精密加工环境监控系统数据库的开发研究*
2012-09-11郭隐彪林晓辉陈梅云
唐 旎 郭隐彪 林晓辉 陈梅云
(厦门大学物理与机电工程学院,福建厦门 361005)
精密加工环境监控系统数据库的开发研究*
唐 旎 郭隐彪 林晓辉 陈梅云
(厦门大学物理与机电工程学院,福建厦门 361005)
针对精密加工中对环境参数控制的要求以及监控数据管理的需求,提出一种加工环境全局监控系统,研究其支撑的数据库开发。采用Windows系统环境支持下的SQL Server、Visual C++软件进行开发。系统承载数据实时监控、数据存储与淘汰、环境状况分析和及时报警等模块功能,提高了诊断的准确性,并针对精密非球面磨削数控加工,设计了监控系统实例。最后,通过系统测试验证了其可行。
精密加工 监控系统 数据库
在精密加工过程中,为了保证加工精度,对加工环境的状态进行综合监测是一项非常关键的技术。它包括对状态量(如振动、位移、压力、温度、湿度和流量等)的监测,机械产生振动和损伤时的原因分析、振源判断、故障预防等[1]。以精密磨削加工的环境监测为例,需要监测的对象通常包括外部环境温度、磨削热、砂轮与工件双轴振动等[2-3]。目前专门针对精密加工环境监控技术的研究还不多,但随着各种精密加工产品在航天、航空、国防以及民用等领域的应用不断增加,较大生产规模的精密加工必将越来越多。所以针对精密加工装备提出的环境监控技术的研究符合未来技术发展的趋势[1]。本文针对精密加工的特点,设计一种加工环境监控系统,对其支撑的数据库进行开发。
基于Visual C++6.0与 SQL Server 2005的精密加工环境数据库系统是把精密加工装备各个设备的结构信息、运行监测数据、数据分析和报警状态等在SQL Server 2005支持下建成数据库,并对现有数据进行分析、处理和统计,供工作人员查询,或以报表形式输出。
1 系统的架构
1.1 在线环境监控系统结构
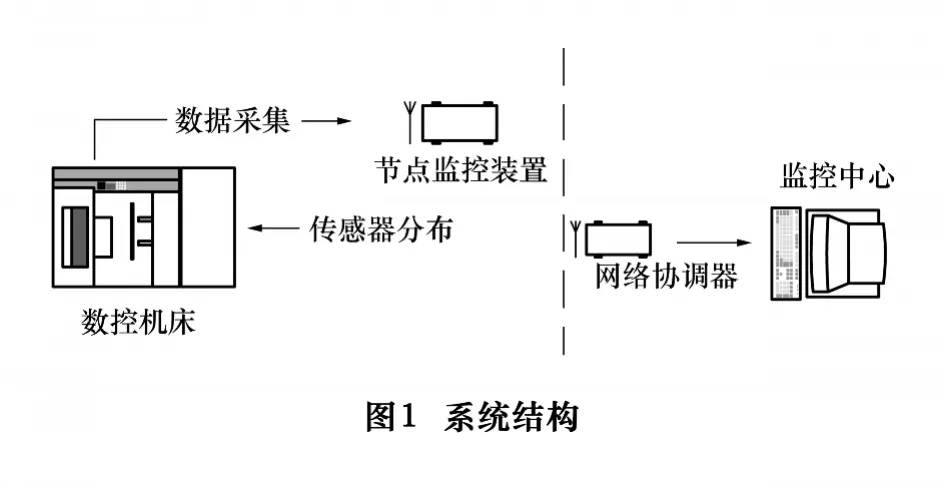
如图1所示,精密加工环境监控系统的架构分为两层。底层是以节点监控装置为核心的现场监控层;第2层是基于数据归档和分析的报警监控层。现场监控层中,基于嵌入式ARM架构的节点监控装置作为控制单元,将加工设备、加工空间和传感器有机联系在一起,实现环境参数的数据现场采集、处理与上传。报警监控层中,主要包括历史库、诊断分析库和报警库3部分,实现监控功能。两层系统之间通过共享综合数据库进行通信。
1.2 数据库的总体结构
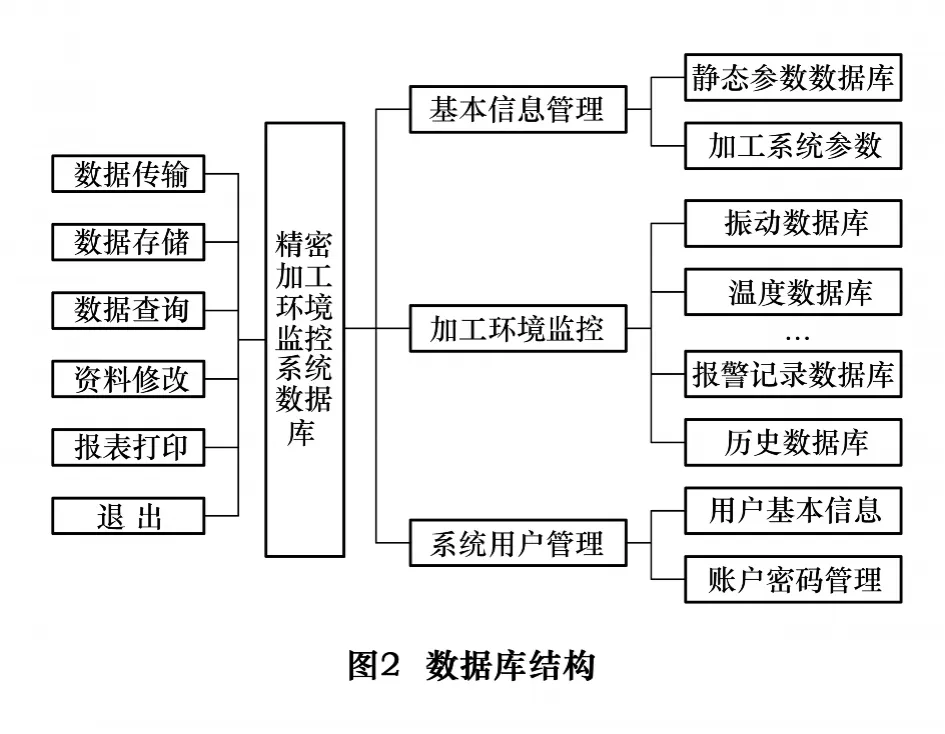
如图2所示,为综合数据库的总体结构。在线监控数据库包括数控加工设备的静态参数、工况参数、在线监测数据、特征数据和报警数据等数据库,其功能有数据传输、数据存储、数据冗余处理、数据查询、图形输出、数据分析、监控报警、资料修改和报表打印。
2 监控系统数据库的实现
2.1 现场监控层的硬件平台
现场监控层具有现场信号采集与处理、信号传输、串口通讯和无线通信等功能。如图2所示,其核心单元是节点监控装置。具有多路信号采集模块、无线通信模块、串口通讯控制模块及I/O接口,相对于传统的集中式数控监控系统,节点监控装置是整个监控系统的一个节点,该装置采用嵌入式ARM设计,装置中的无线通讯模块作为独立模块另有独立的微处理单元(MCU),ARM通过串口与无线通讯模块通讯,发送相应命令进行网络管理、数据通讯等操作。最后连接网络协调器,通过串口与报警监控层(PC机)建立通讯。
2.2 数据库的软件实现
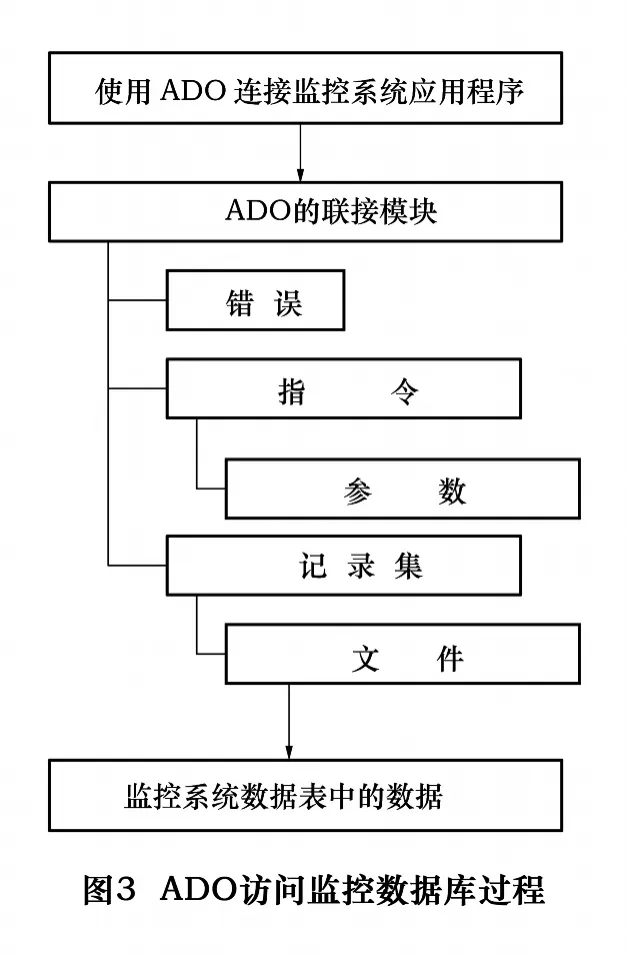
基于Windows操作系统,监控系统数据库采用SQL Server 2005作为服务端,应用程序采用Visual C++6.0开发。具体编程时使用ADO(ActiveX Data Object)将数据库与应用程序联接起来,见图3所示。ADO是建立在OLE DB之上的高层数据库访问技术,令应用程序可以对存储在不同数据源的数据进行统一访问,ADO记录集支持无状态环境和对存储过程的简便访问,且易于使用,功能强、高速和低内存开销[4]。
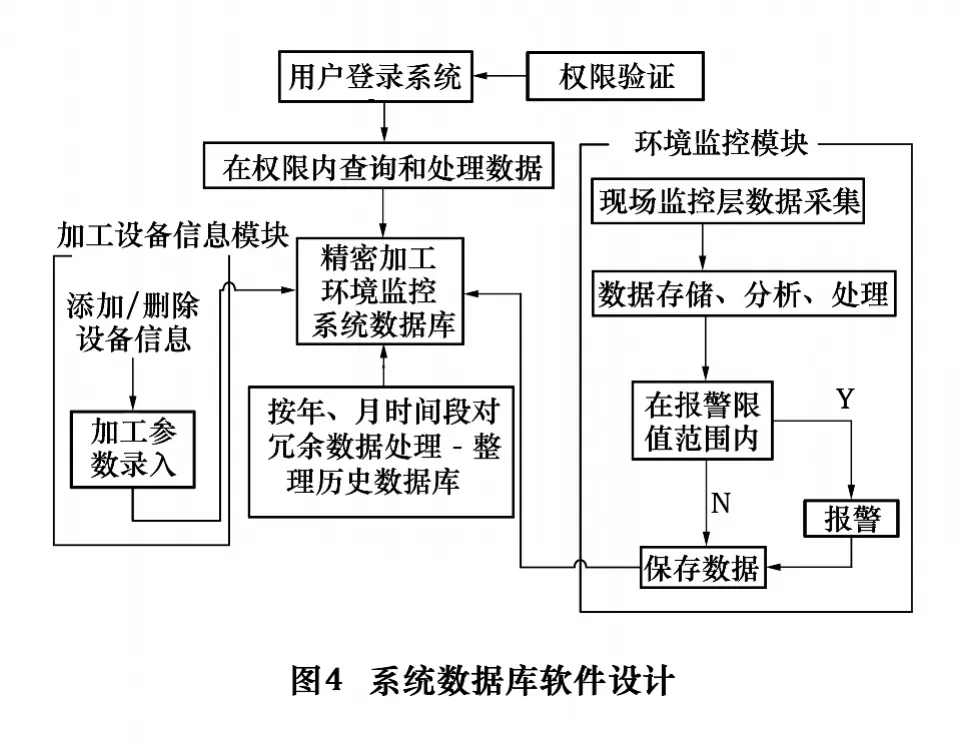
数据库功能模块与工作流程如图4所示,采用安全控制方式的账号、密码登录访问数据库,并根据账号权限,获得查询在线监测数据、历史数据、状态分析、报警数据、数据下载等不同的功能,以提高对精密加工环境的监控能力。
3 数据库结构设计
3.1 静态参数数据库
静态参数数据库结构如表1所示,存储精密加工设备参数数据,其数据库表格式为字段名、数据类型、数据长度和数据属性(表明该字段是否允许为NULL,以下同),ID作为表的关键字,识别某一条记录。
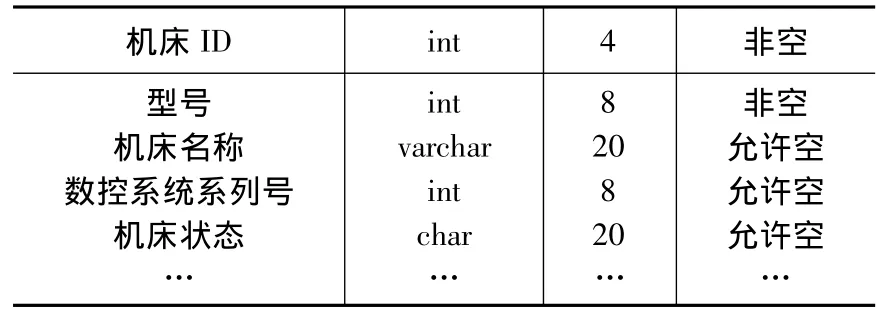
表1 静态参数数据库表
3.2 加工系统参数数据库
精密加工参数信息储存在加工系统参数数据库中,其结构如表2所示。

表2 加工系统参数数据库
3.3 实时数据库、特征数据库和历史数据库
记录各监测信号的实时数据、特征数据和历史数据,以ID和时间作为关键字。历史数据库是各实时数据经筛选压缩后保留下来的有用信息。特征数据是监测信号经信号分析(频域分析、相关性分析、趋势分析等)后的表明环境参数(如振动)实质状态的数据。由于监测信号较多,因此将实时数据库、历史数据库和特征数据库分为加工环境温度、磨削温度、振动、砂轮磨损、非球面表面误差等数据库表。以振动数据库表为例,其他数据库表类似,其结构如表3。
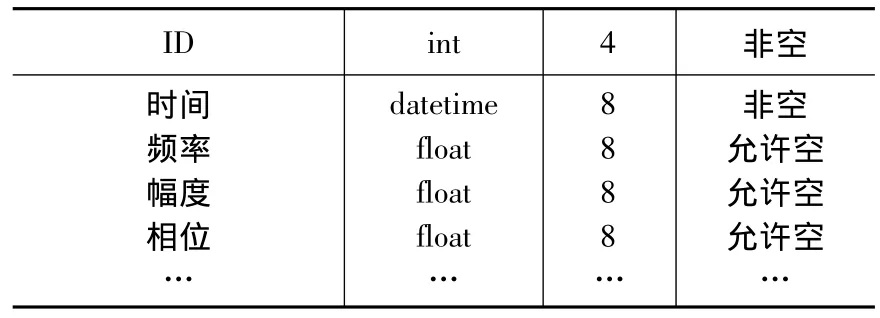
表3 特征数据库
3.4 报警记录数据库
在精密加工环境监控过程中的报警信息,由报警记录数据库存储与读取,结构如表4所示。
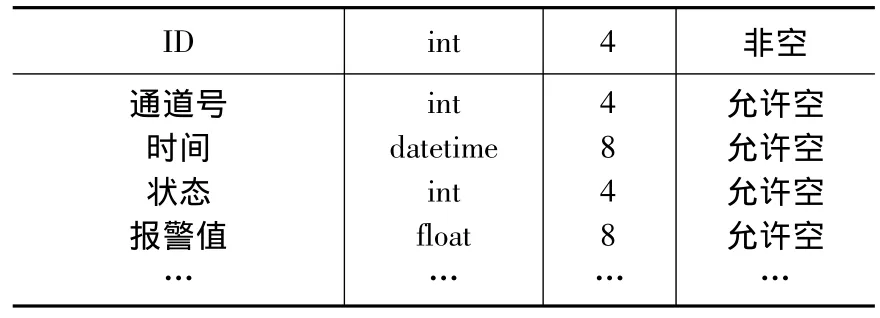
表4 报警记录数据库
在报警模块当中,通过现场监控层数据采集信号如机床振动、加工环境温度和磨削温度等进行分析处理,提取特征值,与标准状态信号的特征值进行比较,将它们之间的距离作为判别函数来识别精密加工环境所处的状态,并在非达标时进行报警,如图5所示。系统采用欧氏贴近度作为距离判别函数,表达式如下:
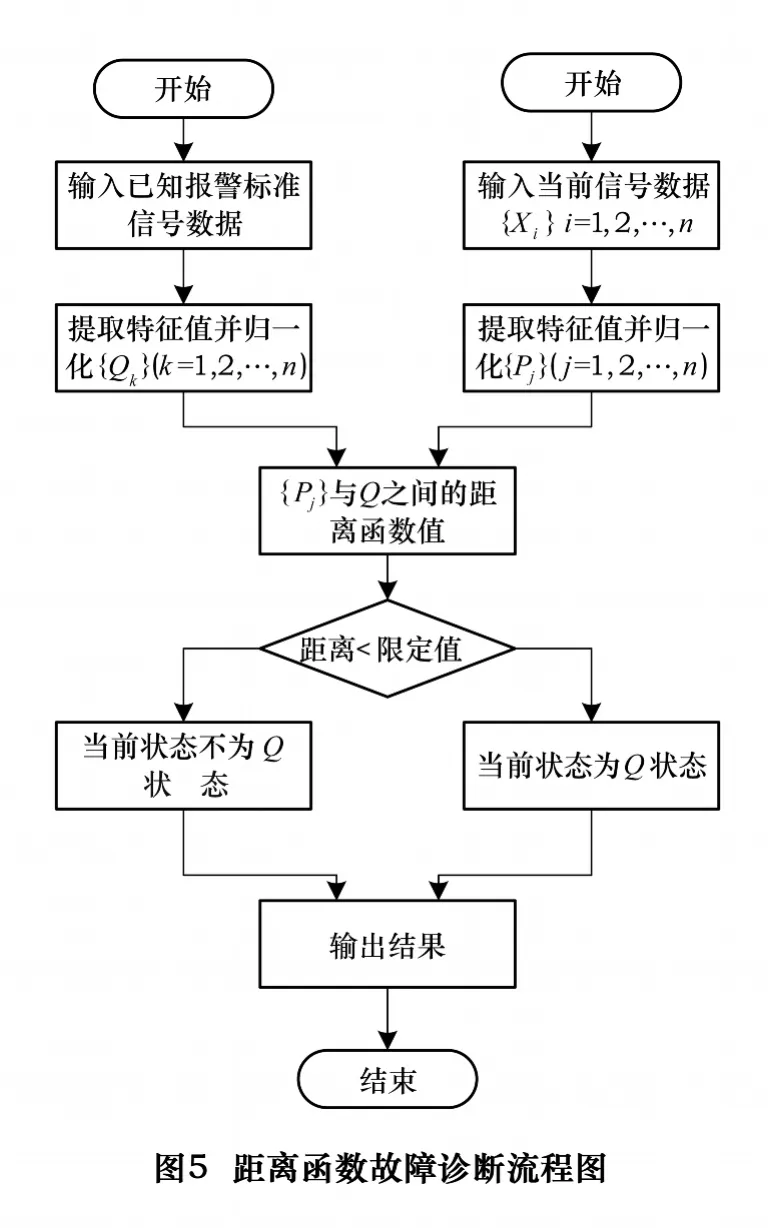

其中:Pi为采集信号的特征值(i=1,2,…n);Qi为标准状态的信号的特征值(i=1,2,…n);N(P,Q)为P与Q的欧氏贴近度。
4 监控系统数据库测试
针对精密非球面磨削加工,实现精密加工环境监控系统并测试了系统数据库的运行。测试基于瑞士Magerle公司磨床(具体型号:MFP125.65.65)的磨削作业,根据加工设备故障诊断与加工误差补偿的需要,对各环境参数进行采集。如表5所示,环境监控对象包括振动、环境温度和磨削温度等。对数据库的访问控制测试包括现场监控的数据采集和报警监控两部分。主要测试各个子库的数据访问以及各个功能能否实现。
表5 环境监控对象
测试表明对系统的数据库访问和控制方便快捷,并且其采集通讯功能、数据存储功能、查询功能、监控报警功能、系统管理功能均能够完整实现,达到建置精密加工环境监控系统数据库的目的和要求。
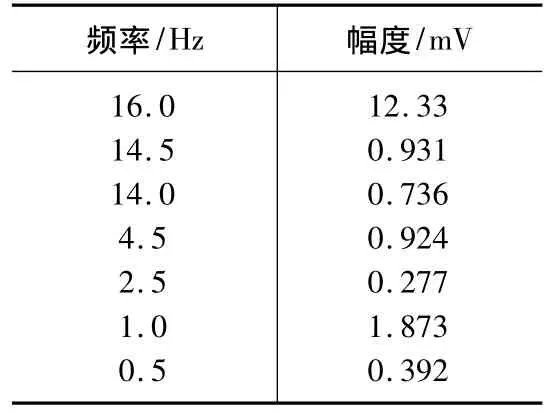
表6 处理后振动数据
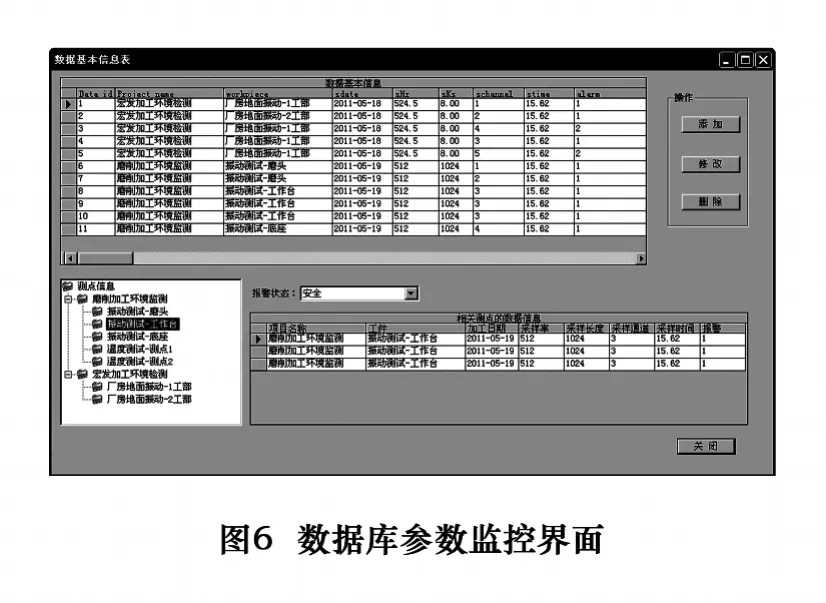
以测试磨头的振动-1监测单元为例,经环境监控系统处理后获得的振动数据如表6所示,分析认为,表6中频率为16 Hz的振动,其振源为转速1 000 r/min的转轴,考虑外围可控振源因素的影响,振动频率采集精度达到96%。图6所示为数据库系统中的参数监控界面,根据不同的权限赋予可实现数据的增加、编辑及删除等功能,并可进行条件查询。监控状态在安全限制内,报警状态显示安全。其他监控子库的功能实现与振动监控库类似。
5 结语
本文论述了适用于精密加工装备的加工环境监控系统数据库的结构、工作原理与功能组成,并针对精密非球面加工开发了监控实例。通过测试,表明系统有效运行。该系统能够对精密加工环境进行有效监控,数据库实现了对监控数据的快捷访问和科学管理。
[1]姜晨,郭隐彪,韩春光,等.精密加工环境分布式无线网络监控技术研究[J].厦门大学学报:自然科学版,2010,49(5):631-635.
[2]KWAK J S,HA M K.Intelligent diagnostic technique of machining state for grinding[J].International Journal of Advanced Manufacturing Technology,2004,23(3):436-443.
[3]MARINESCU I D,HITCHINER M,UHLMANN E,et al.Handbook of machining with grinding wheels[M].USA:CRC Press Taylor& Francis Group,2007.
[4]桂思强.数据库基础与实践[M].北京:清华大学出版社,2007.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Study and develop on monitoring system database for precision manufacturing environment
TANG Ni,GUO Yinbiao,LIN Xiaohui,CHEN Meiyun
(Physics and Mechanical Engineering,Xiamen University,Xiamen 361005,CHN)
This paper presents a monitoring and whole situation control system for machining process according to the characteristic of precision manufacturing,and studies on its system database development.In this paper,the database was established by adopting Visual C++and SQL Server supported based on Windows system.There are real time monitoring,data storage and elimination,environment conditions analysis,and timely alarm modules in this system,for improving the data management and accuracy of the system.Finally,an example of monitoring system for precision aspheric surface manufacturing was designed and verified by test.
Precision Machining;Monitoring System;Database
TP277
A
* 国家自然科学基金项目(51075343)
唐旎,女,1986年生,硕士研究生,主要研究方向为精密检测,已发表论文2篇。
(编辑 李 静)(
2011-08-31)
120111
