轻量化技术在汽车上的应用分析
2012-09-10刘建伟史建鹏石朝亮
刘建伟,史建鹏,石朝亮
(东风汽车公司 技术中心,武汉 430058)
轻型、节能、环保、安全、舒适、低成本成为各汽车制造厂家追求的目标,尤其是节能和环保更是关系人类的可持续发展的重要问题。轻量化技术可以有效提升车辆的节能和减排性能[1],降低车辆的开发成本,因此,轻量化技术成为了国内外各汽车公司主要的研究课题。
国内外目前主要轻量化技术手段主要包括新材料、先进制造工艺以及结构优化技术的应用等。新材料和先进制造工艺的应用虽然轻量化效果显著,但往往伴随着成本的大幅提高。应用有限元等现代设计方法对结构优化设计进行指导设计,则在实现减重的同时一定程度上降低了研发成本。
本文从新材料、先进工艺的应用和结构优化设计等方面论述了轻量化技术的应用及发展趋势,根据这些研究,探索性地提出了开发轻量化技术的模式和方法。
1 新材料的应用和发展
1.1 高强度钢
将屈服强度在210~550 MPa范围内的钢定义为高强度钢(HSS),屈服强度在550 MPa以上的钢定义为超高强度钢(UHSS)。目前应用在汽车车身上的高强度钢钢种主要有双相钢(DP)、复相钢(CP)、马氏体钢(MART)、烘烤硬化钢、热冲压硼钢板、相变诱发塑性钢(TRIP)等。
高强度钢主要通过材料的晶相组织结构改变,达到提高材料强度性能(强度范围500~1 600 MPa),并且具有较高的疲劳强度、碰撞吸收性能、高的减振减重潜能和低的平面各向异性等优点。如果使用高强度钢板,在所要求的车身性能不变或略有提高的前提下,则钢板构件的厚度可以减薄。相关研究表明,采用高强度钢板,原厚度为1.0~1.2 mm的车身钢板可减薄至 0.7~0.8 mm,车身重量减轻 15%~20%[2]。 国外汽车高强度钢应用情况如表1所示,可以看出,高强度钢板已得到了大量的应用。
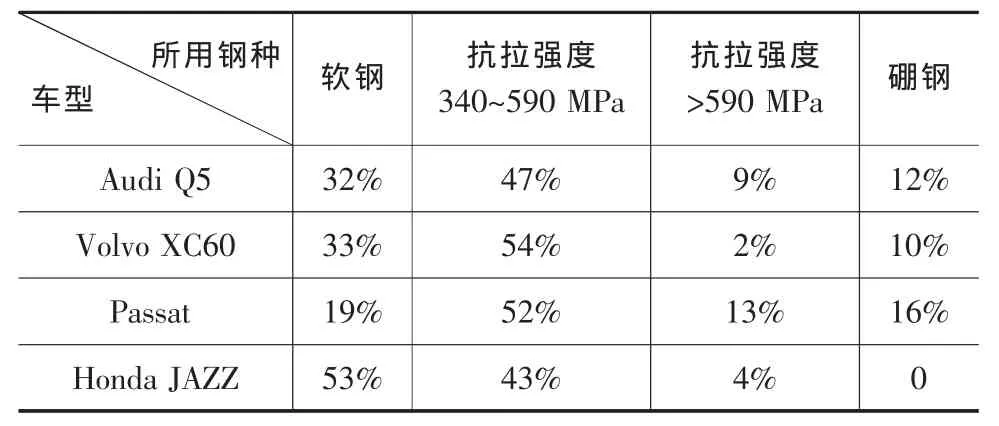
表1 国外汽车高强度钢应用情况
由于高强度钢在强度、塑性、抗冲击能力、回收使用及低成本方面具有综合的优越性,决定了高强度钢在汽车轻量化应用中的广阔前景,实现汽车轻量的同时,又保证了安全性等。
1.2 轻质材料
1.2.1 铝合金
汽车铝合金零部件以铸件为主,另外还包括少量的型材和板材,已占到整车备重的10%左右,其应用如表2所示,可以看出,铝合金有着广阔的应用空间。1994年,奥迪开发了具有里程碑意义的第一代全铝空间框架 (Aluminum Space Frame,ASF)[3],应用第一代ASF的Audi A8全铝车身,其质量减轻了40%,只相当于普通中级轿车的水平,而全铝空间框架设计却使车身的静态扭转刚度提高了40%。
铝合金虽然提高了汽车综合性能,但同时也提高了整车成本。铝材价格是钢材的3倍以上,而且铝制产品工艺流程复杂,不易控制,对每一个工序都必须严格监控,这都在一定程度上限制了铝合金的大量应用。
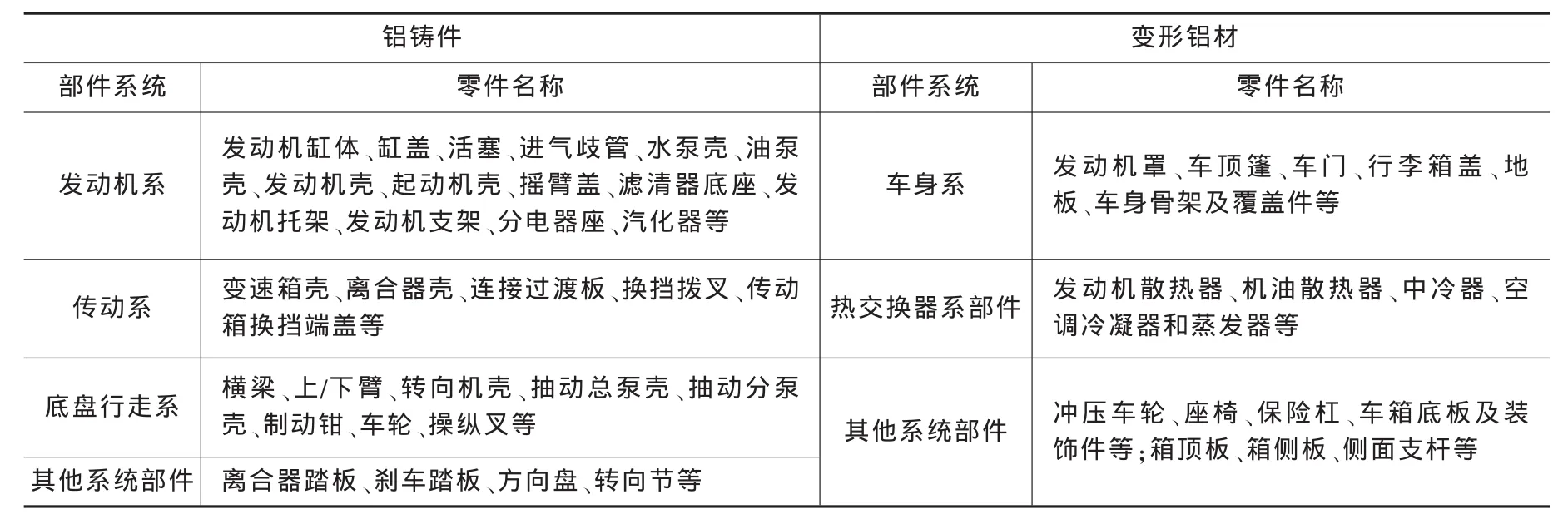
表2 铝合金在汽车零部件中的应用
1.2.2 镁合金
与传统汽车结构材料相比,镁合金除拥有相对优异的比强度外,还具有优异的减振降噪性能。良好的铸造性能和尺寸稳定性,使其可以浇铸各种薄壁和复杂的零件,其模具使用寿命长,也使得以前需要多个零件组装的部件可集成为单一部件,减少零件数量;良好的可加工性,可以降低加工成本[4]。
目前,镁合金在构成汽车的发动机、动力传动、行驶与转向系统、内饰和车身等几大系统上均有应用。欧洲正在使用和研制的镁合金汽车零部件有60多种,单车上的镁合金质量为9.3~20.3 kg,如仪表板骨架、转向盘、气缸体、气缸盖、进气歧管、轮毂、车身部件等。而应用最早、最广泛的领域,涉及变速器壳体、离合器壳体、分动器、轴变速器等诸多构件。
我国是镁资源储存最大的国家,具有较大的优势。一汽、奇瑞等已率先实现了镁合金方向盘骨架、仪表板横梁的批量生产和某些车型上的批量应用[5-6],如图1、图2所示。而最具节能减排潜力的锻造镁合金轮毂轻量化的应用,则因现存变形加工技术的高成本特征,应用仅限于高端轿跑和赛车,因此,开发低成本、高品质的镁合金轮毂生产应用技术,才能为镁合金在汽车轮毂上的规模应用奠定技术经济基础。
另一方面,镁合金活泼的化学性质和较强的电偶腐蚀趋向,使得其应用时需要严格的腐蚀防护措施,最终增加其生产应用成本,消弱了竞争力,但其熔体突出的强制流动充型和高压补缩能力,使那些用铝合金难以生产的大型、复杂、薄壁构件的高压铸造生产成为可能,这为汽车轻量化构件的集成化设计制造创造了条件。
1.2.3 塑料及其复合材料
(1)塑料
塑料及其复合材料是另一类重要的汽车轻质材料,其应用范围正在由内饰件向外装件、车身及结构件扩展,今后的重点发展方向是开发结构件、外装件用的增强塑料复合材料、高性能树脂材料,并会更加重视材料的可回收性。
与通用塑料相比,工程塑料具有优良的机械性能、耐化学性、耐热性、耐磨性、尺寸稳定性等特点,比被取代的金属材料轻且成型时能耗少。从20世纪70年代起,以软质聚氯乙烯、聚氨酯为主的泡沫类、衬垫类、缓冲材料等塑料在汽车工业中被广泛采用。
(2)复合材料
复合材料具有比强度和比刚度高、优异的抗腐蚀性能、减振阻尼性能、抗老化性能、抗疲劳性能,而且复杂形状的结构可整体成型,大大减少零件数和装配成本,用比重仅有1.6 g/cm3的复合材料代替比重7.8 g/cm3的钢,减重效果可达40%~60%,表3为复合材料与各种金属材料的性能对比[7]。
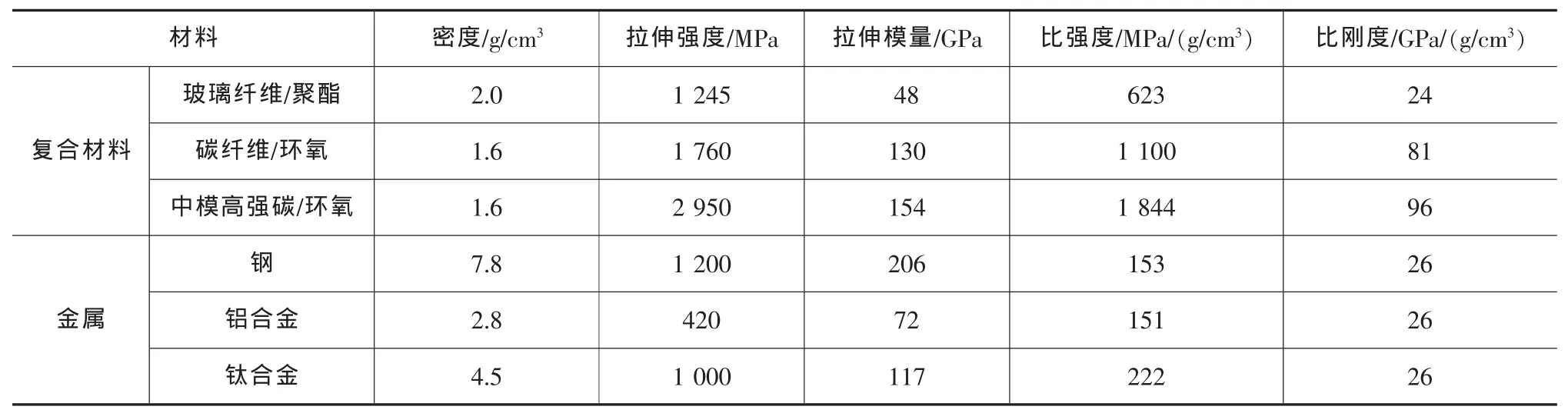
表3 复合材料与各种金属材料的性能对比
在欧美等国车辆复合材料的用量约占其复合材料总产量的33%左右,并呈增长态势。复合材料从制造简单的车辆非承力件到承力件,从车辆的外覆盖件向汽车的内饰件和结构件方向发展,先后研制成复合材料的驱动轴、板簧和全复合材料的汽车底盘和车身等。法国SORA公司为雷诺汽车公司开发了全复合材料轿车车身 (Clio V6),宝马M3用一整张碳纤维复合材料车顶代替了金属车顶,减重5 kg,大大降低了整车重心,让车身侧倾力大幅降低。
连续碳纤维增强复合材料虽然轻量化效果显著,但因成本问题,目前主要仅停留在研制阶段的概念车和高档汽车上。另外一种以玻璃纤维为增强体的玻璃钢(GRF、GMT),以及短纤维增强塑料(SMC、LFT)近年来应用呈逐渐上升之势,主要应用在保险杠防撞杆、前翼子板、后备胎罩和后背门上。
除上述材料外,具有密度低、强度高、弹性模量大、抗压性能好的结构性泡沫材料也引起了关注,因其对车身基材的附着力极强,可以作为填充材料用于纵梁等部位,相同质量的前提下,可以显著提高整车的碰撞性能[8]。
2 工艺技术对轻量化的影响
传统冲压、钎焊、粘接、翻边搭接、螺栓连接等传统工艺技术已不能满足当前汽车轻量化的需求,激光拼焊、热成型、内高压成型、辊压成型、锁铆连接技术等新兴工艺有力地促进了轻量化技术的发展。
2.1 激光拼焊
目前,由拼焊板生产的汽车零部件主要有前后车门内板、前后纵梁、侧围、底板、车门内侧的A、B、C立柱、轮罩、尾门内板等,轿车采用激光拼焊可以实现轻量化,部分零部件可以显著提高碰撞安全性,图3、图4为激光拼焊在B柱加强板和车门内板的应用。
激光拼焊板在车门上的应用使铰接区域的刚性得到整体加强,所以不再需要加强板,此外,车门的配合公差得到大幅改善,车门各板件的厚度和拼焊板焊缝线的位置可以通过一些优化方法进行确定,保证性能的同时,使得车门系统质量得到降低[9]。纵梁上采用激光拼焊,重量能有一定程度的减轻,成本与普通点焊设计基本持平,但能显著提高正碰性能。激光拼焊在纵梁、车门内板及B柱的应用在国内自主品牌车型上已得到推广,如奇瑞A3、一汽奔腾B50等。
2.2 热成型
高强度钢板结合热成型技术的应用,可以减少车身零件上加强板的数量,从而降低了整车车身的重量。与冷成型工艺相比,热成型的成形性非常优秀。对于冷冲压成型,材料强度越高,成型性能越差,回弹也越大,需要多道工序才能完成。而热成型材料在高温加热以后很容易一次冲压成型。虽然与同一尺寸的冷成型单件相比,热成型件成本高,但是由于热成型零部件材料的强度很高,无须加强板,而且模具少,工艺少。在同一性能前提下,并考虑到整装成本及省下的材料成本,热成型件反而更具经济性。
热成型技术目前多用于车门防撞板、前后保险杠、A/B柱、中央通道、上下防火板等。其中本特勒公司在热成型技术的开发和应用方面较为成熟,例如不等厚技术、补丁技术、和局部加热技术等已经成功推广到了市场[10],以B柱为例,每车最高可实现潜在减重8.4 kg。
2.3 内高压成型
汽车上的内高压成形零件包括汽车副车架、散热器支架、底盘构件、车身框架、座椅框架、前轴、后轴、驱动轴、凸轮轴及排气系统异型管件等。与传统冲压工艺比较,如副车架等零件,用内高压成形有着较大的优势[11]。
(1)减轻重量,节约材料。表4是汽车上采用内高压成形件与冲焊件的产品重量对比。对于框、梁类结构件,内高压成形件比冲压件减轻20%~40%;对于空心轴类件可以减轻40%~50%。

表4 三种车用冲压件与内高压成形产品的重量对比表
(2)减少零件和模具数量,以及减少后续机械加工和组装焊接量等。
(3)降低生产成本。根据德国某公司对应用内高压成形技术生产的零件的对比分析,内高压件的成本比冲压件平均降低15%~30%,模具费用降低20%~30%[12]。
(4)提高零件的强度和刚度,尤其是疲劳强度。
但是,由于内高压成形所需内压高,需要大吨位液压机作为合模压力机,其高压源及闭环实时控制系统比较复杂,造价也高。另外,由于成形缺陷和壁厚分布与加载路径密切相关,零件试制研发费用较高。这些因素在一定程度上影响了内高压成形工艺的普及和发展。
2.4 辊压技术
辊压成形工艺是通过顺序配置的多道次成形轧辊,把卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面的型材。辊压成形工艺加工出来的型材其断面结构合理、品种规格繁多、几何尺寸精确,体现了现代社会对材料轻量化、合理化、功能化的使用要求。
目前,国外白车身采用的先进高强度钢板,有相当部分诸如前/后保险杠、门槛、驾驶员座调整机构中的滑轨、车身的B柱及底盘等构件,都是用辊压成形工艺制造完成的。
以保险杠为例,高强度钢辊压保险杠比冲压保险杠有更轻的质量。图5是冲压的保险杠,图6是辊压的保险杠。在相同的抗冲击能量下,对比数据如下[13]。
冲压保险杠:材料牌号DOCOL 500DP,抗拉强度 500 MPa,T=1.8 mm,质量为 13 kg;辊压保险杠:材料牌号DOCOL 1000DP,抗拉强度 1 000 MPa,T=1.0 mm,质量为 6.5 kg,有明显的减重效果。
传统的辊式辊压成形工艺可以生产大批量的不变截面的产品。随着市场竞争的加剧,以及节能和环保的要求,需要产品的改变能适应更多的变化,即具有灵活可变的柔性。采用计算机技术的柔性辊压成形(Flexible Roll forming)是辊压成形新技术的发展方向。
2.5 锁铆连接技术
新材料的应用可以明显的实现减重,但传统的点焊等工艺已无法满足异质材料的连接要求,而锁铆连接技术可以解决这一问题。锁铆连接可用于不同材质、硬度、厚度材料组合、各种有镀层的材料连接组合以及有夹层包括胶水等非金属材料组合。
宝马公司新5系采用了混合材料车身,车身前端使用铝合金,使用铆接与钢制车身连接,同时解决了前后轴的质量平衡问题,如图7所示。
3 结构优化对轻量化的影响
结构的优化设计为汽车轻量化的另外一个重要方面技术。先进材料和加工技术的应用,虽然轻量化效果最为明显,但往往伴随着成本的增加。与国外发展一致的是,结构设计和优化是我国汽车轻量化技术中发展最快的,国内已从主要依靠经验设计逐渐发展到应用有限元等现代设计方法进行指导设计,进行结构的优化,以实现减重。
通过拓扑优化,可以在给定的设计空间内找到最优的材料分布,形貌优化技术可以在钣金件上找出最佳的加强肋位置和形状,尺寸和参数优化可以得到梁的最优截面尺寸等[14-15]。对已开发出模型的车型,则利用板厚灵敏度分析,对白车身钣金件进行厚度优化,确保整车性能的条件下实现减重等。通过建立参数化模型,在开发的初期对截面和接头等进行优化,保证性能的前提下控制质量,减少了设计的更改次数和大大的缩短了产品的开发周期。
CAE结构优化技术在正向开发和逆向开发中的应用流程如图8所示,以重量为优化目标,通过使用各种优化方法,使CAE仿真分析技术贯穿整个设计阶段,找出产品设计的最佳方案,缩短设计和分析的循环周期,减少成本。
4 结束语
通过国内外轻量化技术的应用分析,在目前自主品牌轻量化技术中,用CAE仿真技术引导设计,得出最佳设计方案,同时提升新材料、新工艺技术的应用能力,在确保汽车综合性能指标的前提下,尽可能降低汽车产品自身重量,以达到减重、节能减排、安全的综合指标。
[1]Joseph C.Benedyk.Light Materials in Automotive Applications [J].Light Metal Age,2000(10):34-35.
[2]王利.汽车用高强度 IF 薄钢板[J].宝钢技术,1997(1):58-61.
[3]Schretzenmayr H.Technical report:the aluminum body of the Audi A8.International Journal of Vehicle Design,1999,21(2-3):303-312.
[4]敖炳秋.轻量化汽车材料技术的最新动态[J].汽车工艺与材料,2002(8/9):1-21.
[5]田洪福.一汽轻量化建设与前瞻性布局 [D].上海:2011MADE汽车轻量化国际高峰论坛,,2011.
[6]陈云霞.奇瑞汽车轻量化技术新进展 [J].现代零部件,2010(11):37-39.
[7]沈真等.碳纤维复合材料在汽车领域的应用前景[D].上海:2011MADE汽车轻量化国际高峰论坛,2011.
[8]王东川.汉高轻量化技术和解决方案[D].重庆:2011国际汽车轻量化材料发展论坛,2011.
[9]胡朝辉等.多学科优化设计在拼焊板车门轻量化中的应用[J].中国机械工程,2010(4):495-499.
[10]王辉.热成型技术助汽车轻量化[J].制造技术与材料,2010(4):26-27.
[11]陈建军.内高压成形工艺及其在汽车轻量化中的应用[J].锻压装备与制造技术,2010(1):12-18.
[12]苑世剑.内高压成形技术现状与发展趋势[J].金属成形工艺,2003(3):1-3.
[13]刘继英,李强.辊压成形在汽车轻量化中应用的关键技术及发展[J].汽车工艺与材料,2010(2):18-21.
[14]张立玲等.轿车副车架轻量化技术应用研究及应用[J].塑性工程学报,2010(5):71-75.
[15]蔡锋等.优化设计在汽车零部件轻量化中的应用[J].汽车技术,2010(4):25-29.