表面为硬度下降,且损伤具有一定的深度,目前正在深入研究该问题。
⑶防止模具崩刃与折断。方法可以是抑制裂纹源和缓解裂纹的扩张速度。
模具涂层技术
PVD涂层具有优异的力学性能以及良好的耐磨、耐腐蚀、红硬性和热稳定性,广泛应用于精冲模具的表面保护涂层,可以提高精冲模的表面硬度和延长模具使用寿命。但涂层中的残留应力限制其发挥这些优越性能,同时涂层对精冲模表面应力状态也会产生影响。
⑴涂层性能及对模具表面的影响。研究采用多弧离子镀技术在S790高速钢上沉积不同厚度(1.6~2.5μm)TiN,实验结果显示TiN涂层的组织织构随着涂层厚度的增大而增大,这种择优取向在一定程度上决定了涂层的力学性能,主要表现在整体上TiN涂层的显微硬度随着涂层厚度增大而增大,TiN涂层的残余应力随着涂层厚度增大而减少。
虽然涂层在一定程度上提高了模具的耐磨性,进而提高模具寿命,但涂层制备所造成的模具表面残余应力在某种程度上起到消极的影响,因此需要进一步研究去除基体残留拉应力的具体办法。
⑵涂层对模具摩擦磨损性能影响。涂层前后模具表面粗糙度无明显变化,涂层前后模具表面摩擦系数略有改善,得出的结论是PVD涂层在一定程度上减小模具表面的摩擦系数,进而改善冲裁过程中的摩擦状态。涂层前后模具表面显微硬度有很大提高,说明PVD涂层可以有效改善模具表面的耐磨性。
模具温度测量研究
通过实验模具测量对中厚板(5mm)条料精冲生产模具的温度进行了测量和仿真验证,刃口温度只有52℃,这样就否定了模具使用中可能发生回火的推断,金相实验也得以验证。但模具温度的升高与降低会导致模具刃口产生交替的热应力,使模具产生疲劳,影响模具寿命。
结束语
精冲的模具寿命影响因素较多,本文从模具结构CAE分析、模具选材、涂层等方面进行了初步的实验研究与理论分析,希望对企业有所参考或启发。经过几年的摸索,笔者认为实验和现场测量与分析,可以澄清一些理论推论或者设想的合理与否,这样可使对现场问题的分析更加明确和科学。
